Фиг.1
Изобретение относится к обработк металлов давлением и может быть использовано в машиностроении для разделения холодного проката.
Известен способ получения заготокой холодаого проката, состоящий в нанесении на прокат концентратора напряжений и последующем его изгибе до разделения lj .
Недостатком известного способа является низкое качество получаемых заготовок.
Наиболее близким К предлагаемому по технической сущности и достигаемму результату является способ.получения длинномерных заготовок холодного проката, состоящий в надрезке проката опорным клиновым ножом с одновременным изгибом проката относительно этого ножа и последующем внедрении противостоящего надрезающго ножа со стороны растянутых волокон проката zl .
Однако данный способ характеризуется тем, что в пропессе нагружения проката ломателями на его поверхности образуются вмятины, что снижает качество получаемых заготовок.
Цель изобретения - повышение качества получаемых заготовок.
Поставленная цель достигается тем, что согласно способу получения длинномерных заготовок холодного проката, состоящему в надрезке проката опорным клиновым ножом с одновременным изгибом проката относительно этого ножа и последующем внедрении противостоящего надрезающего ножа со стороны растянутых волокон проката, прокат в процессе внедрения опорного клинового ножа перемещают с ускорением в направлении противостоящего надрезающего ножа.
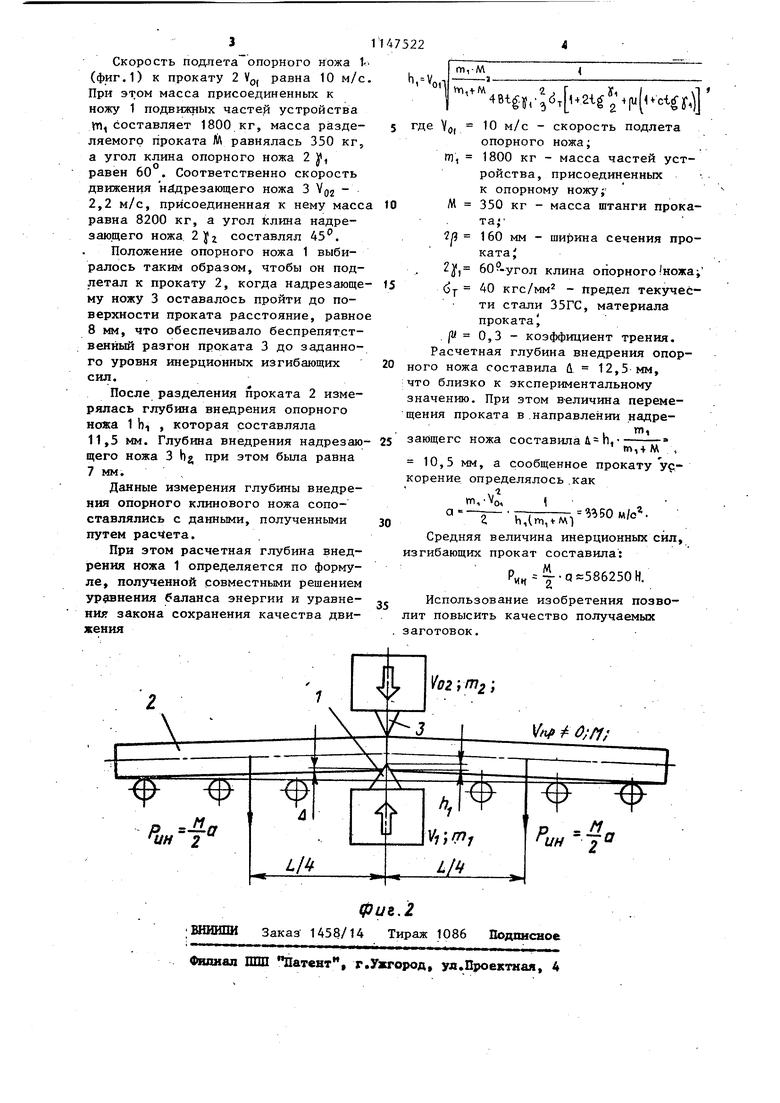
На фиг. 1 изображен схема, иллюстрирующая способ получения длинномерных заготовок проката в исходном положении; на фиг. 2 - то же, в момент надрезания прокат.а опорным клиновым ножом и сообщения ему ускорения.
Способ осуществляется следующим образом.
В рабочем ходе устройства над опорным клиновым ножом 1 (фиг.1) размещают штангу проката 2 таким образом, чтобы опорный нож 1 подле47522 , , J
жал к разделяе ому прокату 2 в момент, когда надрезающему ножу 3 останется пройти до поверхности проката 2 некоторое расстояние и (фиг.2), 5 определяемое массовыми характеристика14и подвижных частей 1 и 3 устройства и проката 2, скоростями перемещения ножей 1 и 3, механическими свойствами материала проката и геометрией инструмента 1 и 3.
Опорный клиновой нож 1, подлетая к прокату 2 с начальной скоростью Vg (фиг.2), внедряется в него, теряя при этом свою кинетическую энергию 15 и разгоняя прокат 2 на пути & до скорости V 02.
Развиваемое при этом ускорение а зависит от сопротивления разделяемого проката 2 внедрению опорного 20 клинового ножа 1.
Ускоренное перемещение проката 2 в месте внедрения ножа 1 вызовет изгиб свободных его концов инерционными силами, которые могут
быть определены как , (где
М - масса щтанги проката) и рассмотрены как некая сосредоточенная, изгибающая прокат 2 сила, приложенная
0 на плече, равном 1/4 общей длины штанги.
Изгиб свободных концов проката 2 приводит к появлению в слоях проката со стороны надрезающего ножа 3 значительных растягивающих напряжений. Внедрение надрезающего ножа 3, движущегося со скоростью Vo2 в растянутую зону проката 2 приводит к созданию в растянутой зоне концентQ ратора напряжения, процесс внедрения ножа 3 идет до тех пор, пока растягивающие напряжения не достигнут предела прочности. Величина растягивающих напряжений при этом
5 определяется как напряжениями от изгиба инерционными силами Рци так и напряжениями от расклинивания частей проката внедряющимися ножами 1 и 3.
0 После разделения штанги проката 2 ножи 1 и 3 возвращаются в исход- , кое положение.
Пример. Производилось разделение по предлагаемому способу . штанги из холодного проката сечением 150 150 мм, длиной L. 2 м из стали 35 ГС.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения длинномерных заготовок холодного проката | 1985 |
|
SU1219275A2 |
| Способ разделения проката | 1985 |
|
SU1261753A1 |
| Устройство для разделения проката на части | 1986 |
|
SU1488138A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
| Способ разделения проката | 1985 |
|
SU1379022A1 |
| Устройство для разделения проката | 1978 |
|
SU831430A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Способ надрезки материала | 1987 |
|
SU1491704A1 |
| Способ ломки проката | 1982 |
|
SU1177005A1 |
СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ХОЛОДНОГО ПРОКАТА, состоящий в надрезке проката опорным клиновым ножом с одновременным изгибом проката относительно этого ножа и последующем внедрении противостоящего надрезающего ножа со стороны растянутых волокон проката, отличающийся тем, что, с целью повышения качества получаемых заготовок, прокат в процессе внедрения опорного клинового ножа перемещают с ускорением в направлении противостоящего надрезающего ножа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ломки ПРОКАТА | 0 |
|
SU339347A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ломки проката | 1977 |
|
SU680820A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
