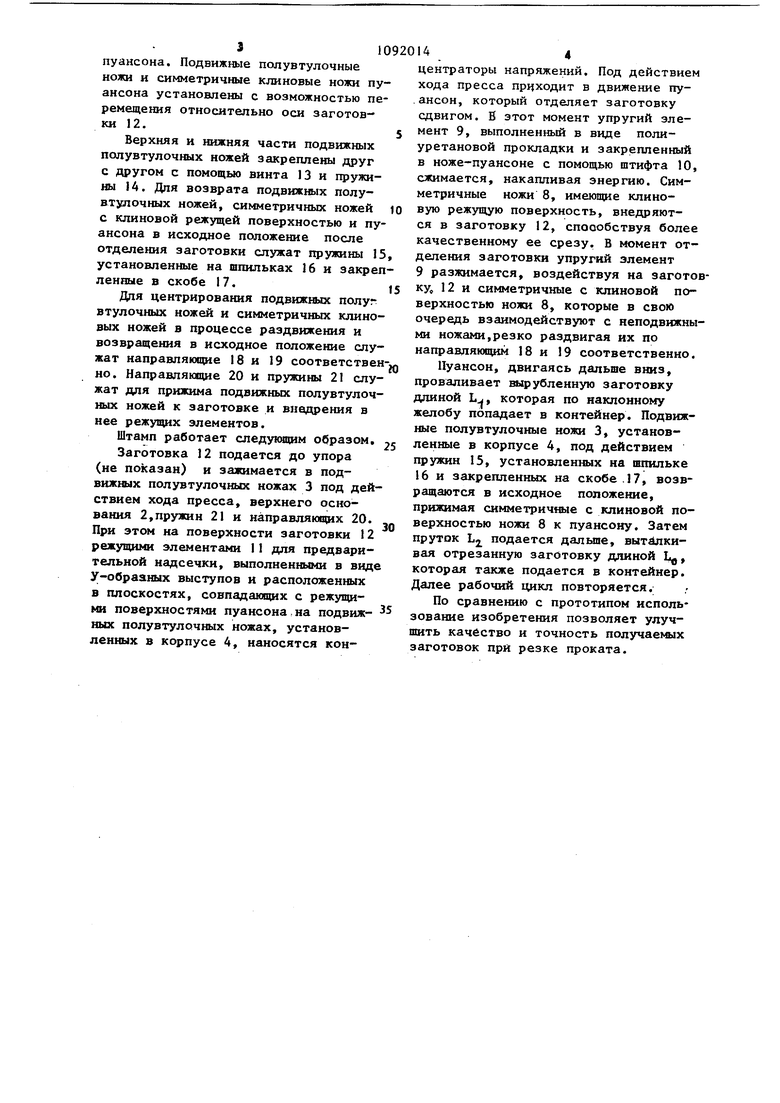
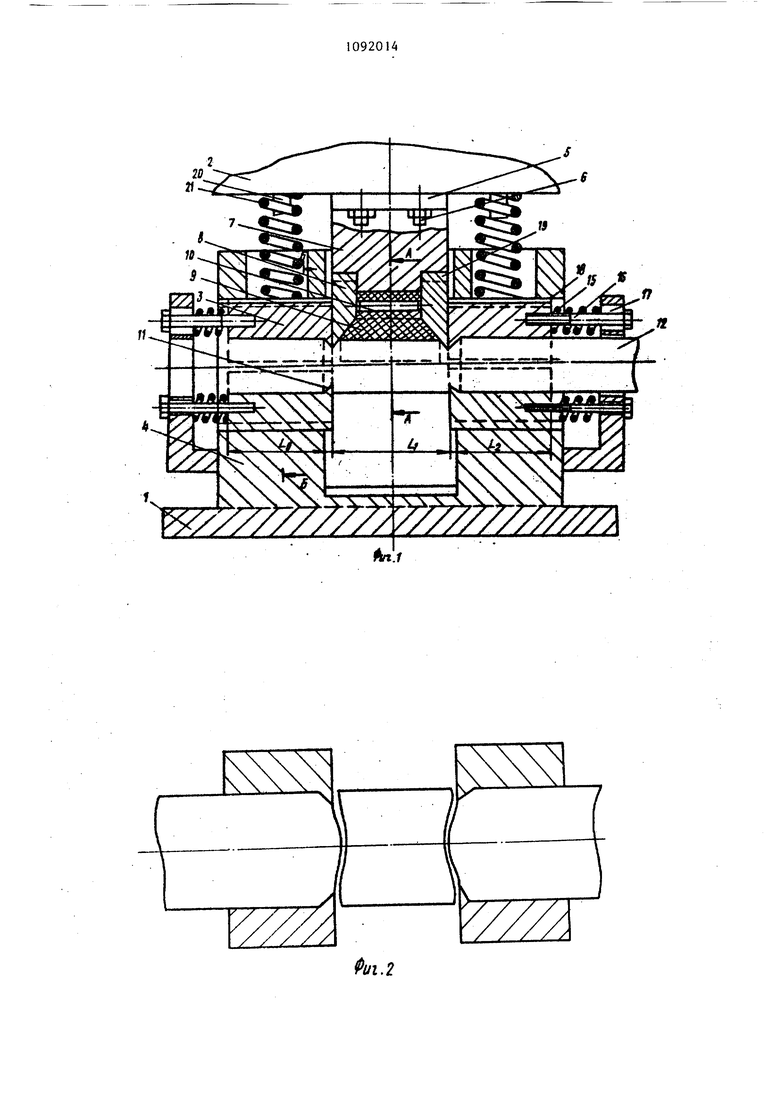
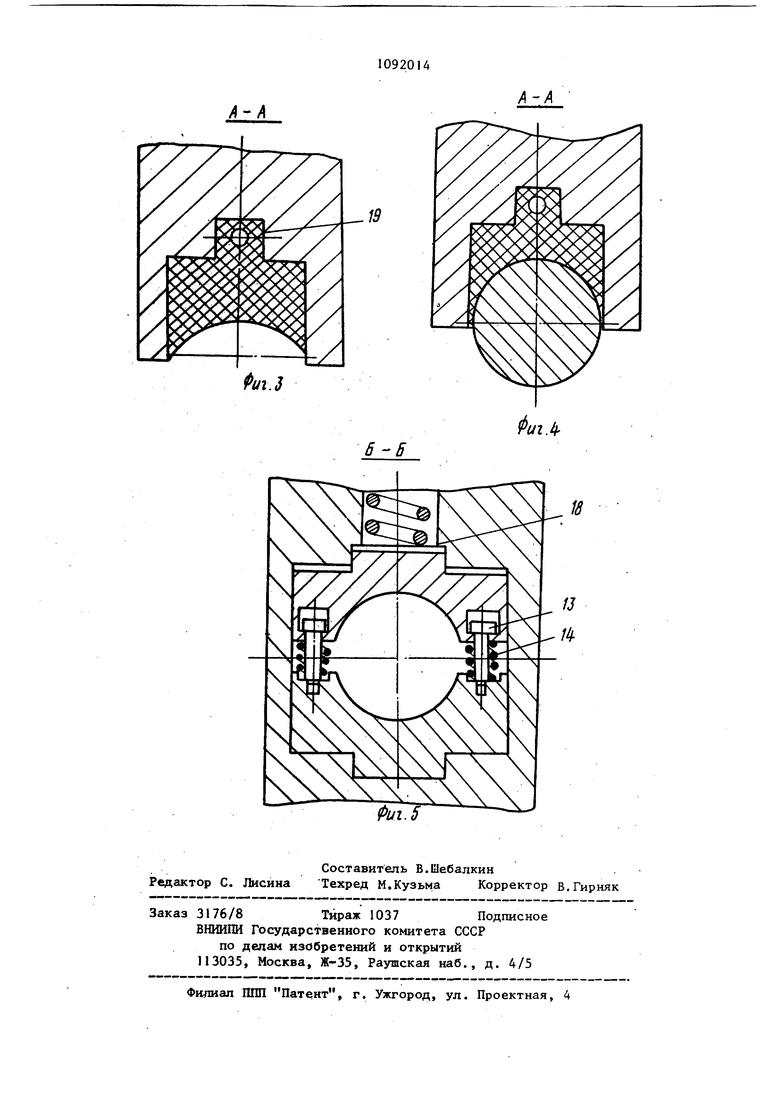
1I0 Изобретение относится к заготови тельному производству машиностроительных предприятий, а именно к резк проката на мерные заготовки. Известен штамп для резки проката на заготовки, содержащий станину пуансон, полувтулочные ножи, закреп ленные на станине и размещенные по обе стороны пуансона, и режущие элементы для предварительной надрезки, выполненные в виде выступов на торцовых поверхностях зажимных полувтулок и расположенные в плоско стях, совпадающих с режущими поверх ностями пуансона С J 3« Недостаток известного штампа - н высокое качество получаемых заготовок. Наиболее близким к предлагаемому является ттамп для резки проката на заготовки, содержащий станину, пуан сон с режущими поверхностями , образованными кольцевыми выступами с 11оперечным 1сечением в виде односто роннего клина, расположенные на торцовых рабочих поверхностях,совпадаюпдах с плоскостями реза, полу втулочные ножи, установленные на ст нине по обе сторожа относительно пуансона, зажимные полувтулки, расположенные над полувтулочными ножами, и режущие элементы для предварительной надрезки, выполненные в в де выступов с поперечнымчсечением в виде, одностороннего клина на тор цовых поверхностях полувтулочных но жей и зажимных полувтулок и располо в плоскостях реза С 23. Недостатками известного штампа являются невысокие качество и точность пoлyчae aлx заготовок, так как при резке на торцах заготовок образуются S-образные сколы, и при движении вырубаемой заготовки за счет трения на торцовых поверхностях заготовок возникают задиры. Цель изобретения - улучшение качества и повьшение размерной точности получаемых заготовок за счет обеспечения возможности устранения задиров на торцовых поверхностях заготовок. Указанная цель достигается тем, что в штампе для резки проката на з готовки, содержащем станину, пуансон с реясущими поверхностями,образованными кодьцевыми выступами с поперечным сечением в виде одностороннего клина, расположенными, на торцовых рабочих поверхностях,совпадакщих с плоскостями реза, полувтулочные ножи, установленные на станине по обе стороны относительно пуансона, зажимные полувтулки, расположенные над полувтулочными ножами, и режущие злементы для предварительной надрезки, вьтолнённые в виде выступов с поперечным сечением в виде одностороннего клина на.торцовых поверхностях полувтулочных ножей и зажимных полувтулок и расположенные в плоскостях реза, казвдый полувтулочный нож с соответствукяцей ему зажимной полувтулкой установлены на станине с возможностью перемещения перпендикулярно направлению перемещения пуансона и подпружинены к торцовым рабочим поверхностям пуансона, а пуансон выполнен составным в виде корпуса, иоже, симметрично установленных в корпусе с возможностью перемещения в направлении оси полувтулочных ножей, и упругого элемента, размещенного меаду ножами и за4мксированного в корпусе, при этом упомянутые кольцевыя выступы пуансона выполнены на его ножах. На фиг.1 схематически изображен предлагаемый штамп для резки проката на заготовки в момент внедрения подвижного пуансона в заготовку и сжатия упругого элемента (разрез);на фиг.2 двухопорная схема отделения заготовки с образованием зоны скола; на фиг.З - сечение А-А на фкг. до начала внедрения пуансона в заготовку; на фиг.4 - то же, в момент внедрения пуансона в заготовку; на фиг.5 сечение Б-Б на фиг.1. Штамп для резки проката на заготовки содержит станину 1, верхнее основание 2, подвижные полувтулочные ножи 3, установленные в корпусе 4 и раз мещенные по обе стороны пуансона, закрепленного на верхнем основании с помощью плиты 5 и болтов 6 и состоящего из корпуса 7, двух симметрично расположенных ножей 8, имеющих клиновую поверхность, и упругого элемента 9, выполненного в виде полиуретановой прокладки, закрепленной в пуансоне с помощью штифта 10. На подвижных полувтулочных ножах выполнены режущие элементы I1 для предварительной надсечки в эиде У-образных выступов, расположенные в плоскостях, совпадающих с режущими поверхностями 310 пуансона. Подвижные полувтулочные ножи и симметричные клиновые ножи пуансона установлены с возможностью перемещения относительно оси заготовки 12. Верхняя и нижняя части подвижных пояувтулочных ножей закреплены друг с другом с помощью винта 13 и пружины 14. Для возврата подвижных полувтулочных ножей, симметричных ножей с клиновой режущей поверхностью и пуансона в исходное положение после отделения заготовки служат пружины 15 установленные на шпильках 16 и закреп ленные в скобе 17. Для центрирования подвижных полуг втулочных ножей и симметричных клиновых ножей в процессе раздвижения и возвращения в исходное положение служат направляющие 18 и 19 соответствен но. Направляющие 20 и пружины 21 служат для прижима подвижных полувтулочных ножей к заготовке и внедрения в нее режущих элементов. Штамп работает следукздим образом, Заготовка 2 подается до упора (не показан) и зажимается в подвижных полувтулочных ножах 3 под действием хода пресса, верхнего основания 2,пружин 21 и направляющих 20. При этом на поверхности заготовки 12 режущими элементами I1 для предварительиой надсечки, выполненными в виде У-обрааных выступов и расположенных в плоскостях, совпадающих с режущими поверхностями пуансона,на подвижных полувтулочных ножах, установленных в корпусе А, наносятся кон144центраторы напряжений. Под действием хода пресса приходит в движение пуансон, который отделяет заготовку сдвигом. В этот момент упругий элемент 9, выполненный в виде полиуретановой прокладки и закрепленный в ноже-пуансоне с помощью штифта 10, сжимается, накапливая энергию. Симметричные ножи 8, имеющие клиновую режущую поверхность, внедряются в заготовку 12, способствуя более качественному ее срезу. В момент отделения заготовки упругий элемент 9 разжимается, воздействуя на заготовку, 12 и симметричные с клиновой поверхностью ножи 8, которые в свою очередь взаимодействуют с неподвижными ножами,резко раздвигая их по направляющим 18 и 19 соответственно. Пуансон, двигаясь дальше вниз, проваливает вырубленную заготовку длиной L, которая по наклонному желобу попадает в контейнер. Подвижные полувтулочные ножи 3, установленные в корпусе 4, под действием пружин 15, установленных на шшшьке 16 и закрепленных на скобе. 17, возвращаются в исходное положение, прижимая cHMMeTpH4fa ie с клиновой поверхностью ножи 8 к пуансону. Затем пруток Lj подается дальше, вытйлкивая отрезанную заготовку длиной Ц,, которая также подается в контейнер. Далее рабочий цикл повторяется. По сравнению с прототипом использование изобретения позволяет улучшить качество и точность получаемых заготовок при резке проката.
v ЛЛ.Л Л
/7///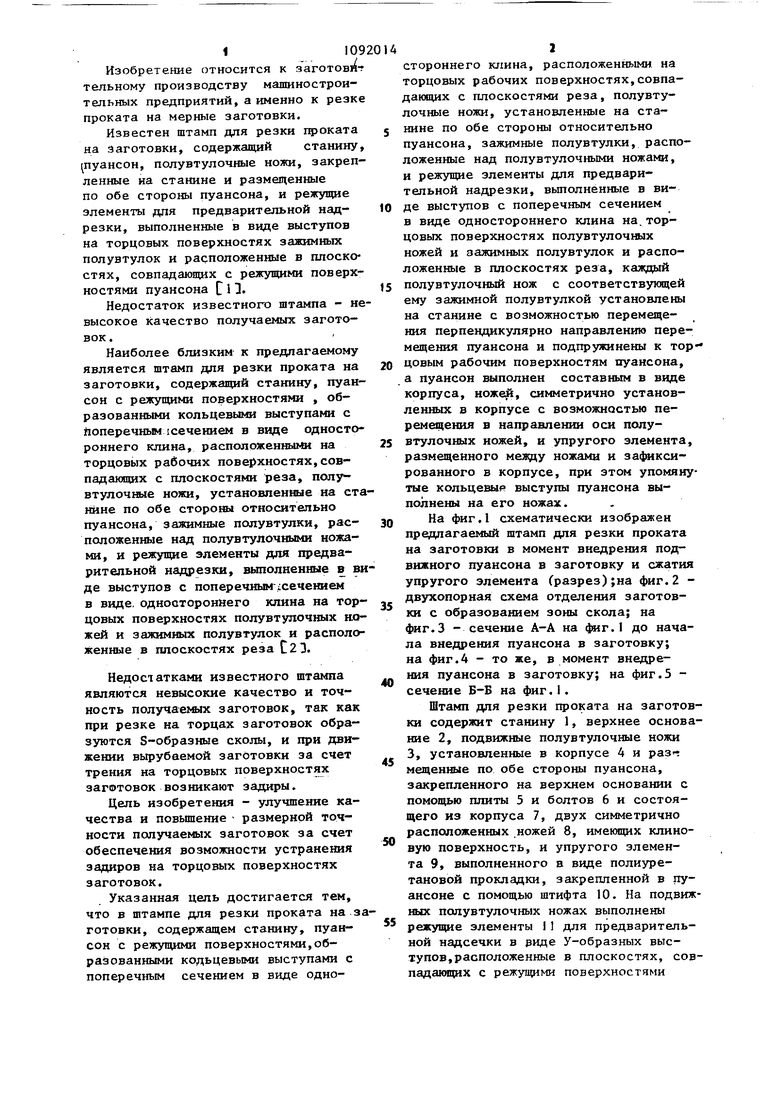
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Штамп для резки проката | 1986 |
|
SU1371803A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1199488A2 |
| Штамп для резки проката | 1986 |
|
SU1349904A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
ИГАМП ДНЯ РЕЗКИ ПРОКАТА на заготовки, содержащий станину, пуансон с режущими поверхностями, образовашо ми кольцевыми выступами с поперечным сечением в виде одностороннего клина, распопоженньЫи на торцовых поверхностях, совпадающих с плоскостями реза, полувтулочные ножи, установленшяе на станине по обе стороны относительно пуансона, зажийные полувтулки, расположенные над полувтулочны|t ножами и режущие элементы для предварительной надрезки, выполненные в виде выступов с поперечным сечением в виде одностороннего клина на торцовых поверхностях полувтулонных ножей и зажимных полувтулок и расположенные в плоскостях реза, о тличающийся тем, что, с целью улучшения качества и повьшения размерной точности получаемых заготовок за счет обеспечения возможности устранения задиров на торцовых поверхностях заготовок, каждый полувтулочный нож с соответствующей ему зажимной полувтулкой установлены на станине с возможностью перемоцения перпендикулярно направлению перемещения пуансона и подпружинены к торцовым рабочим поверхностям пуансона, (Л а пуансон вьшолнен составньм в виде корпуса, ножей, симметрично установленных в корпусе с возможностью перемещения в направлении оси полувтулочных ножей, и упругого элемента, размещенного между ножами и зафиксированного в корпусе, при этом упомянутые кольцевые выступы пуансона выполнены на его ножах.
у
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР па заявке 3258983/27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке №3430992/27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
