Изобретение относится к заготовительному производству металлургических и машиностроительных заводов и может быть использовано в промьшшенности для разделения как холодного, так и горячего проката квадратного, круглого и многогранного профиля.
Цель изобретения - повьшение качества разделения проката при полу1чении заготовок неравной массы.
На фиг. 1 схематично представлен предлагаемый способ разделения проката непосредственно в момент насгупления состояния общей текучести в разделяемом сечении; на фиг. 2 - то же, момент сообщения прокату ускорения -одним из ножей; на фиг. 3 форма среза заготовок, получаемых предлагаемым способом.
Способ реализуется следующим образом.
Штангу проката 1 размещают между клиновыми ножами 2 и 3 и осуществляют их внедрение на глубину h, соответствующую началу общей текучести в разделяемом сечении (фиг. 1). По достижении глубины внедрения h начинается влияние разных масс разделяемых частей проката на характер их взаимодействия о -инструментом.
т.е. со стороны большей массы М на ножи 2 и 3 воздействует большее усилие Р, чем усилие Р со стороны меньщей массы т. Разница в усилиях реализуется вразных (пропорциональных массе) перемещениях частей проката В этот момент прокату 1 одним из ножей, например, ножом 3 сообщается ускорение W в направлении второго ножа 2 (фиг. 2). Сообщение ускорения W прокату вызьгоает его изгиб в плоскости разделения и некоторое перемещение в направлении ножа 2. Это соответственно вызывает перемещение концов проката 1 в направлении к плоскости разделения. При таком перемещении концов части проката 1 оказывают сопротивление соответственно и , т.е. на ножах 2 и 3 со стороны, обратной воздействию результирующего усилия (Р.,-Р„),
ГП
появляется уравновешивающее усилие ( т), которое обеспечивает симметричность напряженно-деформированного состояния. Это обеспечивает исчерпание пластичности в растягиваемой перемычке между ножами 2 и 3 в .плоскости разделения разделения, что 1гарантирует высокое качество полу0 чаемых заготовок.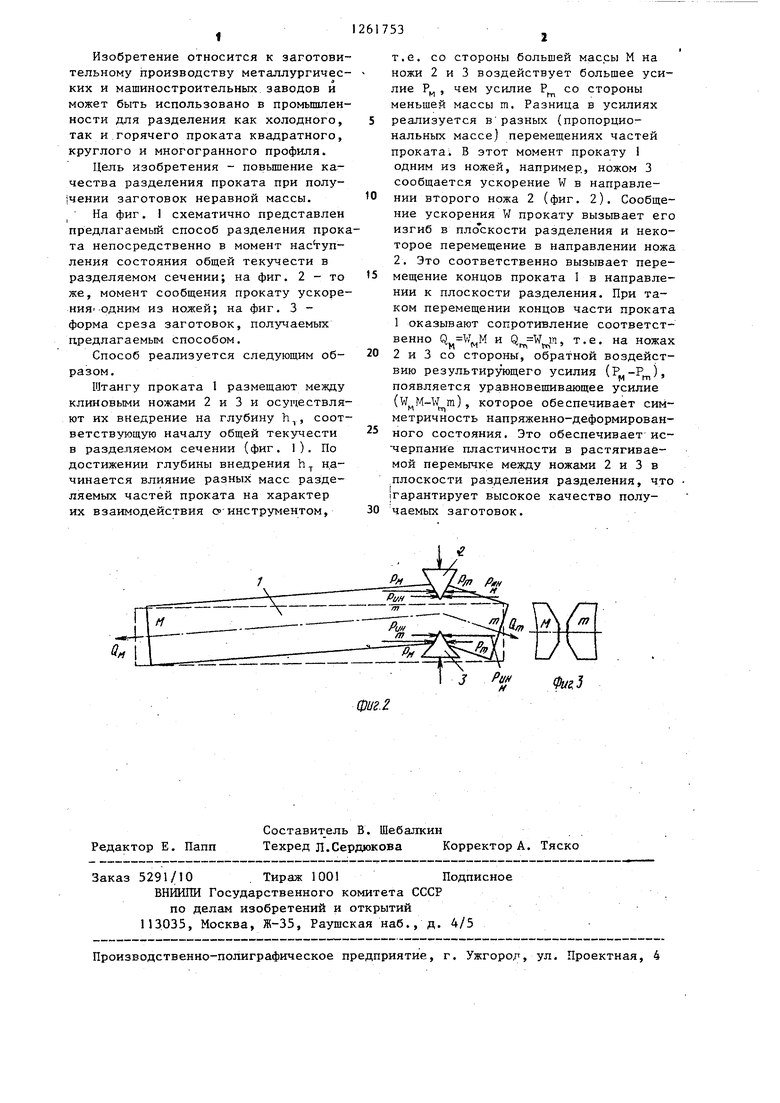
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения длинномерных заготовок холодного проката | 1985 |
|
SU1219275A2 |
| Способ получения длинномерных заготовок холодного проката | 1983 |
|
SU1147522A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРУТКА НА ДЛИННОМЕРНЫЕ ЗАГОТОВКИ | 2012 |
|
RU2508187C1 |
| Способ разделения проката | 1985 |
|
SU1379022A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Устройство для поперечно-клиновой прокатки | 1989 |
|
SU1691089A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА на заготовки, включающий двустороннее внедрение в прокат ножей, при котором одним из ножей прокат перемещают с ускорением в сторону противостоящего ножа, отличающийся тем, что, с целью повышения качес тва при получении заготовок неравной массы, перемещение проката с ускорением осуществляют с момента внедрения ножей на глубину, соответствующую началу общей текучести проката в плоскости разделения. д Л С .cf}uг.f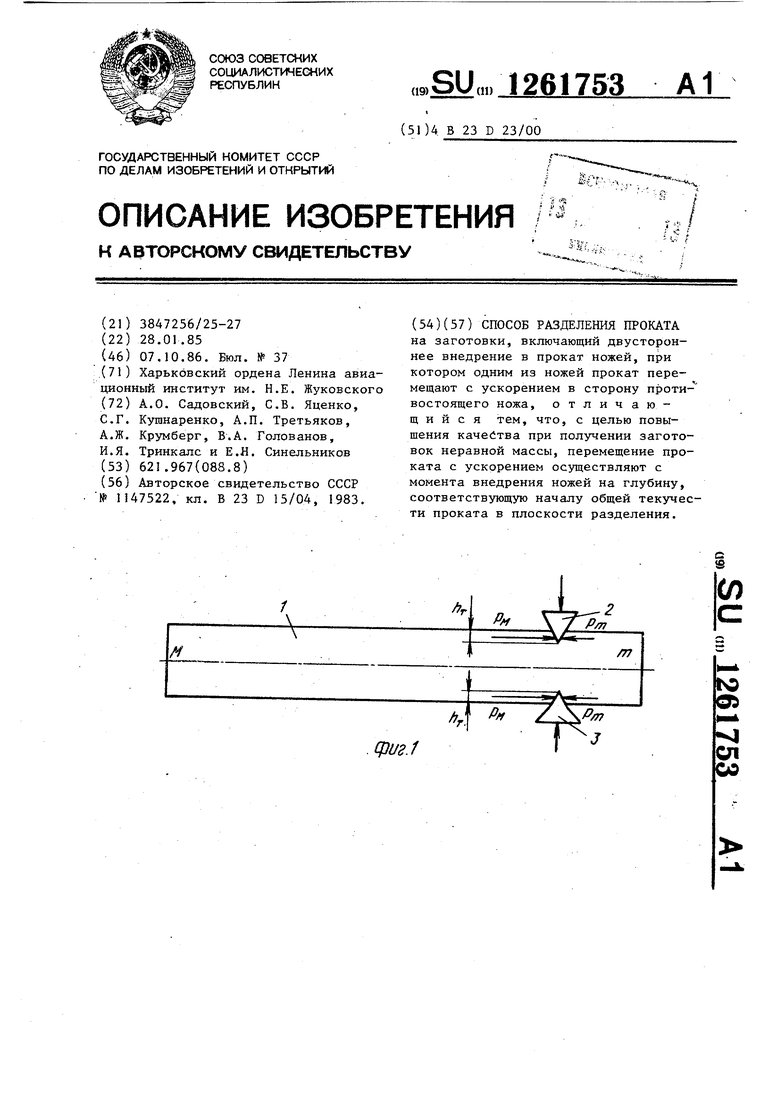
| Способ получения длинномерных заготовок холодного проката | 1983 |
|
SU1147522A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
