Изобретение относится к заготовительному производству металлургических и машиностроительных заводов, может быть использовано в промышленности для разделения проката квадратного, круглого и многогранного профиля и является усовершенствованием способа получения длинномерных заготовок холодного проката по авт. св. № 1147522.
Цель изобретения - повышение качества получаемых заготовок.
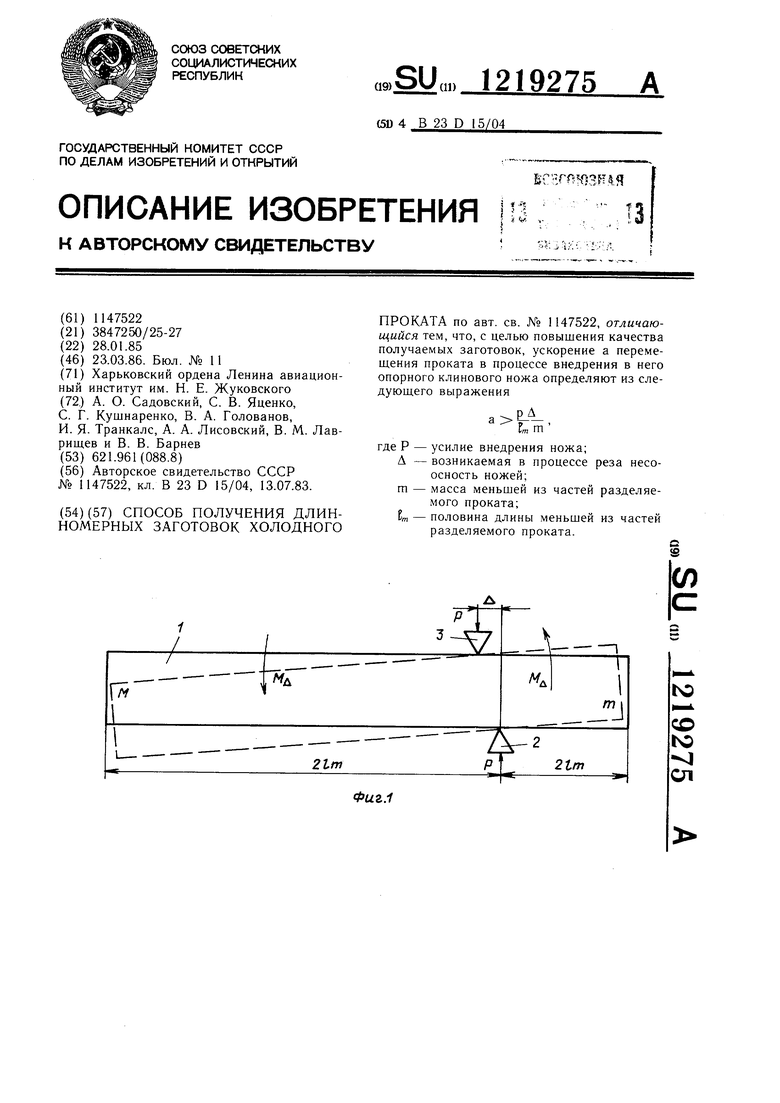
На фиг. 1 схематично изображен разворот штанги проката при внедрении в него несоосно перемещаюшихся ножей; на фиг. 2- схема осуществления предлагаемого способа получения заготовок.
Способ получения длинномерных заготовок холодного проката осуществляется следующим образом.
Штанга разделяемого проката 1 подается в рабочую зону режущего устройства между ножами 2 и 3 так, чтобы опорный нож 2 подлетал к разделяемому прокату 1 в момент, когда надрезающему ножу 3 остается пройти до поверхности проката 1 некоторое расстояние, определяемое массовыми характеристиками подвижных частей режущего устройства, несущих на себе ножи 2 и 3, скоростями перемещения ножей 2 и 3, их геометрией и механическими свойствами проката. Опорный клиновой нож 2, подлетая к прокату 1 с начальной скоростью Vo, начинает внедряться в него, теряя при этом свою кинетическую энергию и разгоняя прокат 1. Развиваемое при этом ускорение а будет зависеть от сопротивления разделяемого проката 1 внедрению опорного клинового ножа 2. Ускоренное перемещение проката 1 вызовет изгиб разделяемых частей проката 1 инерционными силами, которые могут быть определены как
и , где а - ускорение штанги проката 1;
М, гп-соответственно массы частей проката.
Инерционные силы Рин и Рин могут рассматриваться, как сосредоточенная сила, приложенная соответственно на плече L и Jm, где Ем и Ея1 - половина длины соответствующих частей проката. При этом момент Мд, разворачивающий штангу проката 1 вследствие несоосности ножей 2 и 3, может быть направлен как против инерционной силы PJH, так и против силы Рин в зависимости от направления выбора зазоров в соединениях и направляющих при перемещении ножей 2 и 3. Отсюда следует, что для компенсации разворачивающего момента Мд моментом от инерционных сил необходимо, чтобы
Мд РднЕ„ Р„н м (при ).
При соблюдении условия ,
5
0
ЕШ т
где Р - усилие внедрения ножа;
Д - возникаемая в процессе реза несоосность ножей;
гп - масса меньшей из частей разделяемого проката;
1,„ - половина длины части проката массой ш,
щтанга проката 1 изгибается относительно опорного ножа 2, что приводит к появлению в слоях проката 1 со стороны надрезающего ножа 3 значительных растягивающих напря- ж.ений. Внедрение надрезающего ножа 3 в растянутую зону приводит к созданию в ней концентратора напряжения и отделению заготовки с высоким качеством среза вследствие высокой степени симметричности напряженного и деформированного состояния относительно плоскости разделения. После разделения щтанги проката 1 ножи 2 и 3 возвращаются в исходное положение.
Рин OL-rn т
ВНИИПИ Заказ 1192/17 Тираж 1000 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фиг. 2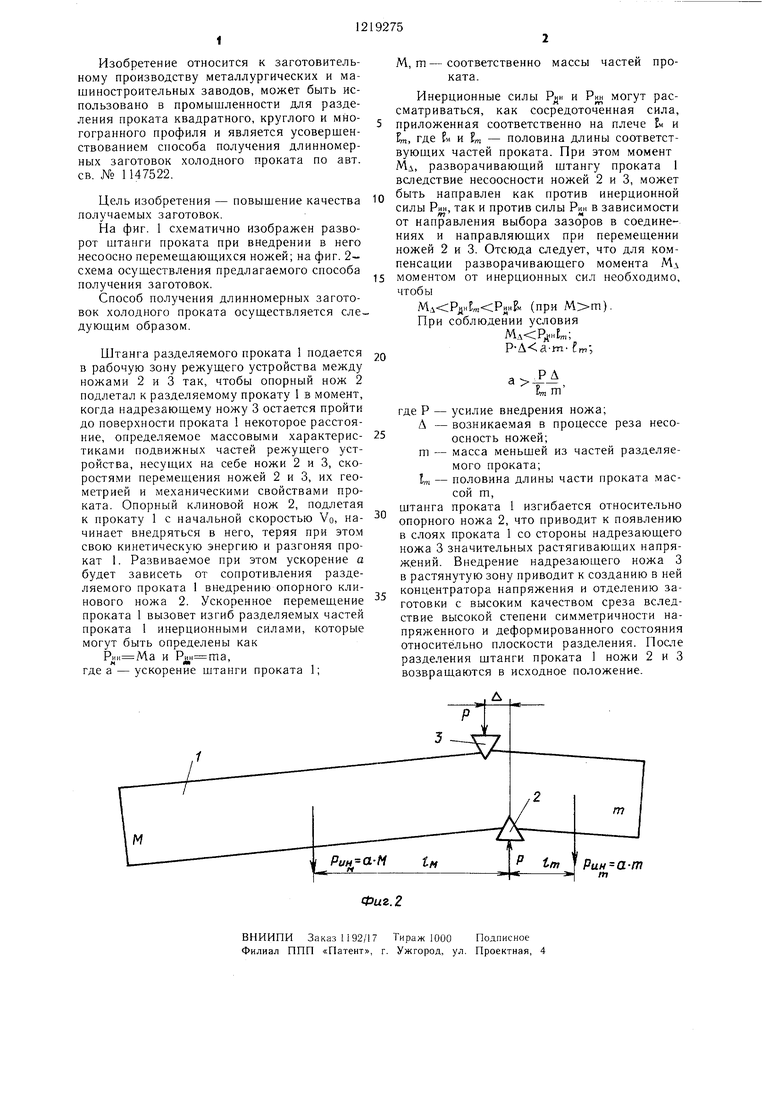
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения длинномерных заготовок холодного проката | 1983 |
|
SU1147522A1 |
| Способ разделения проката | 1985 |
|
SU1261753A1 |
| Способ разделения проката | 1985 |
|
SU1379022A1 |
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Способ разделения проката | 1983 |
|
SU1196170A1 |
| Установка для ломки проката | 1979 |
|
SU1049202A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Отрезной нож | 1985 |
|
SU1219277A1 |
| Устройство для разделения проката | 1978 |
|
SU831430A1 |
| Способ получения длинномерных заготовок холодного проката | 1983 |
|
SU1147522A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
