Рста/гтП
W / WcV/77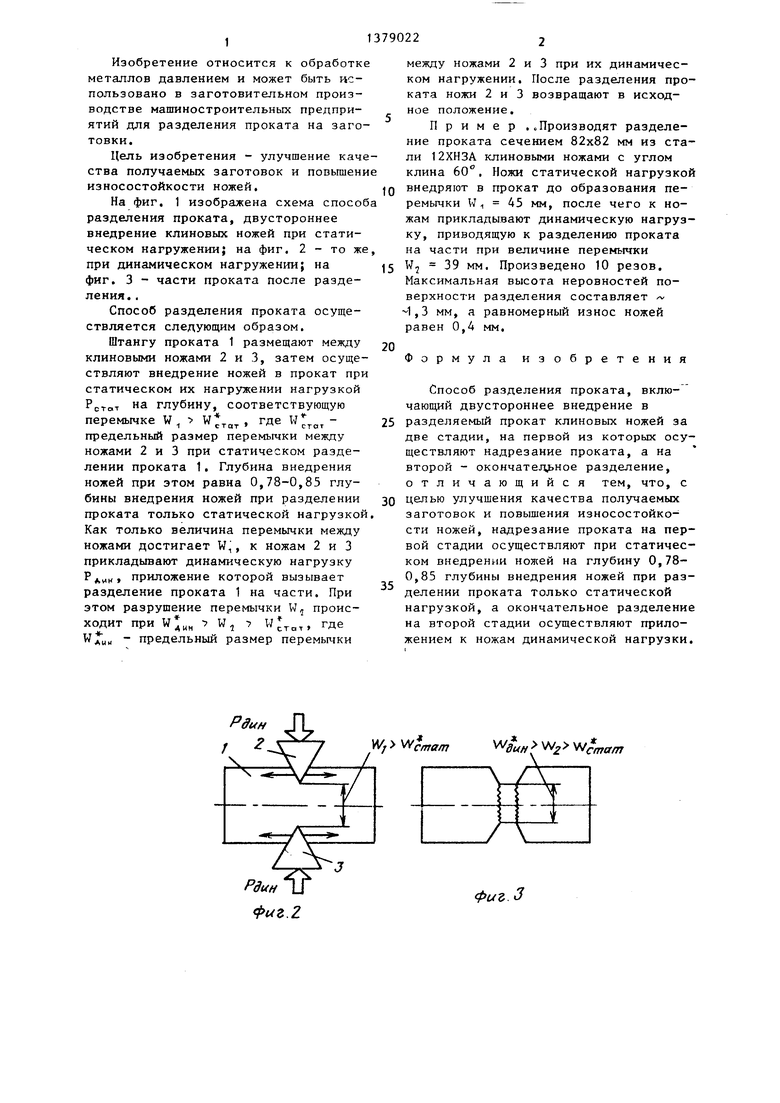
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения проката | 1985 |
|
SU1261753A1 |
| Способ получения длинномерных заготовок холодного проката | 1983 |
|
SU1147522A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛА НА ЗАГОТОВКИ | 1995 |
|
RU2074793C1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛОВ НА ЗАГОТОВКИ В УСТАНОВКЕ ДЛЯ РАЗРУШЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096141C1 |
| Способ получения длинномерных заготовок холодного проката | 1985 |
|
SU1219275A2 |
| Способ разделения толстолистового проката | 1985 |
|
SU1444094A1 |
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| УСТАНОВКА ДЛЯ УПРАВЛЯЕМОГО ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ МАТЕРИАЛОВ | 1995 |
|
RU2074792C1 |
| Способ резки преимущественно сортового проката на заготовки | 1981 |
|
SU1050818A1 |
| Отрезной нож | 1985 |
|
SU1219277A1 |
Изобретение относится к технологии обработки металлов давлением и может быть использовано в заготовительном производстве м шинострои- тельных предприятий для разделения проката на заготовки. Цель изобретения - улучшение качества получаемых заготовок и повышение износостойкости ножей. Штангу проката 1 размещают между ножами 2 и 3. Прикладывая к ножам статическую нагрузку Рстаг , внедряют их в прокат на глубину 0,78-0,85 глубины внедрения ножей при разделении проката только статической нагрузкой. Затем к ножам прикладывают динамическую нагрузку, которая разделяет прокат. 3 ил.
7V
f CfTTcrm Фиг.1
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для разделения проката на заготовки.
Цель изобретения - улучшение качества получаемых заготовок и повьпиение износостойкости ножей.
На фиг. 1 изображена схема способа разделения проката, двустороннее внедрение клиновых ножей при статическом нагружении; на фиг. 2 - то же, при динамическом нагружении; на фиг. 3 - части проката после разделения. .
Способ разделения проката осуществляется следующим образом.
Штангу проката 1 размещают между клиновыми ножами 2 и 3, затем осуществляют внедрение ножей в прокат при статическом их нагружении нагрузкой
стат
на глубину, соответствующую
перемычке W, W , где предельный размер перемычки между ножами 2 и 3 при статическом разделении проката 1. Глубина внедрения ножей при этом равна 0,78-0,85 глубины внедрения ножей при разделении проката только статической нагрузкой Как только величина перемычки между ножами достигает W, к ножам 2 и 3 прикладывают динамическую нагрузку РАЙИ приложение которой вызывает разделение проката 1 на части. При
этом разрушение перемычки W,
ходит при W .. W, 7
w;
4 ИМ
«ста т.
проис- где
- предельный размер перемычки
Рдин П
/
между ножами 2 и 3 при их динамическом нагружении. После разделения проката ножи 2 и 3 возвращают в исходное положение.
Пример ..Производят разделение проката сечением 82x82 мм из стали 12ХНЗА клиновыми ножами с углом клина 60°, Ножи статической нагрузкой внедряют в прокат до образования перемычки Wi 45 мм, после чего к ножам прикладывают динамическую нагрузку, приводящую к разделению проката на части при величине перемычки 7 39 мм. Произведено 10 резов.
Максимальная высота неровностей поверхности разделения составляет 4,3 мм, а равномерный износ ножей равен 0,4 мм.
Формула изобретения
Способ разделения проката, включающий двустороннее внедрение в разделяемый прокат клиновых ножей за две стадии, на первой из которых осуществляют надрезание проката, а на второй - окончательное разделение, отличающийся тем, что, с целью улучшения качества получаемых заготовок и повышения износостойкости ножей, надрезание проката на первой стадии осуществляют при статическом внедрении ножей на глубину 0,78- 0,85 глубины внедрения ножей при разделении проката только статической нагрузкой, а окончательное разделение на второй стадии осуществляют приложением к ножам динамической нагрузки.
ц стат дин W стат
Т
N
Фиг.З
| Способ разделения проката | 1985 |
|
SU1261753A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
