1,забретение откосится к переработке гласт:-;асс в 1ЗЯ.сл;;я и .ет быть 51спользозако 3 химической промьппленнссти, з машиностроении.
Известна литьевая форма для изготовлйнкл полимбрныл изделии, содер;кас;ая неподзикную литниковою плкту, основан 1е, лодвияяые пл7-:ты и устройство для ст ттекчатого раскрытия литьезой фор .-ы, состоящее иэ иарккозых сепараторов, выполненных в виде одной закрепленной . в осковак121 втулки с этакньг-i располсжением отверстий под шарики,внутри которой установлен подпружиненны плунжер с коническими участкаг-ги ij.
Однако Б данной литьевой форме устройство для ступенчатого раскрытия литьевой формы располагается в теле формы, что сокращает ее полезную плогдадь..
Наиболее близкой по технической отдностн и достигаемому результату к изобретению является литьевая форма для изготовления изделий из полимерных материалов, содержащая о нование, неподвижную литников то . плиту,- основную и промежуточные подвижные плиты ступорами и размещенньпТ: формы механизм по меньшей мере трехступенчатого ее . раскрытия с шарнирно закрепленным ка оснонании захватом, выполненным С ocHOBHbc-t выступом для взаимодействия супором основной плиты, и планку с направляющим копиром для захвата, закрепленную на неподвижной литниковой плите.
В литьевой форме вследствие размещения механизма ступенчатого раскрытия формы снаруки ее и выполнения его в виде захватов, взаимодействутоиз х с упорами и копирами, увеличивается полезная плоп;адь формы 2.
Однако известная литьевая форма характеризуется тем., что механизм ступенчатого раскрытия формь; зклю.чает дополнительные захйаты и планки с наггр вляюкзп-{И копирсь и. что увеличивает число деталей и услояс- няет коистр т исию . Кроме того механизм ст пенчатого раскрытия предусматривает использование для подзсатия захватов пружин, что сникает наде: :ность литьевой формы, так как протеины со временем теряют своя упругяе свойства.
Цель лзобрстения - повьтение наде -иости и уттрогп. конструкции литьевой формы.
Постазленная цель дост ;гается 5 тем, что в литьевой форме для изготовленная изделий из пол(п-;ерных материалов, содержащей основание, непод5их(ну}о литииков то плиту, основную и промежутсчные подви: шь е плиты 0 с упорами и размещенный снаружи
формы механизм по меньшей мере трехступенчатого ее раскрытия с шарнирно закрепленньпч на основании захватом, выполненным с основным высту5 пом для взаимодействия с тюром основной плиты, и планку с направляющим копиром для захвата, закрепленную на неподвр1ясной литниковой плите, на- захвате выполнены допол-t 0 -нительные выступы различной высоты, размещенные с возможностью взаимодействия с упорами промер-уточных . - подви :ных плИт, а направляющий копир выполнен в виде па-за на планке.
Предлагаемая конструкция обес- печивает возможность использования .в литьевых формах с числом плоскостей разъема, большим двух, механиз. ма последовательного раскрытия плит фор}-а 1 простой конструкции, состоящего из одного захвата и одной планки с одним нaпpaвляющIiм пазовым копиром.
На фиг.1 изображена форма с тремя 5 плоскостями ра:зъема, разрез (над
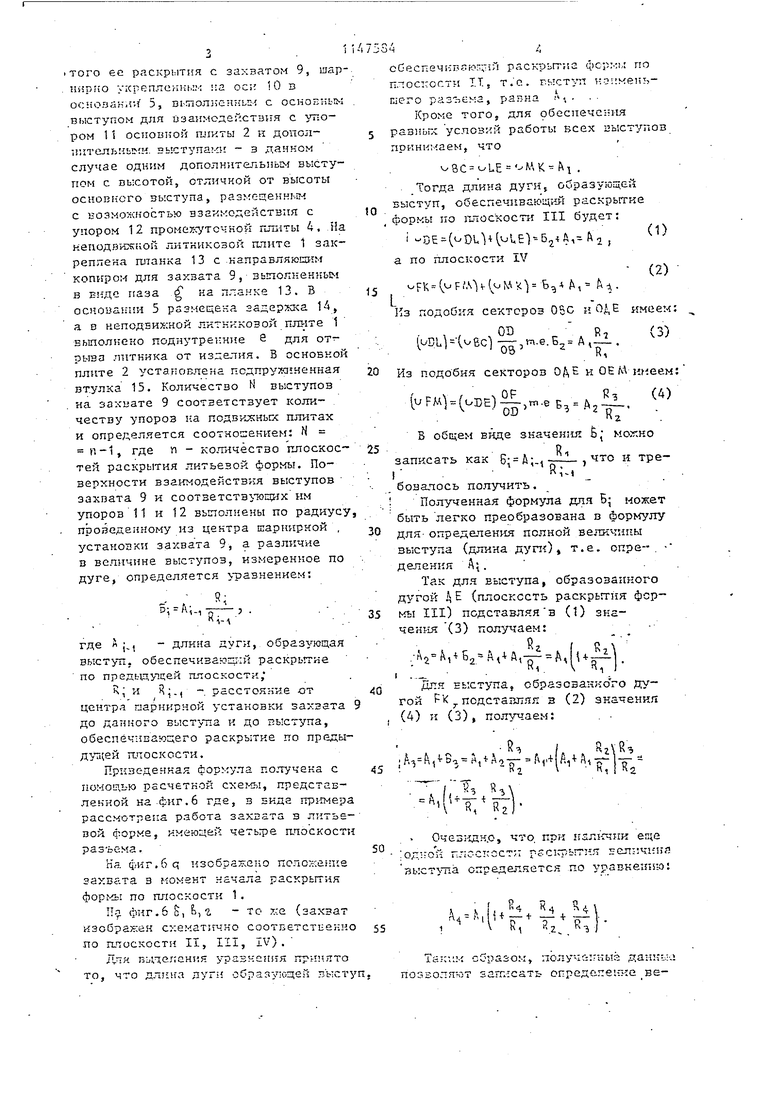
осевой линией показана форма в за- . крытом положенииJ а под осевой В открытом); на фиг.2 - захват при
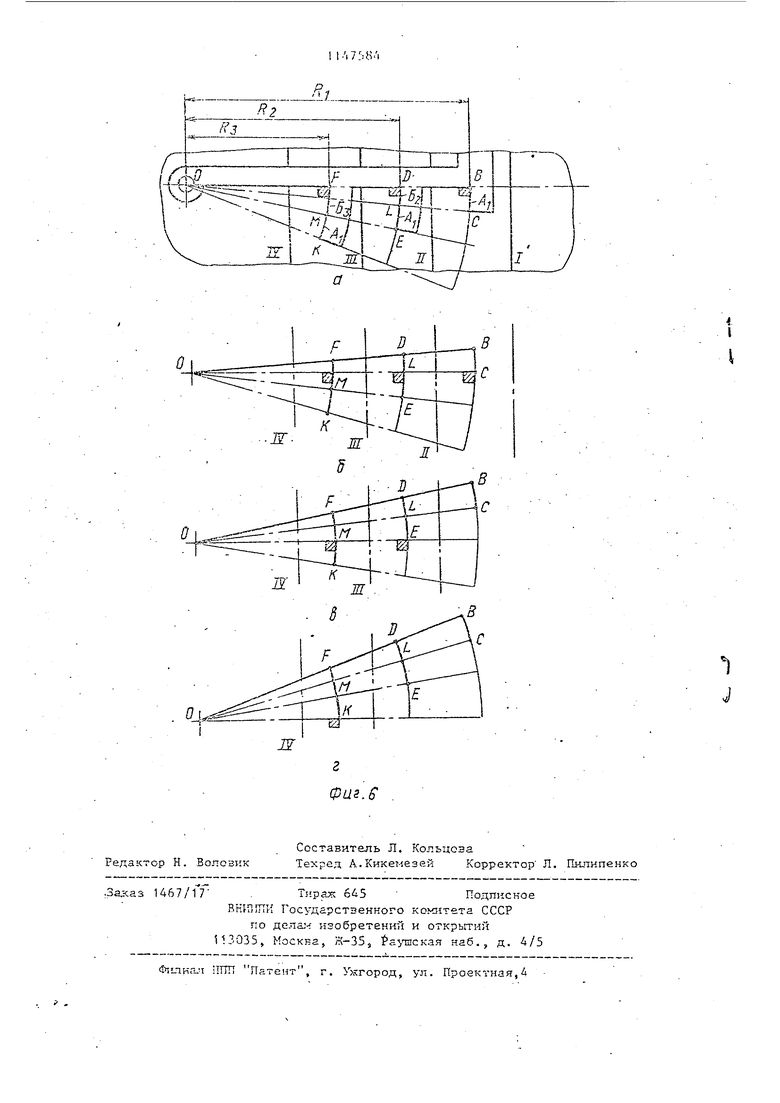
-закрытой форме, на фиг.З - захват 0 после раскрытия по первой плоскости разъема; на фиг.А - то тке, после раскрытия по второй плоскости -разъема; на фиг.З - то же, после окончательного раскрытия по -третьей 5 .-плоскости разъема; на фиг.6 - схема работы захвата в литьевой форме с 4-мя плоскостями разъема.
Литьевая форма для изготовления полимерных изделий содерла5т непод0 литников то плиту 1, подвикные плиты, включакчщ е осковн то плиту 2 с матрицами 3 и npoMe:K:, (в данном случав одну) плиту 4 съема, основание 5 с закрепленны ш в нем5 знакгмн б, ограничители 7 и 8 хода, закрепленные в основной плите 2, и размещенньп снар пки формы механизм по меньшей мере трехступенча.того ее раскрытия с захватом 9, шар uiipiio yicpen.rrcnHi,:;-: ;а оси 10 В основан,и 5, вьглолз;енг-:ь ;-{ с ОСНОЕИЫМ вмступом для йзанмоде:1ствия с упором 1 1 ОС1 ОВ11ОЙ ШГКТЫ 2 Н ДОПОЛ,;пельнь ми. вьступаг-я; - з данном случае одним дополн 1тельпым выступом с высотой, отличной от высоты основного выступа, разме деннм1с нозможиостью зза модействпя с упором 12 промс;):уточкон плиты 4, ,На неподвия: юГа лнткикозой плите 1 закреплена гртакка 13 с каправляюсям копиром для захвата 9, зьшолнеккым в паза ка планке 13. В основаяин 5 размещена задержка 14, а в кеподЕИЖной лкткикозой 1 ныполнеко поднутрет;ние 6 для отрыва литкика от изделия. В основной плите 2 устаг;оЕлена подпрутяненкая втулка 15. Количество выступов на захцате 9 соотзетстзует коли- , честву упороз на подвижных плитах и определяется соотногпекием: N ti-i, где п - количество плоскостей раскрытия литьевой формы. Поверхности вза тмодействня выступов захгзата 9 и cooтвeтcтв o a x им упоров 11 и 12 выполнены по радиусу пронедеиному из центра шарнирной , установки захвата 9, а различие в величине выступов, измеренное по дуге, определяется -равнением: 5; А;-1 Т- - где А J,, - длина дуги, образующая выступ, обеспечивающий раскрытие по предыду1цей плоскости, и . . расстояние от центра парнирной установки захвата до данного выступа и до выступа, обеспечивающего раскрытие по предыдуа ей и.1тоскости. Прнзеденкая фор -:ула получена с поиодью расчетной схег- Ы, представленной на фиг.6 где, в Еиде npiiMepa рассмотрена работа захвата в литьевой форме, имеюцей четьфе плоскости разъема. Ка фиг.6q iso6pap ;erio положение захвата в момент начала раскрытия по плоскости 1. 11 фиг.5 , fjii - то ко. (захват изображен схемат гчно соотБетстБенно ло плоскости II, III, IV). Ц-г.ц пьиеленяя уравнения принято то, что длии-а дуги обраг.уюцеГа высту ч4 оОеспеч1-;1ззю ;5й раскрьггиз фср:-:ь: по плос7;ости 115 т.е. гыступ 1-о::меньшего разъема, равна Кроме того, для обеспечения равньп% условий работы всех выступов npKHHi-faeM, что v. MK-fti Тогда длина дуги, образующей выступ, обеспечивающий раскрытие формы по плоскости III будет: i -DE (bOLV(,.j-(ft, АО , а по плоскости IV - (2) v-FK4 F M(,-K 1 Ь, А,- i,. Из подобия се-ктороз 05с иO,E имеем: )-,т.е.,. Из подобия секторов ОДЕ HOEMuf ee-M: 1иРМЬ(оБЕ)|.,..... . В общем виде значекил Б, мозкко записать как Б- Д ,- , что и тре. бовалось получить. Полученная формула для Б; может быть легко преобразована в формулу для- определения полной величины выступа (длина дуп) , т.е. опре-, деления А. . . Так для выступа, образованного дугой Д Е (плоскость раскрытия фермы III) подставляяв (1) знгченр1я (3) получаем: , A,A,-.Aj.V . 1 Для Еыступа, образсваккого дугой Р подставляя в (2) зкаченип (4) и (3), получаем: . ;A,,b.S..i,:i A,.{v4lT/ - 44г-У. ч R 8г) Очеззздн.о, что. при 1гзл1-гчии егде ;од:гок плоскост;: роС1ст;ытия 1:СЛ; Ч1-:ия зыст т1а определяется по уравнению: , образом, пслу-1С::г1йыг данкьк; поззоля ;т загг.гсать опрадеггеьг-ш нев общем виде следуюпд м личины wj образом: . R; Я.и; 1 4- -- V + .. , IК, Полученные соотношения для 0 и А; приемлемы при любой последовательностн раскрытия формы, а такзке а случаях, когда по конструктнвкьп-сообракеккям выступы на захвате на ходятся по обе стороны от места ег шарнирной установки. Литьевая форма работает следующм образом. После залквки материала и требуемой технологической вьиержки литьевая форма раскрывается. Подви ная часть формы отходит от неподви
ной литниковой плиты 1, в которой с помощью поднутренний е остается литниковая система. Литниковая система в процесса разъема формы по плоскости I-I вначале поджимается втулкой 15 к неподвижной литниковой плите 1, а затем с помощью задержки 14 выводится из нее. При срабатывании ограничителя 7 хода
независимо от требуемого количества плоскостей разъема с помощью двух плоских элементов, расположенных снаружи формы, что увеличивает полезнуто площадь формы.
Кроме того, предлагаемая литьевая форма отличается простотой и экономичностью 3 изготовлении и наладке. .., основная аг.ита 2 матриц останаоливается, захват 9, взаимодействуя с направляющи копиром пазом 13, поворачияяется вокруг оси 10, освобо гда,ая упор 11, и происходит разъем формы по плоскости II-1I, При срабатывании ограничителя 8 хода останавливается про-, межуточная плита съема и захват 9 аналогично описанному освобождает упор 12. Происходит раскрытие формы по плоскости . После окончания разгрузки литьевая форма закрывается, при этом все части формы устанавливаются в первоначальное положение в последовательности, обратной описанной. Использование предлагаемого изобретения позволяет обеспечить разде.лекие плит при раскрытии формы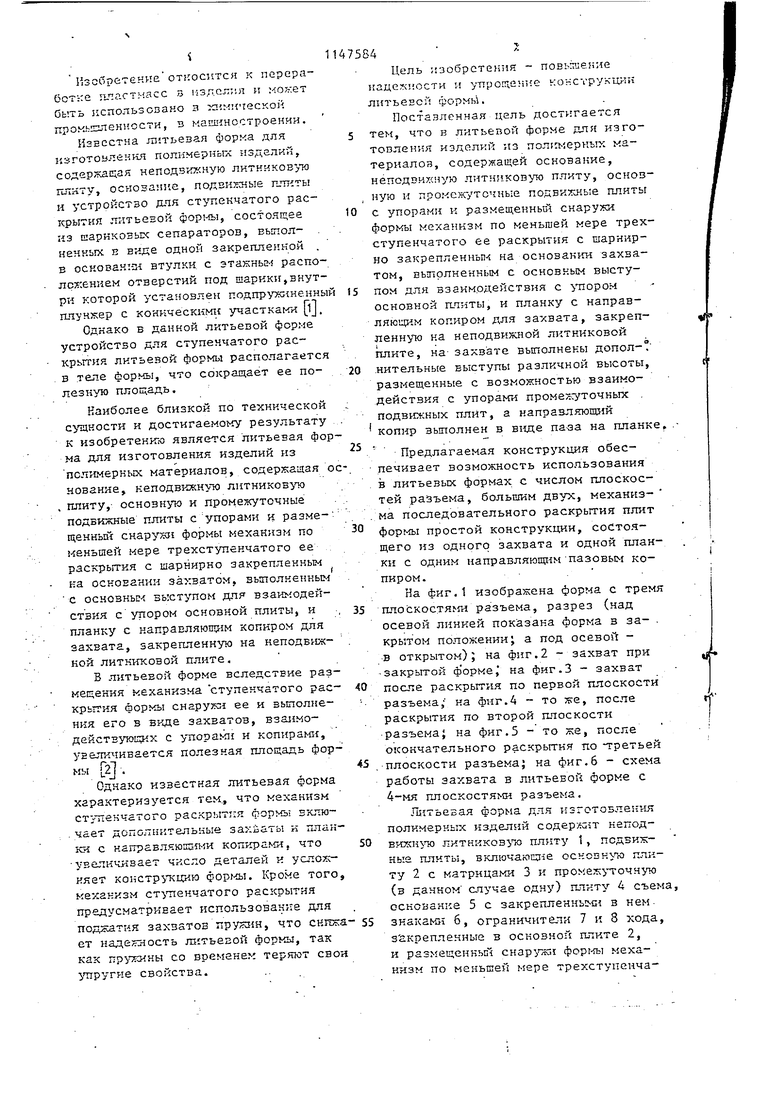
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1982 |
|
SU1068293A2 |
| Литьевая форма для полимерных из-дЕлий C АВТОМАТичЕСКиМ ОТРыВОМ лиТ-НиКА | 1979 |
|
SU821164A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Двухэтажная литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1085839A2 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1986 |
|
SU1353631A2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595663A1 |
| Многогнездная литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766871A1 |
ЛетЬЕВАЯ ЩИ ИЗГОТОВЛЕНИЯ ИЗДЕШЙ ИЗ ПОЛИМЕРНЫХ МТЕРИАПОВ, содержао-ая основание, неподв1с :ную литниковую плкту, основni rieaH4M0 flv)MKsHc eHaau«nqiHSxiiK i i КЙИЕЙ Е;; кую и промслгуточные подвижные птгть с упорами, размащенньй снаружи формы механизм, по меньшей нерв трехступенчатого ее раскрытия.с шарнирно закрег ченным на основании захватом, выполненным с ОСНОВНЬЕ-I выступом для взаимодействия с упором основной плиты, и планку с направляю 1у-1м для захвата, .закрепленную на неподвижной литниковой .плите, о т л и чающаяся тем, что, с целью повышения надежности и упрощения конструкц1-:и литьевой формы, на захвате выполнены дополнительные выступы различной высоты, размещенные с возмолшостью взаимодействия с упорамк промежу i точных подвижных mriir, а направляю-, щий копир вьяюлнен в В1ше паза на (f U.o планке.
. Ш Ж
фиг.г § 277
Ж I
9 I
77
-13
(paz.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для указания количества жидкости в резервуаре | 1927 |
|
SU7668A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевые формы для деталей из .термопластов | |||
| Каталог-справочник | |||
| М., ЦНШ Тэстроймаш, 1978, с | |||
| Гудок | 1921 |
|
SU255A1 |
