Изобретение относится к области переработки пластмасс и может быть использовано для изготовления изделий, имеющих разветвленную конфигурацию, например S-образную или типа крючка, и подвергающихся дальнейшей обработке, упаковке или сборке с другими деталями, одним словом операциям, требующим подачу издеЛИЙ в ориентированном положении. Извлечение изделий из тары, в которую они ссыпаются из литьевой формы, отделение их друг от друга, придание им одинакового положения, отсчет и упаковка - очень сложные операции, трудоемкость их намного превышает трудоемкость изготовления самих изделий. Таким образом, появилась задача создать такую литьевую форму, в которой осуществлялось бы не только изготовление изделий, но также ориентирование их в определенном положении и последовательное удаление из формы для того, чтобы отлитые изделия можно было собирать в специальном наполнителе вне литьевой формы, а дальнейшую их обработку предельно автоматизировать. Известна многогнездиая литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную полуформы и .выталкивающую систему 1. Такие формы имеют плиту толкателей с хвостовиком. В плите толкателей закреплены толкатели или тяги, связывающие плиту съема с плитой толкателей. 1ри раскрытии таких форм упор литьевой машины воздействует на хвостовик и при этом приводит в действие всю выталкивающую систему формы. При этом издел-ия извлекаются из формы и под действием собственного веса падают в лоток литьевой машины. Однако изделия извлекаются все олновременно и их невозможно ориентировать в процессе извлечения из формы. Цель изобретения - обеспечение ориентирования изделий после извлечения их из формующих полостей и поочередного удаления изделий из формы. Поставленная цель достигается тем, что многогнездная литьевая форма для изготовления полимерных изделий, содержащая и неподвижную, и подвижную
полуформы и выталкивающую систему снабжена размещенной в подвижной полуформе обоймой с ловителямн и приводом перемещения обоймы, причем длина ловителей вышерасположенного ряда превышает длину ловителей нижерасположенного ряда.
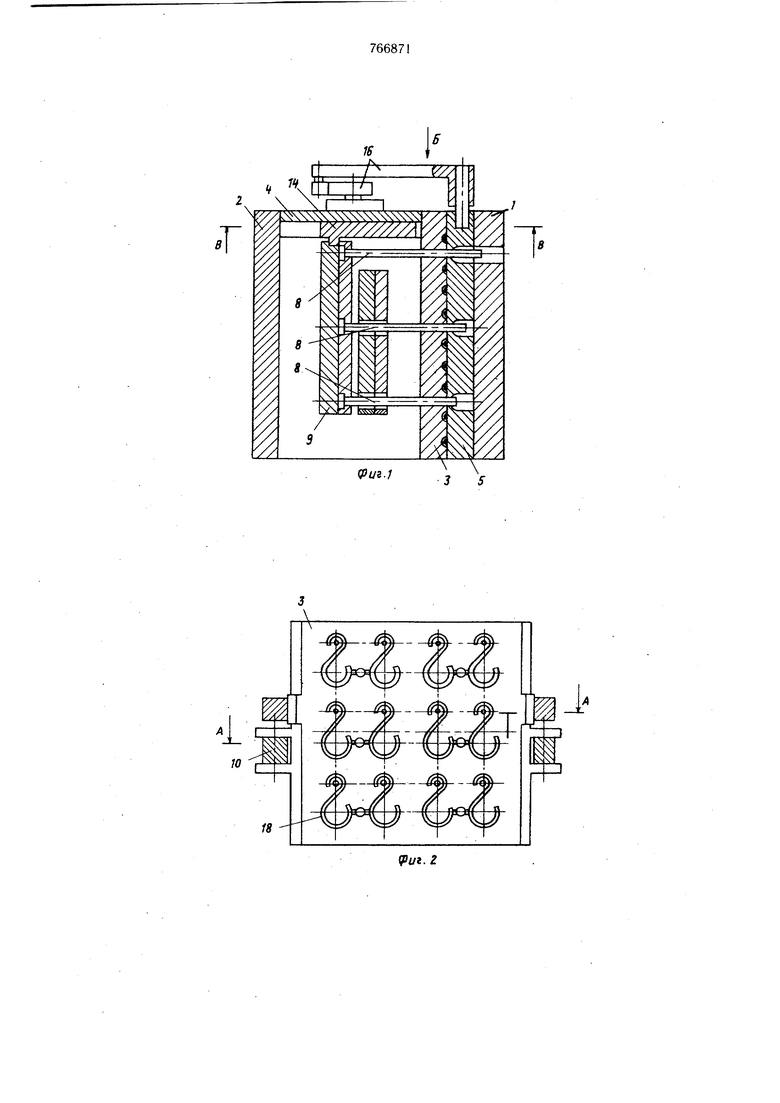
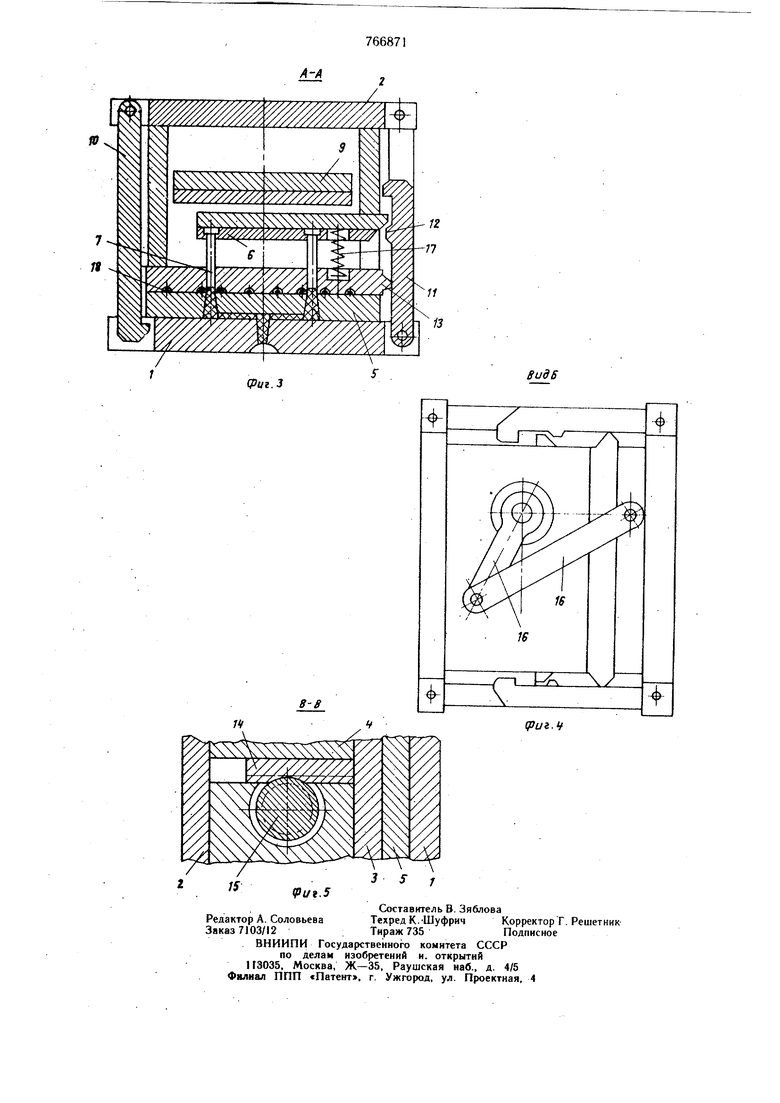
На фиг. 1 дана форма, продольный разрез; на фиг. 2 - вид на матрицу со стороны литниковой плиты; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. I; на фиг. 5 - сечение В-В на фиг. I.
Форма содержит неподвижную полуформу 1 и подвижную полуформу, включающую основание 2 и матрицу 3, связанные между собой стойками 4, литниковую плиту 5, плиты 6 с выталкивателями 7 и ловители 8, установленные в обойме 9, механизм принудительного разъема формы, включающий захват 10, закрепленный в основании 2, и захват П, закрепленный в неподвижной плите I, взаимодействующий выступом 12 с выступом 13 матрицы, и привод перемещения обоймы 9, выполненный в виде связанной с обоймой зубчатой рейки 14, находящегося в зацеплении с ней зубчатого колеса 15, ось которого закреплена в стойке 4, и шарнирно связанных между собой одним концом рычагов 16, другим концам, которые связаны один с литниковой плитой, а другой - с осью зубчатого колеса.
Кроме того, форма снабжена пружиной 17 возврата плиты 6 обоймы в исходное положение.
Форма работает следующим образом.
После заполнения формы расплавом термопластичного материала и отверждения его форма раскрывается.
Раскрытие формы начинается по плоскости между неподвижной полуформой 1 и литниковой плитой 5 При этом происходит извлечение центрального литника из неподвижной полуформы 1. После выборки зазора между захватом 11 и плитой 6 выталкивателей начинается раскрытие формы по плоскости между литниковой плитой 5 и матрицей 3 на величину зазора между захватом 11 и литниковой плитой 5. При этом выталкиватель
отделяют литники 18 вместе с изделиями от матрицы 3. При дальнейшем раскрытии формы выталкиватель 7 отрезают литники 18 от изделий и выталкивают их из литниковой плиты. В результате изделия освобождаются и повисают на ловителях 8.
После этого выступ 12 захвата 11 набегает на выступ 13 матрицы 3, в результате чего захват 11 выходит из зацепления с плитой 6, а захват 10 с литниковой плитой 5, и пружина 17 возвращает плиту 6 в исходное положение, а раскрытие формы продолжается между матрицей 3 и литниковой плитой 5.
Благодаря применению данной формы появилась возможность легко автоматизировать, накапливать изделия в упорядоченном положении в специальных накопителях вне формы и проводить их дальнейшую обработку.
Применение в производстве литьевой формы такой конструкции позволит освободить работниц от утомительной работы, заключающейся в извлечении перепутанных в ящике отливок, укладки их в тару и подсчет. Ожидаемый экономический эффект составит около 7 тыс. руб.
Формула изобретения
Многогнездная литьевая форма для изготовления полимерных изделий, содержащая и подвижную, и неподвижную полуформы и выталкивающую систему, отличающаяся тем, что, с целью обеспечения ориентирования изделий после извлечения их из формующих полостей и поочередного ,удаления изделий из формы, она снабжена размещенной в подвижной полуформе обоймой с ловителями и приводом перемещения обоймы, причем длина ловителей выщерасположенного ряда превышает длину ловителей нижерасположенного ряда.
Источники информации, принятые во внимание при экспертизе I. Технологическая оснастка для холодной щтамповки, прессования пластмасс и литья под давлением. Каталог-справочник, 1%7, ч. 2, с. 132, р. 109 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная литьевая форма для полимерных изделий с устройством для отрезки литников | 1978 |
|
SU763113A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| ЛИТЬЕВАЯ ФОРМА | 1988 |
|
RU2017619C1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для полимерных изделий с отрывом точечных литников | 1989 |
|
SU1736725A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353634A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |