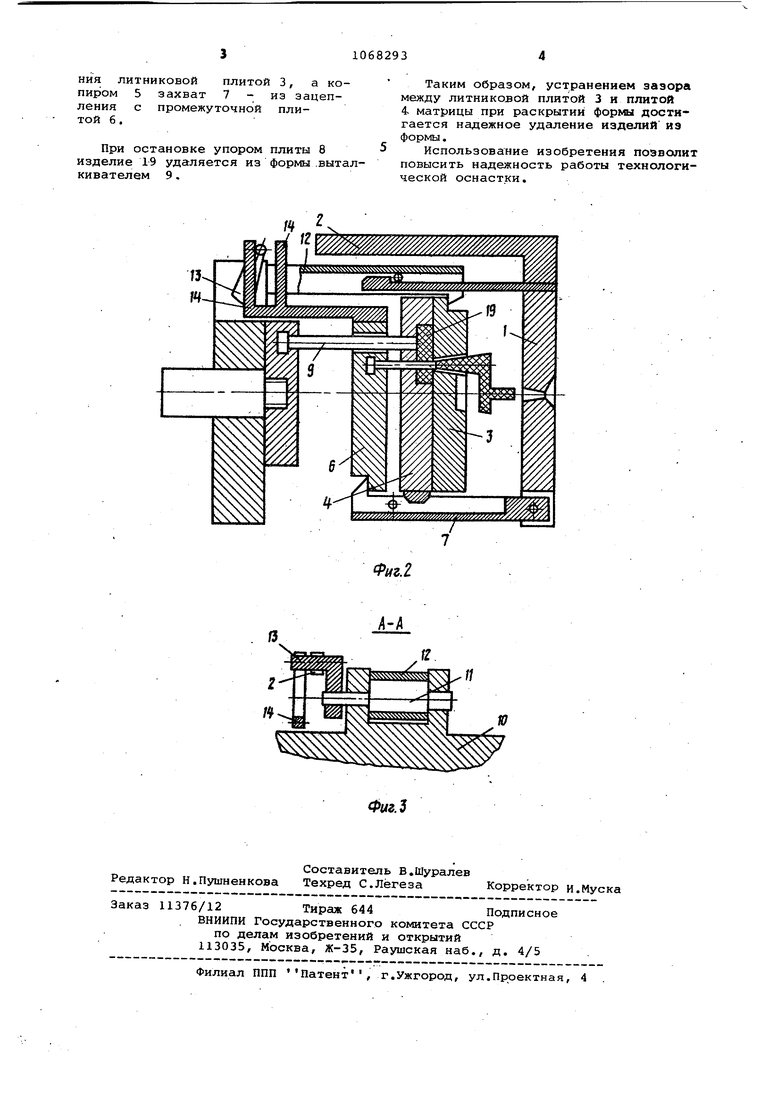
Изобретение относится к переработке пластмасс и. может быть иcдoл зовано для изготовления из них изделий с отверстием, например зубчатых колес. По основному авт. св. 703340 известна литьевая форма, содержащая неподвижную плиту, плиту матрицы, литниковую плиту с впускным каналом плиту с выталкивателем изделий, ме- ханизм принудительного начального разъема формы в плоскости литников, промежуточную плиту, размещенную ме ду плитами матрицы и выталкивателя, с установленным в ней соосно впускному каналу знаком, захват с упором Ыарнирно закрепленный в неподвижной плите и взаимодействующий с промежу точной плитой, и копир, смонтирован ный по плите матрицы и взаимодействующий с упором захвата 1. Однако в литьевой форме крючок захвата механизма принудительного н чального разъема формы в плоскости литников выполнен с отрицательным углом, вследствие чего в сомкнутой форме между крючком захвата и взаим действующей с ним литниковой плитой образуется зазор до 0,001 м. Это приводит к выталкиванию изделия из матрицы на величину зазора при пере мещении знака к литниковому отверстию в н-ачале раскрытия формы. Изделие прижимается знаком к литниковой плите, при этом из-за облоя между знаком и отверстием впускного литникового канала возможна его задержка .на литниковой плите. Целью изобретения является повышение надежности удаления изделия из формы. Цель достигается тем, что в литье вой форме для изготовления Изделий из пластмасс неподвижная плита сна жена толкателем, а промежуточная плита - водилом,.при этом ось захвата механизма принудительного начального разъема формы в плоскости литни ков выполнена с эксцентричным участком и снабжена Г-образн;ым рычагом, закрепленным на цилиндрическом участ ке с возможностью взаимодействия с водилом и толкателем. Такое конструктивное решение обес печивает за счет поступательного перемещения захвата механизма принудительного начального разъема формы в плоскости литников прижим захвата к литниковой плите и предотвращает образование зазора между последней и плитой матрицы в начале раскрытия формы. На фиг. 1 показана литьевая форма в сомкнутом положении; на фиг.2 то же, в момент выталкивания литника; на фиг.-З - разрез А-А на фиг.1 Литьевая формаiсодержит неподвижную плиту 1 с толкателем 2, литни- . ковую плиту 3 с впускным каналом, плиту 4 матрицы с копиром 5, промежуточную плиту б, взаимодействующую с захватом 7, шарнирно закрепленным на неподвижной плите 1, плиту 8 с выталкивателем 9 изделия, подвижную плиту 10, в которой на оси, выполненной с эксцентричньом участком 11, закреплен захват 12 механизма принудительного начального разъема формы в плоскости литников. На Цилиндрическом участке оси закреплен Г-образный рычаг 13 с возможностью взаимодействия с толкателем 2 и водилом 14, закрепленном на промежуточной плите 6,. в которой соосно впускному каналу литниковой плиты 3 установлен знак 15. В неподвижной плите 1 закреплен копир 16, взаимодействующий с упором 17 захвата 12. На захвате 7 установлен упор 18. Литьевая форма работает следующим образом. При смыкании формы в первую очередь соединяются литниковая плита 3 с плитой 4 матрицы и захват 12 входит в зацепление с литниковой плитой 3. Далее при окончательном закрытии формы толкатель 2 воздействует на Г-образный рычаг 13, в результате чего ось захвата поворачивается и эксцентричным участком 11 захват 12 прижимается к литниковой плите 3, чемпредотвращается образование зазора между последней и плитой 4 матрицы. После заполнения расплавом и технологической выдержки форма раскрывается и благодаря захвату 12 образуется разъем между неподвижной 1 и литник.овой 3 плитами. Литник выталкивается из неподвижной плиты 1. При дальнейшем раскрытии формы захватом 7 задерживается промежуточная плита 6, ее знак 15 продавливается сквозь изделие 19, вводится во впускной канал и отделяет литник от изделия 19. в это время литниковая плита 3 остается плотно прижатой к плите 4 матрицы. Совместно с промежуточной плитой б задерживается и водило 14, которым после отделения литника от изделия 19 поворачивается Г-образный рычаг 13 и вместе с ним ось захвата 12 в направлении противоположном направлению вращения при смыкании формы. Эксцентричный участок 11 оси захвата 12 заставляет перемещаться последний также в обратном направлении, и зазор между захватом 12 и литниковой плитой 3 восстанавливается. Это необходимо для последующего их свободного расцепления. Знаком 15 литник удаляется из литниковой плиты 3, после чего копиром 16 захват 12 выводится из зацепления литниковой плитой 3, а копиром 5 захват 7 - из зацепления с промежуточной плитой б.
При остановке упором плиты 8 изделие 19 удаляется из формы .выталкивателем 9.
Таким образом, устранением эаэора между литниковой плитой 3 и плитой 4 матрицы при раскрытии формы достигается надежное удаление изделий из формы.
Использование изобретения позволит повысить надежность работы технологической оснастки.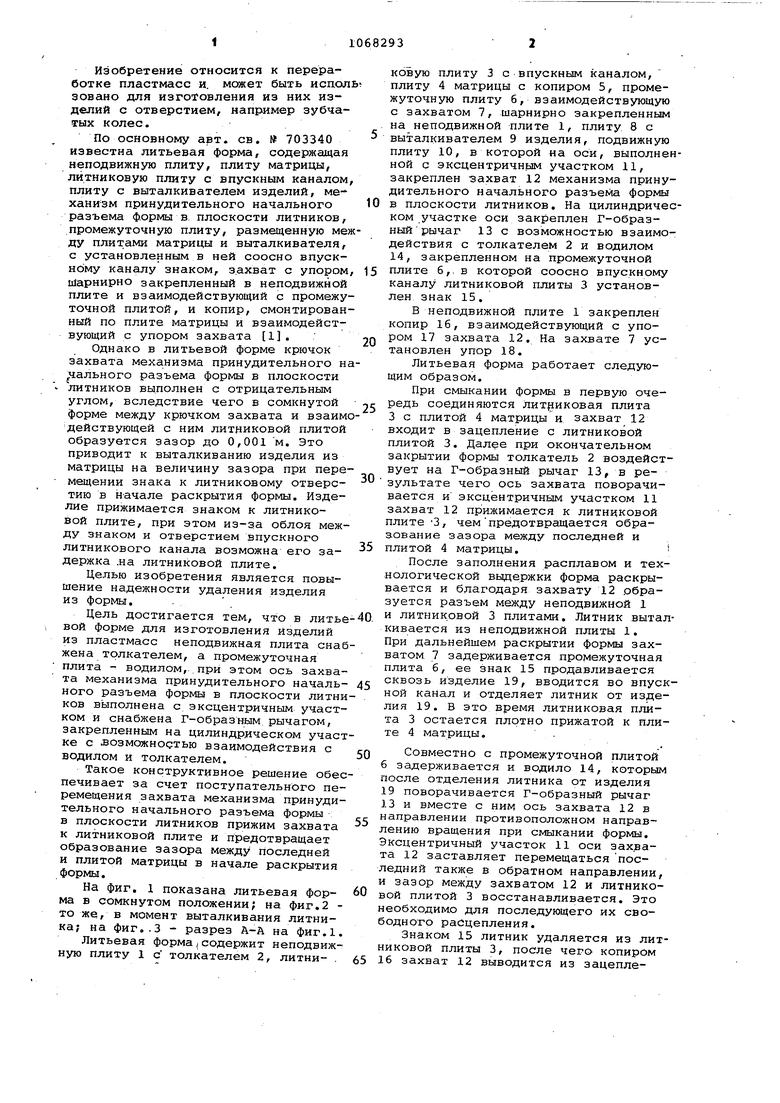
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| Литьевая форма для полимерных изделий с отрывом точечных литников | 1989 |
|
SU1736725A1 |
| Многогнездная литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766871A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981000A1 |
| Литьевая форма для полимерных изделий с отрывом литников | 1979 |
|
SU882755A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для полимерныхиздЕлий C ОбРЕзКОй лиТНиКОВОй СиСТЕ-Мы | 1979 |
|
SU839701A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС ПО авт. св. № 703340, о-г-личающаяс я тем, что, с целью повышения надежности-удаления изделий иэ форма, неподвижная плита снабжена толкателем, а промежуточная плита - водилом, .при этом ось захвата механизма принудительного начального разъема формы в плоскости литников выполнена с эксцентричным участком и снабжена Г-образным рычагом, закрепленным на цилиндрическом участке с возможностью взаимодействия с водилом и толкателем.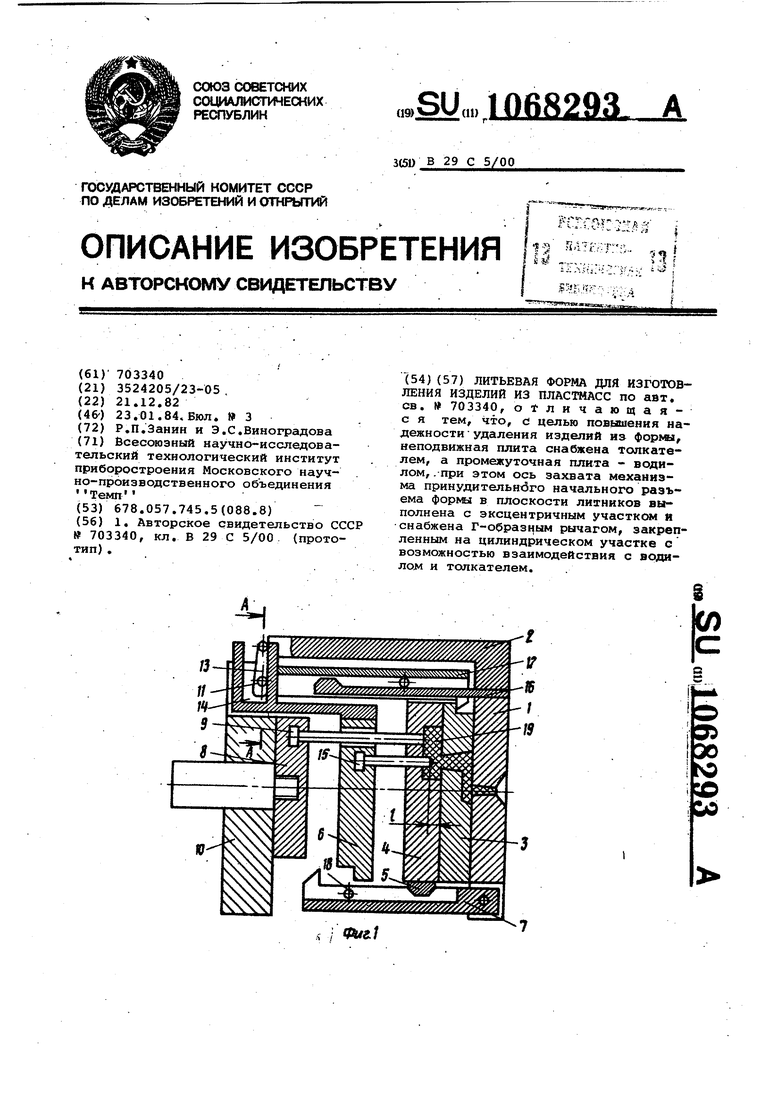
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ ПРОДУКТОВ УПЛОТНЕНИЯ ФОРМАЛЬДЕГИДА С ФЕНОЛАМИ И ДРУГИМИ ВЕЩЕСТВАМИ | 1925 |
|
SU511A1 |
