Изобретение относится к способам тепловых испытаний, в частност к испытаниям качества пропитки обмоток электродвигателей, катушек трансформаторов и дросселей.
По основному авт.св. № 868511 известен способ контроля качества пропитки обмоток электротехнически изделий изоляционными составами, заключающийся в подаче электрической мощности к испытуемой обмот до и после пропитки и регистрации изменения ее температуры. В основе известного способа лежит зависимос эквивалентной теплоемкости обмотки от массы пропиточного состава. До пропитки эквивалентная теплоемкость обмотки определяется теплоемкостью проводов. При пропитке обмотки происходит вытеснение воздуха из пор и капилляров обмотки, заполнение их пропиточньлм составо в результате чего эквивалентная теплоемкость ее возрастает. При этом эквивалентная теплоемкость обмотки линейно зависит от массы пропиточного состава jl .
Однако известный способ характеризуется недостаточной точностью контроля качества пропитки.
Цель изобретения - увеличение точности контроля качества пропитки электротехнических намоточных изделий.
Поставленная цель достигается тем, что согласно способу контроля качества пропитки обмоток электрических изделий, состоящему в измерении характеристик изделий до и после пропитки, подводу к обмотке электрической мощности и регистрации повышения температуры обмотки осуществляют полную пропитку одной из обмоток путем ее погружения в жидкость с известной теплоемкостью, вязкость которой меньше вязкости пропиточного состава и по изменению температуры в момент подведения электрической мощности определяют объем пор в исследуемой обмотке, а о качестве пропитки остальных обмоток судят по формуле
(Сэхб..н)Счд,..,,
Р Л -Г (Г ,от г г-ОО/о, Опр -уА.. о-Собрн)
где К - коэффициентпропитки
(характеризует отношение объема пропиточного состава в контролируемой об- мотке к объему пропиточного состава при 100%-ном заполнении обмотки пропиточным составом;
j9i;B.KА«б.пр эквивалентные теплоемкости контролируемой обмотки до и после пропитки соответственно;
Cj,f,.,pp-IOO% - эквивалентные теплоемк-ости образцовой обмотки соответственно до и посл пропитки
гДеС9сб.н;,С,«в.Рр; СоБрн, с Обр 100 /о определяется из уравнения
С„ bq It.ln ,
где б( - подводимая электрическая мощность-.
дТ.
- повышение температуры
контролируемой обмотки до и иосле пропитки и повышение температуры образцовой обмотки до и после пропитки соответственно;
ЧАж- -ЧА пр удельные теплоемкости ка либровочной жидкости и пропиточного состава в сухом состоянии соответственно
плотности калибровочной
1°пр.С
пр. жидкости и пропиточного состава соответственно. Сущность данного изобретения заключается в следующем. Для оценки качества пропитки одну из обмоток помещают в жидкость с известной удельной теплоемкостью менее вязкую, чем пропиточный состав, и осуществляют по специальной методике ее 100%-ную пропитку. Контролируя
ток, напряжение, температуру и время разогрева, определяют эквивалентную теплоемкость погруженной в жидкость обмотки.
До осуществленияпропитки тгодводят к контролируемой обмотке электрическое напряжение ,в течение заданного отрезка времени. Контролируются значения силы тока, напряжения и отре зок времени. Регистрируется также повышение температуры, например, по изменению сопротивления обмотки. По этим величинам находят эквивалентные теплоемкости непропитанных обмоток, равные
р 1-Ж
т т . (2)
С другой стороны эквивалентные теплоемкости непропитанных обмоток определяются теплоемкостью провода обмотки
9Х8.Н --y. , П)
где Q - количество тепла, выделившегося в обмотке;
- прираш.ение температуры
обмотки; 3,U ток и напряжение на обмот-.
ке, время разогрева обмотки.
-4b,,w, удельная теплоемкость про-вода обмотки и масса провода „
После пропитки и сушки обмоток повторяют те же операции. Эквивалентные темплоемкости пропитанных обмоток будут равны
экв.пр --ЧА.м м
t.Cpp.mnp 5
где С„
- удельная теплоемкость
р,с пропиточного состава;
Пр.(
ва.
Учитывая, что качество пропитки можно оценить отношением массы пропиточного состава в контролируемой обмотке к массе пропиточного состава при идеальном 1Ьо%-ном заполнении обмотки пропиточным составом, и используя формулы (3) и (4), . находят коэффициент пропитки „обмотки пропиточным составомо
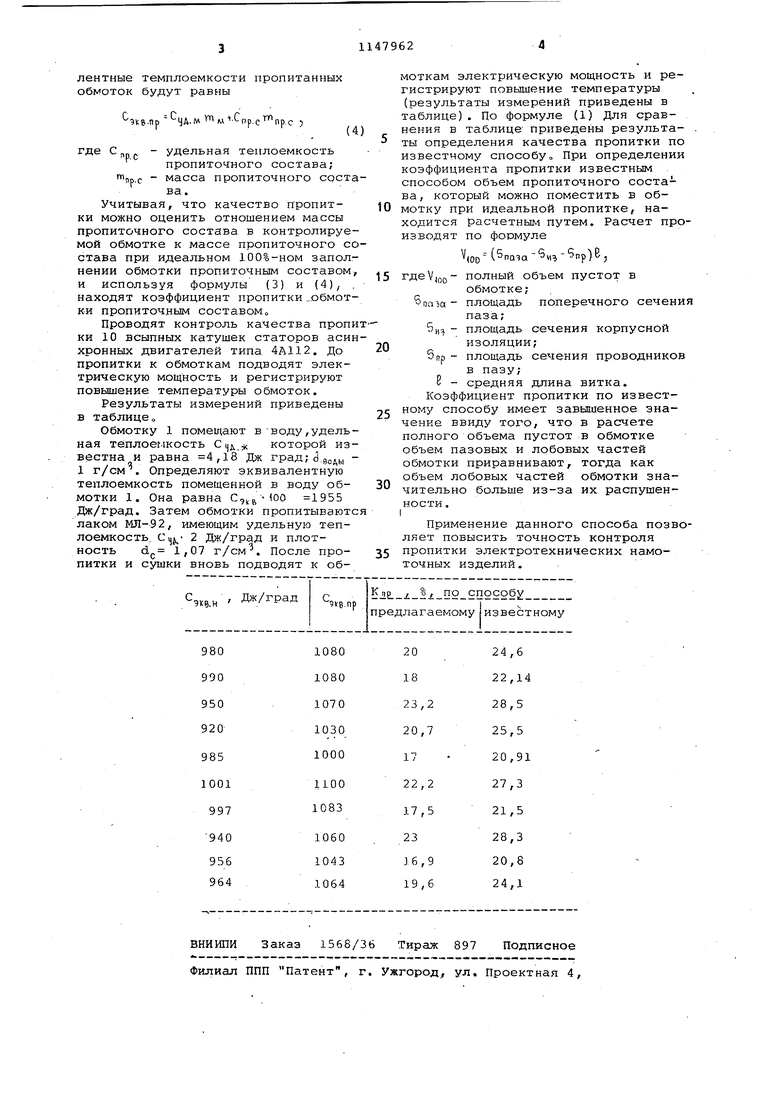
Проводят контроль качества пропики 10 всыпных катушек статоров асинхронных двигателей типа 4А112. До пропитки к обмоткам подводят электрическую мощность и регистрируют повышение температуры обмоток.
Результаты измерений приведены в таблице,
Обмотку 1 помещают вводу,удельная теплоемкость С ij, -к которой известна и равна 4,18 Дж град; d. 1 г/см. Определяют эквивалентную теплоемкость помещенной в воду обмотки 1. Она равна C,j.j, ЮО 1955 Дж/град. Затем обмотки пропитываютс лаком МЛ-92, имеющим удельную теплоемкость, C. 2 Дж/град и плотность d 1,07 г/см. После пропитки и сушки вновь подводят к обмоткам электрическую мощность и регистрируют повышение температуры (результаты измерений приведены в таблице). По формуле (1) Для сравнения в таблице приведены результаты определения качества пропитки по известному способу При определении коэффициента пропитки известным способом объем пропиточного состава, который можно поместить в обмотку при идеальной пропитке, находится расчетным путем. Расчет производят по формуле
V,on-(5
паза зиэ)
гдеУ(ор- полный объем пустот в
обмотке;
поперечного сечен
площадь
па за
паза;
5„, площадь сечения корпусной
изоляции;
площадь сечения проводнико
в пазу; К - средняя длина витка. Коэффициент пропитки по известному способу имеет завышенное значение ввиду того, что в расчете полного объема пустот в обмотке объем пазовых и лобовых частей обмотки приравнивают, тогда как объем лобовых частей обмотки значительно больше из-за их распушенности. I
Применение данного способа позвляет повысить точность контроля пропитки электротехнических намоточных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2568144C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2503116C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПРОПИТКИ ОТВЕРЖДАЕМЫМ ПОЛИМЕРНЫМ СОСТАВОМ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2521439C2 |
| Способ контроля качества пропитки и устройство для его осуществления | 1990 |
|
SU1807372A1 |
| Способ определения массы изоляционного вещества в пропитанных обмотках электротехнических изделий и устройство для его осуществления | 1985 |
|
SU1270730A1 |
| Способ контроля качества пропитки обмоток электротехнических изделий | 1985 |
|
SU1302212A1 |
| Способ контроля качества пропитки обмоток электротехнических изделий и устройство для его осуществления | 1989 |
|
SU1712904A1 |
| Способ контроля отверждения пропитанной изоляции и устройство для его осуществления | 1987 |
|
SU1647473A1 |
| Способ контроля качества пропитки намоточных электротехнических изделий | 1981 |
|
SU972372A1 |
| Способ контроля процесса отверждения пропитанной изоляции обмоток электротехнических изделий | 1989 |
|
SU1684736A1 |
СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ по авт.св. № 868511, отлич-ающийся тем, что, с целью повышения точности контроля качества пропитки, осуществляют полную пропитку одной из обмоток путем ее погружения в жидкость с известной теплоемкостью, вязкость которой меньше вязкости пропиточного состава, и по изменению температуры при подведении электрической мощности определяют объем jipp в исследуе.мой обмотке, а о качестве пропитки остальных обмоток судят по формуле (С н)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
