. Изобретение относится к области испытаний с применением электротепловых средств и может использоваться, в частности, для контроля качества пропитки изоляционным составом обмоток электродвигателей.
Цель изобретения - повышение точности контроля качества пропитки за счет раздельного определения степени заполнения пропиточным составом по- лостей межвитковой и корпусной изоляции.
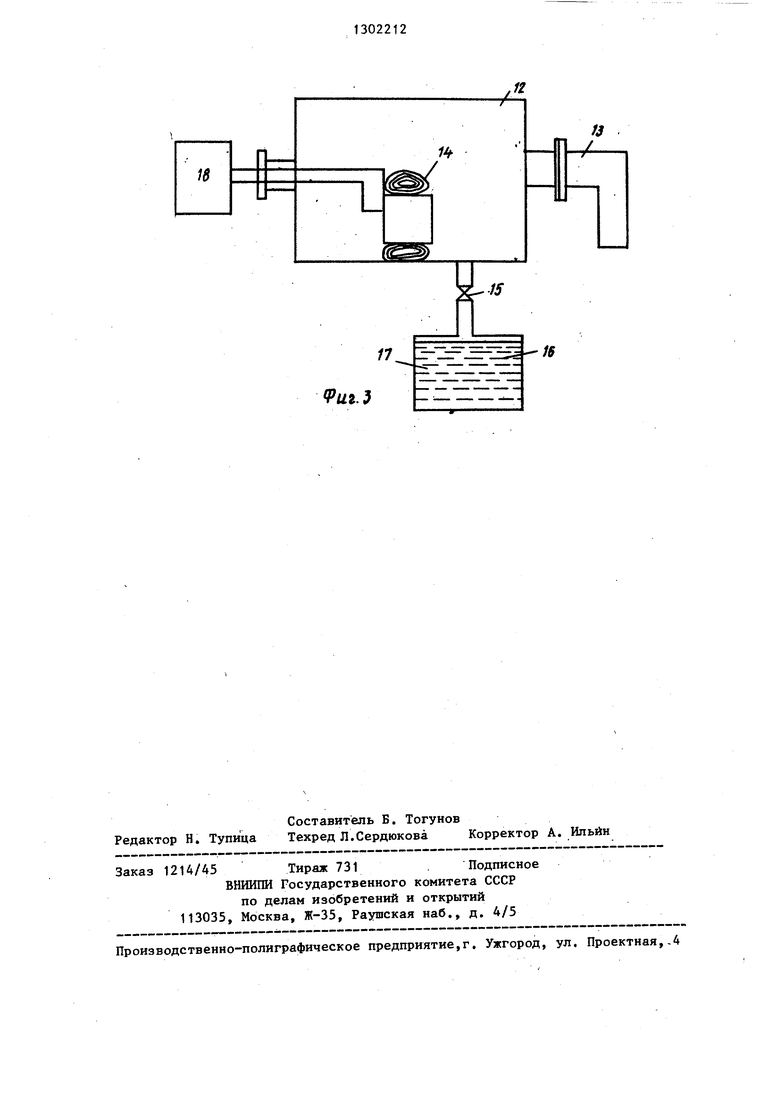
На фиг. 1 изображен паз контролируемой обмотки, сечение; на фкг ,2 - зона: обмотка - корпусная изоляция- поверхность паза в виде слоистой структуры; на фиг, 3 - схема установки, с помощью которой создают разряжение в полостях образцовой обмотки и обеспечивают заполнение в ней полостей диэлектрической жидкостью.
Обмотка (фиг. 1) состоит из витков 1, между которыми имеются воздушные полости 2 корпусной изоляции 3, расположенной в пазу между обмоткой и поверхностью паза. В области, расположенной между обмоткой и па- зрм, имеются полости 4 прикорпусной изоляции. Поз.5 обозначен клин обмотки, поз. 6 - корпус изделия.
Область, заключенная между обмоткой и поверхностью паза, представляет собой слоистзпо структуру (фиг.2), состоящую из слоя 7 эмали провода, воздущного слоя 8 между обмоткой и корпусной изоляцией, слоя корпусной изоляции 9 и воздушН|ОГо слоя 10 между корпусной изоля1щей и поверхность паза, жилы провода 11.
Установка (фиг. 3) состоит из герметичной камеры 12 с системой 13 вакуумной откачки. Внутри камеры размещена образцовая обмотка 1А. Герметичная камера 12 соединена через вен вентиль 15 с резервуаром 16, в котчэ- ром размещена диэлектрическая жидкость 17. Кроме того, показан измеритель 18 емкости обмотки относительно корпуса изделия.
Установка работает следующим образом.
После размещения образцовой обг мотки 14 в камере 12 включают сие- тему 13 откачки. При создании разряжения в объеме из полостей обмотки (фиг. 1),удаляется воздух,.который препятствует проникновению диэлект
5
5 0
5 0
0
j
0
рической жидкости 17 в полости обмотки, что не позволяет достичь 100%-но- го заполнения всех полостей указанной жидкостью. После создания разряжения в полостях открывается вентиль 15 и из резервара 16 в камеру 12 поступает диэлектрическая жидкость 17, которая заполняет полости образцовой обмотки. В процессе заполнения разряженных полостей обмотки диэлектрической жидкостью 17 измерителем 18 емкости периодически определяют значение емкости образцовой обмотки относительно корпуса изделия. О 100%- ном заполнении полостей обмотки свидетельствует стабилизация значений емкости в последующих измерениях.
Способ осуществляется следующим образом.
В процессе пропитки обмоток пропиточными составами в полостях 2 и
4,обмотки (фиг. 1) происходит частичное замещение воздуха пропиточным составом. В процессе сушки происходит пропиточного состава и частичное вытекание состава из обмотки. В силу указанных причин меж- витковые полости и полости прикорпусной изоляции оказываются пропитаны в неодинаковой степени. Низкая степень заполненности тех или иных полостей в обмотке приводит к значительному снижению качества обмоток. Так, недопропитка межвитковых полостей 2 не позволяет скрыть дефекты в эмалевой изоляции обмоточных проводов 1, которые появляются в большом количестве при перемотке провода в обмотке. Нескрытые дефекты являются потенциальным источником отказов обмоток. Кроме того, недопропитка полостей 2 приводит к снижению электрической прочности межвитковой изоляции, так как электрическая прочность воздуха, который ос- остается в недопропитанньгх полостях, ниже электрической прочности изоляционных составов. Кроме того, недопропитка полостей 2 приводит к тому, что поперечная эквивалентная теплопроводность витковой изоляции снижается из-за того, что теплопроводность воздуха значительно меньше теплопроводности пропиточных составов. Однако при качественной пропитке полостей 2 качество обмотки в целом может быть низким, если плохо пропитаны полости 4 прикорпусной изо- изоляции, так как степень скрытия
313
дефектов в корпусной изоляции 3, эквивалентная теплопроводности среды между обмоткой и корпусом изделия, при недопропитке этих по/юстей снижается, что ухудшает теплоотвод из обмотки в корпус изделия, приводит к повьппенному перегреву обмоток, уменьшая срок их службы.
В силу указанных причин существует необходимость раздельной регистра ции качества пропитки полостей меж- витковой и полостей корпусной изоляции.
В основу определения степени заполненности пропиточным составом прикорпусных полостей и объемом Кцц, Уч. , Ч,„.,, которые колеблются от обОКц HWiO ,
мотки к обмотке, положено экспериментально выявленное свойство обмоток, состоящее в том, что если изме- рить емкость любой из непропитанных контролируемых обмоток однотипных изделий относительно корпуса изделия Сдп затем обеспечить в ней имитацию 100%-ной пропитки и измерить емкость этой обмотки относительно корпуса изделия Спп после имитации в ней 100%-ной пропитки, то независимо от того, какую величину имеет емкость Сдп отношение А С„„/Сдп остается практически постоянным для всех обмоток. Значение величины А для од- него типа изделий зависит лишь от величины диэлектрической проницаемости б, жидкости, с помощью кото- рой имитируется 100%-ная пропитка. Степень заполнения пропиточным составом прикорпусных полостей определяется выражением
- ,
1 „. . С„„(А - 1)
х nev
En
,-1)с„„.(е;-А)
де . - диэлектрическая проницаЯ.
емость сухого ост,атка питочного состава; 6д - диэлектрическая проницаемость жидкого пропиточного состава;
Сдп - емкость обмотки относи- 50 тельно корпуса до пропитки;
, - .емкость обмотки относительно корпуса после пропитки; 55А - отношение емкости обмотки относительно корпуса при 100%-ном заполнении ее полостей жидким пропиточным
124
составом к емкости обмотки до пропитки,
Объемы полостей корпусной и меж- витковой изоляции определяются, исходя из конструкции обмотки. Например, для статорной обмотки асинхронного электродвигателя типа 4А 112 М4
с
A(A-I)
.ДП А ( 1 Тг f
V - Р -0(1- -к ) S -V - оме 2 V V . 4 п охч 2L
где L - длина паза;
П - периметр паза; Q - количество пазов; Sri - площадь сечения паза; tvw - длина витка; Kj - коэффициент заполнения паза.
Для определения степени заполнения межвитковых полостей пропиточным составом к контролируемой обмотке до пропитки и после нее подводят электрическую энергию, контролируют изменения температуры обмотки до и после пропитки, а степень заполнения определяется выражением
lElt-ilAjC-Iuj Jjl.Cs.l.. LlZM-YttJi L
К
Мб
PC
V,
оме
- дп
пп
где Р - электрическая мощность;
t - время;
Т - приращение температуры обмотки до пропитки;
- приращение температуры обмотки после пропитки; PC плотность сухого остатка пропиточного состава; С - удельная теплоемкость сухого остатка пропиточного состава. Полученные значения степени заполнения прикорпусной и межвитковой изоляции сравниваются с заранее установленными значениями и по результату сравнения судят о качестве пропитки обмотки.
Предлагаемый способ позволяет вы- -явить дефекты пропитки, которые ранее известным способом контроля не выявлялись. Таким образом, предлагаемый способ обладает более высокой точностью контроля за счет дифференцированного контроля качества пропитки межвитковой и прикорпусной изьля- ции обмоток. Формула изобретения
Способ контроля качества пропитки обмоток электротехнических изде51
ЛИЙ, заключающийся в том, что воз- действуют напряжением на контролируемую обмотку и регистрируют время воздействия напряжения и приращения температуры обмотки до пропитки и после пропитки и сушки, отличающийся тем, что, с целью повышения точности контроля качества пропитки, измеряют емкость контролируемой обмотки относительно корпуса перед пропиткой и в процессе пропитки, вычисляют отношение емкости пропитанной обмотки к емкости контролируемой обмотки до пропитки, заканчивают пропитку при достижении указанного отношения предельного значения, получаемого при 100%-ном заполнении полостей контролируемой обмотки жидким пропиточным составом, после суШ- си перед подачей на контролируемую обмотку напряжения вновь измеряют ем емкость контролируемой обмотки относительно корпуса и определяют степень заполнения пропиточным составом
прикорпусных (К) и межвитковых (KU,.). полостей изоляции по вьфажени «Й
ям:
..A:lL-
А-с.п-Ге:-1Т-Сп„ (1 -А)
к
М8
2i iiI&a.iIun bJLcCj ll4«:l u.l..5i4
РС-СС
Чп пп омв
бд - диэлектрическая проницав-, мость сухого остатка пропиточного состава; S - диэлектрическая проницаемость жидкого пропиточного состава;
5 О 20
t5
25
30
v
35
Л
ПП
А Р t А
пп
PC г -
оки
VCM емкость обмотки относительно корпуса до пропитки;
емкость обмотки относительно корпуса после пропитки;
отношение емкости обмотки относительно корпуса после пропитки к емкости обмотки относительно корпуса до пропитки при 100%-ном заполнении полостей обмотки жидким пропиточным составом;
электрическая мощность, вьщеляющаяся на обмотке; время;
температура обмотки до пропитки при подведении к ней электрической мощности; .
температура обмотки после пропитки и сушки при подведении к ней электрической мощности; плотность сухого остатка пропиточного состава; удельная теплоемкость сухого остатка пропиточного состава; объем полостей в прикор- пусной изоляции; объем межвитковых полостей обмотки.
40
сравнивают степень заполйения пропи- . точным составом прикорпусных и меж- .витковых полостей изоляции с эталонными значениями и о качестве пропитки судят по результату сравнения.
iPuB.i

Изобретение относится к области испытаний с применением электротепловых средств. Цель изобретенияповьшение точности контроля качества пропитки. Для этого перед пропиткой и в процессе пропитки измеряют емкость контролируемой обмотки относительно корпуса. Затем вычисляют отношение емкости пропитанной обмотки к емкости контролируемой обмотки до пропитки. О 100%-ном заполнении полостей обмотки свидетельствует стабилизация аначений емкости в последующих измерениях. Затем контролируемую обмотку сушат, вновь измеряют емкость контролируемой обмотки относительно корпуса и, исходя из приведенного в описании выражения, определяют степень заполнения пропиточным составом прикорпусньпс и межвит- ковых полостей изоляции. Таким образом, за счет дифференцированного контроля качества пропитки стало возможным выявить дефекты пропитки, которые ранее сущеетвуюшими способами контроля не выявлялись. 3 ил. (Л
&
7 11
фиг. 2
fPuz.)
Редактор Н. Тупица
Составитель Б. Тогунов
Техред Л.Сердюкова Корректор А. Ильин
Заказ 1214/45 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
-в
Производственно-полиграфическое предприятие,Г. Ужгород, ул. Проектная,-4
| Барэмбо К.Н., Бернштейн П.М | |||
| Сушка и компаундирование обмоток электрических машин.-М.: Энергия, 1967, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Способ контроля качества пропитки обмоток электрических изделий | 1980 |
|
SU868511A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
