Изобретение относится к ультразвуковой дефектоскопии и может быть испольаовано для повышения точ ности оценки результатов контроля. Известен способ определения коэ фициента затухания ультразвуковых I волн, заключающийся в измерении ам литуд сигналов от двух плоскодонных отражателей, изготовленных на разных глубинах в части заготовки изделия, подлежащей удалению в процес се механической обработки l . Недостатком указанного способа является низкая: точность выполнения плоскодонных отверстий и низкая точ ность измерения затухания при отношении глубин существенно менее 2 ввиду трудностей сверления глубоких отверстий в массивных заготовках. Наиболее близким к изобретению является способ определения коэффициента затухания ультразвуковых волн в изделии, заключающийся в том что. в изделии с.эквидистантными поверхностями с помощью совмещенного ультразвукового преобразователя излучают ультразвуковые волны i измеряют амплитуды однократно и двукратно отраженных от донной поверхности изделия сигналов, по отношени которых и толщине изделия определяю искомый , коэффициент 2 . Недостатком данного способа является низкая точность определения коэффициента затухания, обусловленная уменьшением амплитуды двукратно отраженного донного сигнала изза контакта совмещенного, ультразвукового преобразователя с одной и сторон изделия. Цель изобретения - повышение точности определения коэффициента, затухания ультразвуковых волн. Поставленная цель достигается тем, что согласно способу определения коэффициента затухания ультразвуковых волн в изделии, заключающемуся в том, что в изделии с эквидистантны: ти поверхностями с помощью совмещенного ультразвукового. пре образователя излучают ультразвуковы волны и измеряют амплитуды однократ но и двукратно отраженных от донной поверхности издел.ия сигналов, по от ношению которых и толщине изделия определяют искомый коэффициент, в качестве одно.кратна отраженного сиг нала используется сигнал, отраженны от донной поверхности изделия, нагруженный контактно присоединенным дополнительным преобразователем, эквивалентным основному. На чертеже изображена схема устройства, реализующего способ опреде ления коэффициента затухания ультра звуковых волн в изделии. Устройство, реализующее способ определения коэффициента затухания ультразвуковых волн в изделии, содержит контролируемое изделие 1 с эквидистантными поверхностями, совмещенный ультразвуковой преобразователь 2, установленный на поверхности контролируемого изделия 1 через слой 3 контактной жидкости, дефектоскоп 4, подключенный к совмещенному ультразвуковому преобразователю 2, дополнительный преобразователь 5, аналогичный по конструкции совмещенному ультразвуковому преобразователю 2, устанавливаемый на донную поверхность контролируемого изделия 1 через слой б контактной жидкости. Способ определения коэффициента затухания ультразвуковых волн в изделии осуществляется следующим образом. В контролируемое изделие 1 с помощью совмещенного ультразвукового преобразователя 2 через слой 3 контактной жидкости излучают ультразвуковые волны, принимают преобразователем 2 донные сигналы, амплиту.гды которых AJ -и АО, и измеряют амплитуду двукратно отраженного донного сигнала экрану дефектоскопа 4. В контролируемое изделие 1 при установленном на донной поверхности изделия дополнительном преобразователе 5 через слой 6 контактной жидкости с помощью совмещенного ультразвукового преобразователя 2 излучают ультразвуковые волны и из1 1еряют амплитуду однократно отраженного донного сигнала А , . HcKOMbrii коэффициент затухания определяют по следующей формуле S ° K-h cfl20-c H (1) где S - коэффициент затухания ультра звуковых волн; - - толщина изделия; r, функции, характеризующие ослАбление донного сигнала под влиянием дифракционного расхождения; амплитуда однократно отра-женного донного сигнала при нагруженной дополнительным преобразователем поверхности изделия; амплитуда двукратно отраженного донного сигнала при Свободной донной поверхности изделия. Обычно коэффициент затухания определя.ется по формуле А, l(rl 25. 2 R-cf(2r-) где Л - амплитуда однократно отраженного донного сигнала при свободной донной поверхности
Величины С{(г ) и С||(2) определяются по расчетным формулам или по номограммам. Коэффициент, отражения R от границы преобразователя изделия остается неизвестной величиной и принимается равной 1, что вносит большую ошибку. Для учета величины коэффициента отражения R в способе определения коэффициента затухания нагружают донную поверхность изделия дополнительным преобразователем 5, эквивалентным.совмещенному ультразвуковому преобразователю. 2, который не присоединяютк дефектоскопу 4.
В этом случае амплитуда однократно отраженного донного сигнала равна„J, fto«i We .
Отношение этой величины к амплитуде Aj, двукратно отраженного донного с.игнала равно
() 28 г е
А CftZi l
в формуле для-определения коэффициента затухания коэффициент отражения Я сокращается, и определение коэффициента & затухания нз вызывает затруднений по формуле (1).
Таким образом, прием однократно отраженного сигнала от донной поверх0ности, на груженной дополнительным преобразователем, эквивалентным основному, приводит к исключению влияния коэффициента отражения от границы преобразователь-изделие в фор5муле для определения искомого коэффициента.
Использование предлагаемого способа позволяет повысить точность определения коэффициента затухания 0J ультразвуковых волн.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки ультразвукового дефектоскопа при контроле керамических изделий | 2023 |
|
RU2813144C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА ЗАТУХАНИЯ УЛЬТРАЗВУКА | 2015 |
|
RU2587536C1 |
| Способ ультразвукового контроля зоны болтовых стыков рельсов | 2022 |
|
RU2791145C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНЕГО ДИАМЕТРА ЗЕРНА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2589751C2 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2248566C2 |
| Способ зеркально-теневого ультразвукового контроля с адаптивным пороговым уровнем | 2022 |
|
RU2787948C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвукового контроля изделий с плоскопараллельными поверхностями | 1991 |
|
SU1797042A1 |
| Способ ультразвукового неразрушающего контроля | 2023 |
|
RU2820460C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАТУХАНИЯ УЛЬТРАЗВУКОВЫХ волн в ИЗДЕЛИИ,заключающийся в том что в изделии с эквидистантными поверхностями с помощью совмещенного ультразвукового преобразователя излучают ультразвуковые волны и измеряют амплитуды однократно и двукратно отраженных от донной поверхности изделия сигналов, по отношению которых и толщине изделия определяют искомый коэффициент, отл-ичающийся тем, что, с целью повышения точности, в качестве однократно отраженного сигнала используется сигнал, отраженный от донной поверхности изделия, нагруженной контактно присоединенным дополнительным преобразователем,эквивалентным основному. СП о U Г 4 М СО 00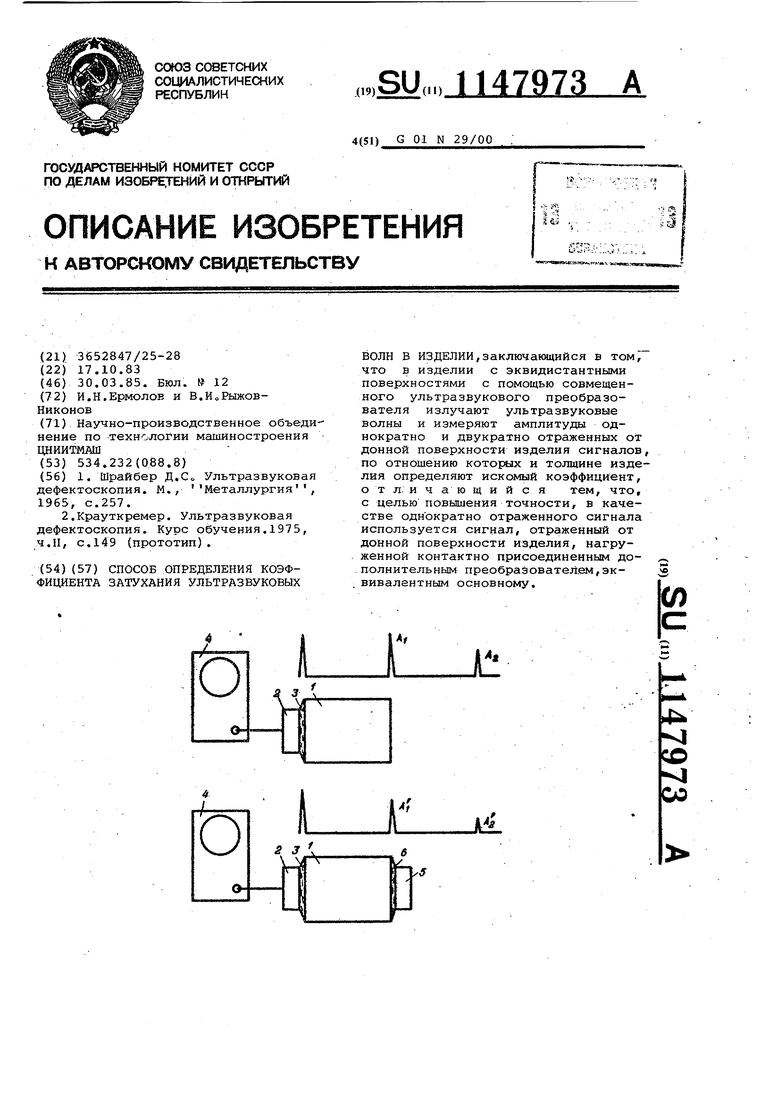
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шрайбер Д.Со Ультразвуковая дефектоскопия | |||
| М., Металлургия, 1965, с.257 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ультразвуковая дефектоскопия | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
