Изобретение относится к области неразрушающего контроля при ультразвуковой дефектоскопии изделий из различных материалов и может найти применение в отраслях промышленности, в которых осуществляется дефектоскопия изделий ультразвуковым неразрушающим методом контроля.
В процессе производства изделий неизбежно образуются дефекты в виде нарушений сплошности материала (трещины, раковины, поры), являющиеся концентраторами механических напряжений и существенно уменьшающие прочностные и эксплуатационные характеристики изделий. Для проведения неразрушающего контроля широкое применение получили ультразвуковые методы. Для повышения чувствительности ультразвукового контроля актуальной задачей является уменьшение акустических шумов и сигналов-помех, обусловленных конструктивными недостатками существующих наклонных пьезоэлектрических преобразователей и сменных призм, использующихся для проведения ультразвукового контроля.
Известен способ повышения чувствительности при ультразвуковом контроле трубных изделий (А.С. № 869467 А, опубликовано 23.04.1985 г. Бюл. № 15), заключающийся в том, что фокусируют ультразвуковые колебания с помощью призматического искателя, отличающийся тем, что, с целью увеличения вводимой в контролируемое изделие ультразвуковой энергии, центральную ось контролируемого изделия размещают в фокусе системы, фокусирующую поверхность призмы выполняют с учетом определенного соотношения на основе радиуса контролируемого изделия и необходимого угла ввода ультразвуковых колебаний. Основным недостатком описанного способа является низкая эффективность повышения чувствительности при контроле сложнопрофильных изделий, так как при переменном радиусе изделия невозможно изготовить призму с необходимой кривизной поверхности.
В работе (Методы акустического контроля металлов / Н.П. Алешин, В.Е. Белый, А.Х. Вопилкин и др.: Под ред. Н.П. Алешина. – М.: Машиностроение, 1989. – 456 с.; ил., глава 3, раздел 3) для проведения ультразвукового неразрушающего контроля предлагается использовать наклонные совмещенные преобразователи, имеющие призму, на которую под определенным углом наклеивают пьезоэлемент. Пьезоэлемент излучает в призму продольные ультразвуковые волны, которые на границе призмы с изделием преломляются, частично трансформируются и частично отражаются в призму. В работе подробно рассматриваются подходы для улучшения реверберационно-шумовой характеристики (РШХ) наклонных совмещенных преобразователей за счет изготовления ребристой поверхности призм и специальных «ловушек», изготовленных из материала с большим коэффициентом затухания, но с тем же импедансом, что и материал призмы. Основными недостатками описанного в работе подхода улучшения РШХ (повышения чувствительности контроля) являются сложность изготовления призмы, а также низкая экономическая эффективность контроля, обусловленная износом дорогостоящего наклонного пьезоэлектрического преобразователя.
Известен ультразвуковой преобразователь и способ изготовления ультразвукового преобразователя (А.С. № 1114943 А, опубликовано 23.09.1984 г. Бюл. № 35), заключающийся в том, что используют ультразвуковой преобразователь, содержащий корпус с размещенными в нем и соединенными между собой звукопроводящей призмой и пьезопластиной, отличающийся тем, что с целью повышения долговечности и улучшения акустических параметров, он снабжен сменным протектором, акустически связанным с звукопроводом, и узлом крепления протектора к корпусу, а в поверхности протектора, соединенной с звукопроводом, выполнены «микросоты». Основными недостатками описанного способа являются сложность изготовления сменного протектора с «микросотами», а также понижения чувствительности вследствие дополнительной границы раздела акустических сред «призма наклонного преобразователя – сменный протектор».
Наиболее близким по технической сущности и достигаемому техническому результату является способ повышения чувствительности при ультразвуковом неразрушающем контроле (А.С. № 261758, опубликовано 13.01.1970 г. Бюл. № 5), заключающийся в том, что в изделие вводят ультразвуковые колебания с помощью наклонного пьезодатчика и принимают отраженные колебания, отличающийся тем, что с целью повышения чувствительности контроля излучающую поверхность призмы наклонного пьезодатчика устанавливают под углом к поверхности изделия и между этими поверхностями вводят контактную жидкость.
Повышение чувствительности контроля по описываемому способу достигается за счет создания дополнительных фазовых сдвигов ультразвуковых колебаний, возникающих при образовании угла между излучающей поверхностью пьезодатчика и поверхностью контролируемого изделия. Основным недостатком данного способа является невозможность обеспечения заданного угла между излучающей поверхностью призмы наклонного пьезодатчика и поверхностью сложнопрофильных изделий при ручном контроле.
Техническим результатом предполагаемого изобретения является повышение чувствительности при ультразвуковом контроле за счет использования сменной призмы из полимерного материала, конструкция которой позволяет уменьшить акустические шумы и сигналы-помехи при проведении ультразвукового контроля.
Указанный технический результат достигается тем, что предложен способ повышения чувствительности при ультразвуковом неразрушающем контроле, заключающийся в том, что в изделие вводят ультразвуковые колебания с помощью пьезоэлектрического преобразователя и принимают отраженные колебания, а между излучающей поверхностью призмы и поверхностью изделия наносят контактную жидкость, отличающийся тем, что при проведении контроля, излучающую поверхность призмы плотно прижимают к поверхности изделия, при этом для излучения продольных ультразвуковых волн используют прямой совмещенный пьезоэлектрический преобразователь, установленный с помощью резьбового соединения на сменную наклонную призму из полимерного материала с низким затуханием ультразвуковых волн, при этом передняя поверхность сменной наклонной призмы выполнена в виде части цилиндра высотой не менее двух диаметров пьезоэлектрической пластины устанавливаемого на нее прямого преобразователя, к тому же конструкция сменной наклонной призмы обеспечивает угол ввода продольных ультразвуковых волн между первым и вторым критическим углами, применительно к материалам контролируемого изделия и наклонной призмы, а для акустического контакта между поверхностями прямого преобразователя и сменной наклонной призмы используется контактная жидкость с низким затуханием в ней ультразвуковых волн.
Прямой совмещенный пьезоэлектрический преобразователь (далее - ПЭП) посредством резьбового соединения устанавливается на наклонную призму из полимерного материала с низким затуханием ультразвуковых волн (например, органическое стекло, сшитый полистирол, капролон и т.д.). Для обеспечения акустического контакта между поверхностями наклонной призмы и ПЭП наносится контактная жидкость, например, глицерин, контактный гель, машинное масло и т.д. ПЭП возбуждает в материале призмы продольные ультразвуковые волны. Для обеспечения акустического контакта между излучающей поверхностью наклонной призмы и поверхностью контролируемого изделия используется контактная жидкость, например, дистиллированная вода, спирт, спиртовой раствор, глицерин и т.д. При проведении контроля призма плотно прижимается к поверхности контролируемого изделия, так как выдержать определенный угол между излучающей поверхностью призмы и поверхностью сложнопрофильного изделия при проведении ручного контроля не представляется возможным. При прохождении через границу раздела сред продольные ультразвуковые волны частично проходят в материал контролируемого изделия и частично отражаются. Для обеспечения высокой достоверности контроля, отраженные в призме ультразвуковые волны не должны возвращаться на пьезоэлектрическую пластину ПЭП, так как в данном случае на экране ультразвукового дефектоскопа появится отраженный внутри призмы эхо-сигнал. В случае наложения на эхо-сигнал от дефекта, расположенного внутри контролируемого изделия, идентифицировать эхо-сигнал от дефекта будет невозможно, что может послужить причиной невыявления такого дефекта и, соответственно, снижения достоверности и чувствительности ультразвукового контроля. Пример осциллограммы с экрана ультразвукового дефектоскопа при установке ПЭП с серийной наклонной призмой на стандартный образец СО-2 приведен на фиг.1 (поз.1 – сигнал-помеха, обусловленный конструктивными особенностями серийной наклонной призмы, поз. 2 – эхо-сигнал, отраженный от бокового сверления СО-2 диаметром 6 мм). Видно, что амплитуда акустических шумов и сигналов-помех превышает 95 % от экрана дефектоскопа.
При проведении контроля в соответствии с предлагаемым способом
(с использованием предлагаемых сменных призм), уровень акустических шумов и сигналов-помех значительно ниже, так как ультразвуковая волна многократно переотражаясь в цилиндрической части наклонной призмы затухает и не приходит на пьезоэлектрическую пластину ПЭП. К тому же, ширина наклонной призмы (не менее двух диаметров пьезоэлектрической пластины) позволяет исключить отражение ультразвуковых волн от боковых граней призмы и тем самым исключить появление акустических шумов и сигналов-помех. Пример осциллограммы с экрана дефектоскопа при установке ПЭП с наклонной призмой предлагаемой конструкции на стандартный образец СО-2 приведен на фиг.2 (поз. 1 – акустические шумы, поз. 2 – эхо-сигнал, отраженный от бокового сверления СО-2 диаметром 6 мм). Видно, что акустические шумы и сигналы-помехи по амплитуде не превышают 40 % от экрана дефектоскопа. Эскиз наклонной призмы в соответствии с описанной конструкцией представлен на фиг.3., а внешний вид наклонной призмы с установленным прямым совмещенным ПЭП, представлен на фиг.4.
Для создания в материале контролируемого изделия поперечной ультразвуковой волны угол ввода ультразвуковых продольных волн, обеспечивающийся конструкцией призмы, составляет от первого до второго критического. При контроле изделий из стеклокерамики необходимо использовать сменные наклонные призмы с углами ввода от 24 до 26 градусов, от 34 до 36 градусов и от 42 до 44 градусов, что обеспечивает углы распространения поперечных ультразвуковых волн в материале контролируемого изделия около 31, 45 и 60 градусов. При контроле изделий из кварцевой стеклокерамики необходимо использовать сменные наклонные призмы с углами от 37 до 41 градусов и от 51 до 53 градусов, что обеспечивает углы распространения поперечных ультразвуковых волн в материале контролируемого изделия около 45 и 60 градусов.
Немаловажными преимуществами предлагаемого способа являются простота изготовления сменных призм для реализации предлагаемого способа и его экономическая эффективность, обусловленная механическим износом сменной наклонной призмы, а не дорогостоящего ПЭП.
Пример 1. Повышение чувствительности при проведении ультразвукового неразрушающего контроля изделия из стеклокерамики.
С помощью ультразвукового дефектоскопа Olympus и прямого совмещенного ПЭП V544, установленного посредством резьбового соединения на наклонную призму предлагаемой конструкции из полимерного материала (рексолит 4210), с углом ввода ультразвуковой волны между первым и вторым критическим углами и составляющим 35 градусов, был проведен ультразвуковой контроль изделия из стеклокерамики. Для обеспечения акустического контакта между ПЭП и призмой использовался глицерин, а между излучающей поверхностью призмы и поверхностью изделия – дистиллированная вода. В процессе проведения контроля акустические шумы и сигналы-помехи практически отсутствовали (фиг. 5, поз. 1), что позволило повысить усиление и, тем самым повысить чувствительность контроля. По результатам проведенного контроля в изделии из стеклокерамики была обнаружена трещина (фиг. 5, поз. 2).
Пример 2. Повышение чувствительности при проведении ультразвукового неразрушающего контроля изделия из кварцевой керамики.
С помощью ультразвукового дефектоскопа Olympus и прямого совмещенного ПЭП V543, установленного посредством резьбового соединения на наклонную призму предлагаемой конструкции из полимерного материала (сшитый прозрачный полистирол), с углом ввода ультразвуковой волны между первым и вторым критическим углами и составляющим 55 градусов, был проведен ультразвуковой контроль изделия из кварцевой керамики. Для обеспечения акустического контакта между ПЭП и призмой использовался глицерин, а между излучающей поверхностью призмы и поверхностью изделия – спиртовой раствор. В процессе проведения контроля акустические шумы и сигналы-помехи практически отсутствовали (фиг. 6, поз. 1), что позволило повысить усиление и, тем самым повысить чувствительность контроля. По результатам проведенного контроля в изделии из кварцевой керамики была обнаружена трещина (фиг. 6, поз. 2).
Пример 3. Повышение чувствительности при проведении ультразвукового неразрушающего контроля изделия из нитридной керамики.
С помощью ультразвукового дефектоскопа УСД-60 и прямого совмещенного ПЭП V542, установленного посредством резьбового соединения на наклонную призму предлагаемой конструкции из полимерного материала (органическое стекло), с углом ввода ультразвуковой волны между первым и вторым критическим углами и составляющим 30 градусов, был проведен ультразвуковой контроль изделия из нитридной керамики. Для обеспечения акустического контакта между ПЭП и призмой использовался глицерин, а между излучающей поверхностью призмы и поверхностью изделия – спирт. В процессе проведения контроля акустические шумы и сигналы-помехи практически отсутствовали (фиг. 7, поз. 1), что позволило повысить усиление и, тем самым повысить чувствительность контроля. По результатам проведенного контроля в изделии из кварцевой керамики была обнаружена трещина (фиг. 7, поз. 2).
Таким образом, можно сделать вывод, что использование предложенного способа повышает чувствительность при ультразвуковом контроле за счет уменьшения акустических шумов и сигналов-помех.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового неразрушающего контроля изделий из нитридной керамики на наличие дефектов | 2023 |
|
RU2812181C1 |
| Способ дефектоскопии и устройство для его осуществления | 1990 |
|
SU1783413A1 |
| Способ определения модуля упругости стеклопластиков при ультразвуковом неразрушающем контроле | 2021 |
|
RU2760472C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ КОНТАКТНОГО СЛОЯ ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2014 |
|
RU2556336C1 |
| Способ настройки ультразвукового дефектоскопа при контроле керамических изделий | 2023 |
|
RU2813144C1 |
| Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков | 2021 |
|
RU2760512C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 1998 |
|
RU2141653C1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1997 |
|
RU2158920C2 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |


Использование: для ультразвукового неразрушающего контроля. Сущность изобретения заключается в том, что в изделие вводят ультразвуковые колебания с помощью пьезоэлектрического преобразователя и принимают отраженные колебания, а между излучающей поверхностью призмы и поверхностью изделия наносят контактную жидкость, при этом при проведении контроля излучающую поверхность призмы прижимают к поверхности изделия, при этом для излучения продольных ультразвуковых волн используют прямой совмещенный пьезоэлектрический преобразователь, установленный с помощью резьбового соединения на сменную наклонную призму из полимерного материала с низким затуханием ультразвуковых волн, при этом передняя поверхность сменной наклонной призмы выполнена в виде части цилиндра высотой не менее двух диаметров пьезоэлектрической пластины устанавливаемого на нее прямого преобразователя, конструкция сменной наклонной призмы обеспечивает угол ввода продольных ультразвуковых волн между первым и вторым критическим углами, применительно к материалам контролируемого изделия и наклонной призмы, а для акустического контакта между поверхностями прямого преобразователя и сменной наклонной призмы используется контактная жидкость с низким затуханием в ней ультразвуковых волн. Технический результат: повышение чувствительности при ультразвуковом контроле. 7 ил.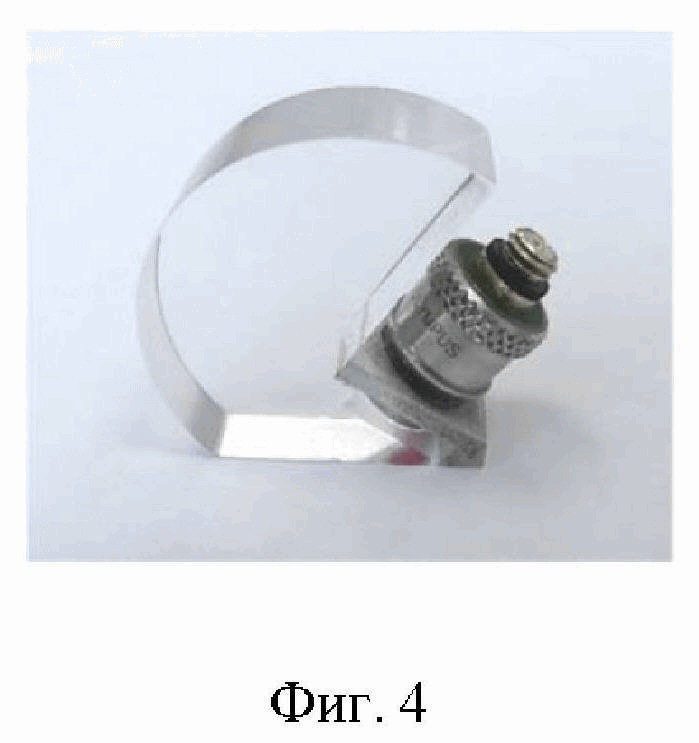
Способ ультразвукового неразрушающего контроля, заключающийся в том, что в изделие вводят ультразвуковые колебания с помощью пьезоэлектрического преобразователя и принимают отраженные колебания, а между излучающей поверхностью призмы и поверхностью изделия наносят контактную жидкость, отличающийся тем, что при проведении контроля излучающую поверхность призмы прижимают к поверхности изделия, при этом для излучения продольных ультразвуковых волн используют прямой совмещенный пьезоэлектрический преобразователь, установленный с помощью резьбового соединения на сменную наклонную призму из полимерного материала с низким затуханием ультразвуковых волн, при этом передняя поверхность сменной наклонной призмы выполнена в виде части цилиндра высотой не менее двух диаметров пьезоэлектрической пластины устанавливаемого на нее прямого преобразователя, конструкция сменной наклонной призмы обеспечивает угол ввода продольных ультразвуковых волн между первым и вторым критическим углами, применительно к материалам контролируемого изделия и наклонной призмы, а для акустического контакта между поверхностями прямого преобразователя и сменной наклонной призмы используется контактная жидкость с низким затуханием в ней ультразвуковых волн.
| СПОСОБ ПОВЫШЕНИЯ ЧУВСТВИТЕЛЬНОСТИ КОНТРОЛЯ ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ' | 0 |
|
SU261758A1 |
| Ультразвуковой преобразователь | 2020 |
|
RU2739967C1 |
| RU 2055359 C1, 27.02.1996 | |||
| Пьезоэлектрический наклонный преобразователь | 1989 |
|
SU1777073A1 |
| CN 205607930 U, 28.09.2016 | |||
| CN 109142541 A, 04.01.2019 | |||
| CN 203443932 U, 19.02.2014 | |||
| JPH 07313938 A, 05.12.1995. | |||

