4
эо
4
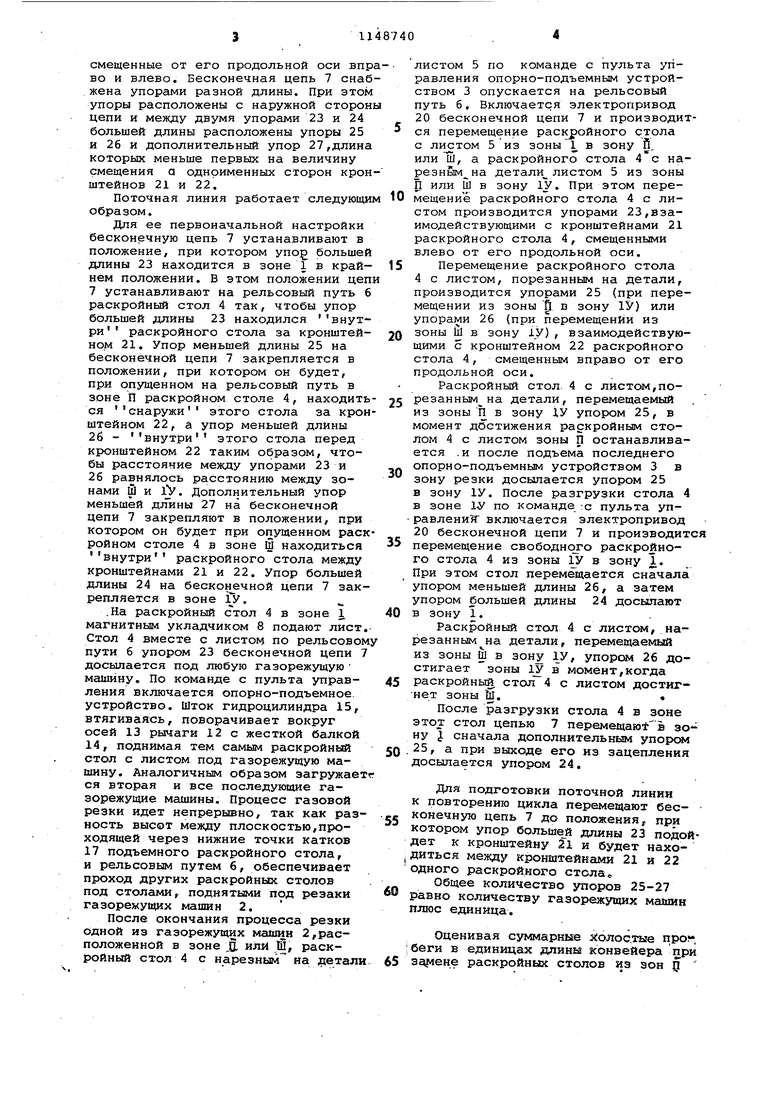
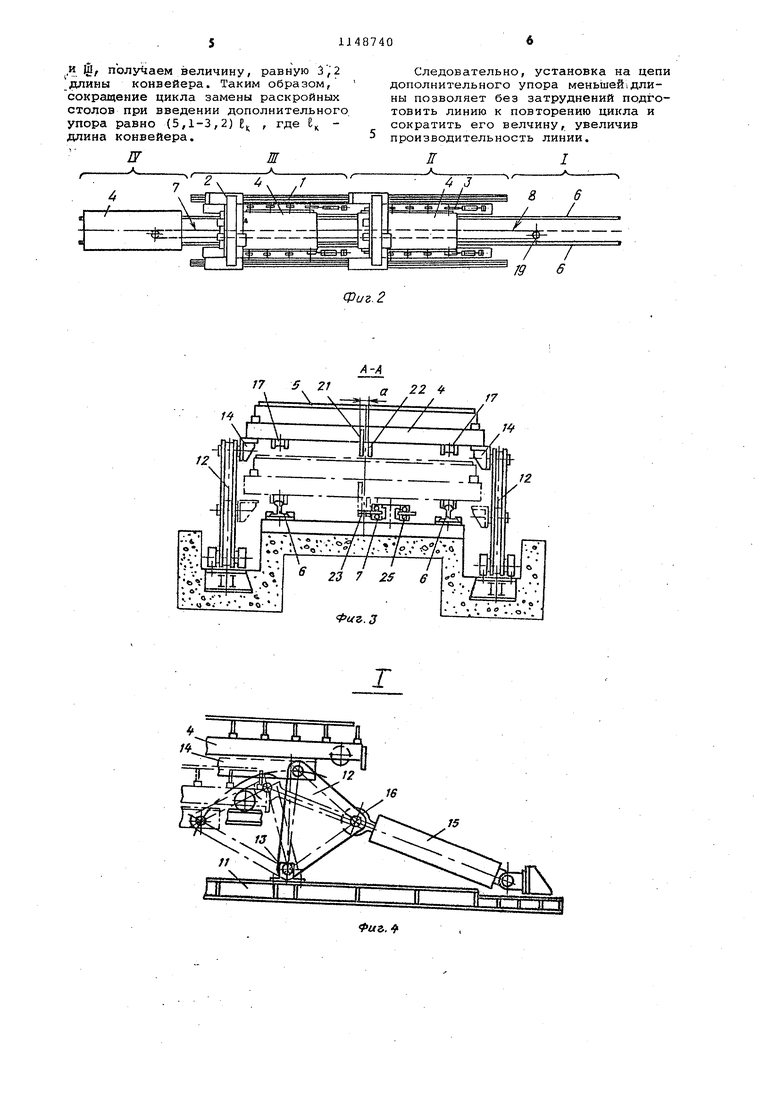
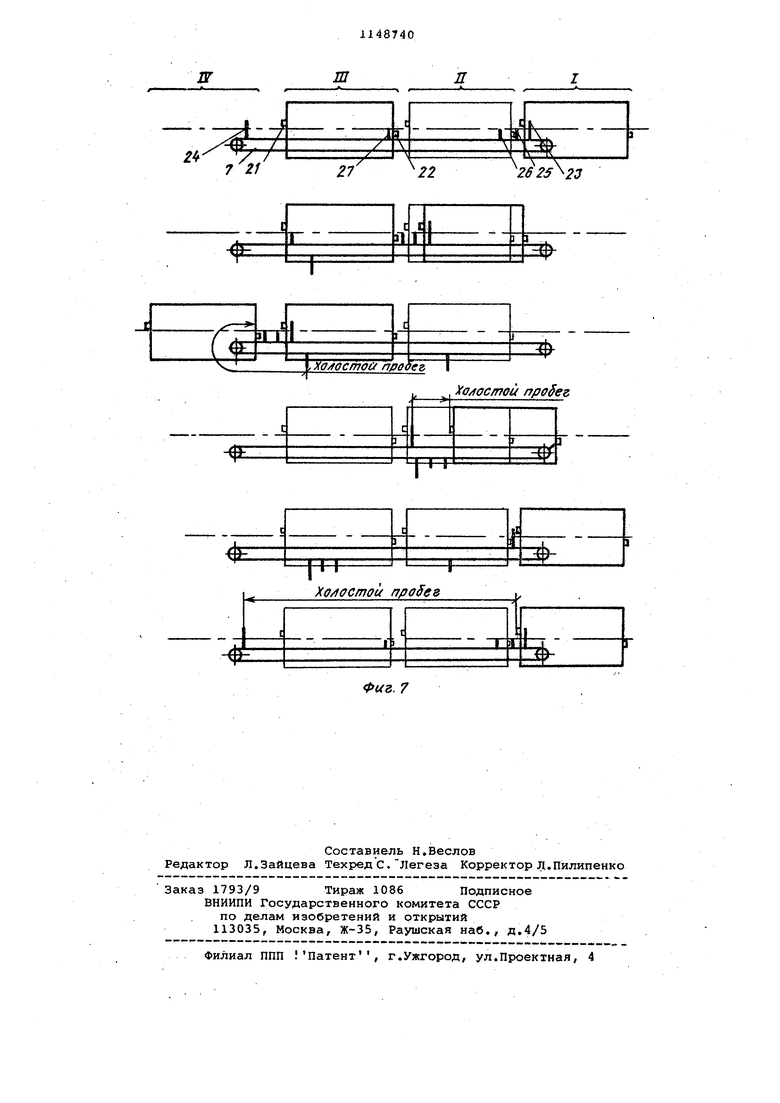
фиг.1 Изобретение.относится к газовой резке плоских изделий и может быть использовано при раскрое листового проката в заготовительных цехах сборочно-сварочного производства, По основному авт.св. № 903004 известна поточная линия для неп- рерывнойгазовой резки листов, содержащая рельсовый путь с перемещающимися по нему газорежущими машинами и опорно-подъемное устройство для установки раскройных столов , выполненное в виде системы рычагов и основания, и цепи для перемещения раскройных столов по направляющей,рычаги опорно-подъемного устройства одними своими концами смонтированы на основании, ра мещены в два ряда по обе стороны от продольной оси линии и другими своими концами шарнирно связаны с балкой, раскройный стол установлен на указанной балке, а на торцах каж дого раскройного стола со смещением относительно продольной оси закреплены кронштейны, при этом на на ружной стороне цепи для перемещения раскройного стола закреплены упоры разной длины, причем между двумя упорс ми большей длины размещены дв упора меньшей длины, и разность меж ду длинами этих упоров равна расстоянию между кронштейнами раскройного стола, а длина цепи для перемещения раскройных столов меньше длины направляющей на величину двух длин раскройного стола Щ Недостатком известной поточной линии является наличие больших холостых пробегов цепи, что при большой интенсивности работы линии оказывает существенное влияние на ее производительность. Оценивая сум марные холостые пробеги при замене раскройных столов из зон Ц и III , получаем величину, равную 5,1 длины конвейера. Цель изобретения - повышение производительности и улучшение условий эксплуатации путем сокращения времени подготовки линии к повторно циклу и уменьщению холостых пробегов цепи. Поставленная цель достигается тем, что поточная линия для непреры ной газовой резки листов, содержаща рельсовьй путь с перемещающимися по нему газор.ежущими машинами и опо но-подъемное устройство для установки раскройных столов, выполненно в эиде системы рычагов и основания и цепи для перемещения раскройных «зтолов по направляющей, рычаги опор нО-подъемноГо устройства одними сво ими концами смонтированы на основаНИИ, размещены в два ряда по обе стЬроны от продольной оси линии и другими своими концами шарнирно связаны балкой, раскройный стол установлен на указанной балке, а на торцах каждого раскройного стола со смещением относительно продольной оси закреплены кронштейны, при этом на наружной стороне цепи для перемещения раскройного стола закреплены упоры разной длины, причем между двумя упорами большей длины размещены два упора меньшей длины, и разность между длинами этих упоров равна расстоянию между кронштейнами раскройного стола, а длина цепи для перемещения раскройных столов меньше длины направляющей на величину двух длин раскройного стола, снабжена дополнительным упором меньшей длины, также закрепленным на наружной стороне цепи и расположенньом между упорами большей длины взоне расположения основных упоров меньшей длины. На фиг.1 изображена схематически предлагаемая поточная линия; на фиг.2 - то же, вид сверху; на фиг.Зразреэ А-А на фиг.1; на фиг.4 узел 1 на фиг.1; на фиг.5 - узел I на фиг.1; на фиг.б - последовательность замены раскройных столов из зоны П (тонкими линиями, показаны столы, поднятые опорно-подъемными устройствами а основными линиями столы на рельсах); на фиг.7 последовательность дамены раскройных столов из зоны Щ. Поточная линия содержит рельсовый путь 1 для газорежущих машин 2, опорно-подъемное устройство 3, раскройные столы 4 с листом 5,рельсовый путь б для перемещения раскройного стола 4 при помощи бесконечной цепи 7, магнитного листоу ладчика 8, магнитного сортировщика 9, размещенных соответственно в зоне загрузки Т и разгрузки 1У и ограничительных упоров 10. На основании 11 смонтированы два параллельных ряда рычагов 12 на оси 13, связанных шарнирно с жесткой балкой 14, на которых устанавливается раскройный стол 4 с листом. Гидроцилиндры 15 шарнирно соединены с одним рычагом 12 каждого ряда опорно-подъемного устройства 3 при помощи осей 16. Рельсовый путь/б смонтирован по всей длине линии и по нему на катках 17 перемещаются раскройные столы 4. Приводом для перемещения раскройных столов 4 служит бесконечная цепь 7, приводная звездочка 18, неприводная звездочка 19 и электропривод 20. Для ориентации раскройного стола 4 при движении катки 17 выполнены с ребордами. На каждом раскройном столе 4 с торцов закреплены кронштейны 21 и 22, смещенные от его продольной оси впр во и влево. Бесконечная цепь 7 снаб жена упорами разной длины. При этом упоры расположены с наружной сторон цепи и между двумя упорами 23 и 24 большей длины расположены упоры 25 н 26 я дополнительный упор 27,длина которых меньше первых на величину смещения а одноименных сторон крон штейнов 21 и 22. Поточная линия работает следующи образом. Для ее первоначальной настройки бесконечную цепь 7 устанавливают в положение, при котором ynog большей длины 23 находится в зоне 1 в крайнем положении. В этом положении цеп 7 устанавливают на рельсовый путь 6 раскройный стол 4 так, чтобы упор большей длины 23 находился внут ри раскройного стола за кронштейном 21. Упор меньшей длины 25 на бесконечной цепи 7 закрепляется в положении, при котором он будет, при опущенном на рельсовый путь в зоне И раскройном столе 4, находить ся снаружи этого стола за крон штейном 22, а упор меньшей длины 26 - внутри этого стола перед кронштейном 22 таким образом, чтобы расстояние между упорами 23 и 26 равнялось расстоянию между зонами U и iV. Дополнительный упор меньшей длины 27 на бесконечной цепи 7 закрепляют в положении, при котором он будет при опущенном раск ройном столе 4 в зоне И находиться внутри раскройного стола между кронштейнами 21 и 22. Упор большей длины 24 на бесконечной цепи 7 закрепляется в зоне 1У. .На раскройный стол 4 в зоне 1 магнитным укладчиком 8 подают лист Стол 4 вместе с листом по рельсовом пути 6 упором 23 бесконечной цепи 7 досылается под любую газорежущую машину. По команде с пульта управления включается опорно-подъемное, устройство. Шток гидроцилиндра 15, втягиваясь, поворачивает вокруг осей 13 рычаги 12 с жесткой балкой 14, поднимая тем самым раскройный стол с листом под газорежущую машину. Аналогичным образом загружает СИ вторая и все последующие гаэорежущие машины. Процесс газовой резки идет непрерывно, так как разность высот между плоекостью,проходящей через нижние точки катков 17 подъемного раскройного стола, и рельсовым путем 6, обеспечивает проход других раскройных столов под столами, поднятыми под резаки газорежущих машин 2. После окончания процесса резки одной из газорежущих маоиин 2,расположенной в зоне Д или И, раскройный стол 4 с нарезным на детали листом 5 по команде с пульта управления опорно-подъемным устройством 3 опускается на рельсовый путь б. Включается электропривод 20 бесконечной цепи 7 и производится перемещение раскройного стола с листом 5из зоны 1 в зону И, или Тй, а раскройного стола 4 с нарезным на детали листом 5 из зоны П или Ш в зону 1У. При этом перемещение раскройного стола 4 с листом производится упорами 23,взаимодействующими с кронштейнами 21 раскройного стола 4, смещенными влево от его продольной оси. Перемещение раскройного стола 4 с листом, порезанным на детали, производится упорами 25 (при перемещении из зоны fil в зону IV) или упорами 26 (при перемещении из зоны Й1 в зону 1У) , взаимодействующими с кронштейном 22 раскройного стола 4, смещенным вправо от его продольной оси. Раскройный стол. 4 с листом,порезанным на детали, перемещаемый из зоны П в зону ХУ упором 25, в момент достижения раскройным столом 4 с листом зоны П останавливается .и после подъема последнего опорно-подъемным устройством 3 в зону резки досылается упором 25 в зону 1У. После разгрузки стола 4 в зоне 1.У по команде :с пульта управлениН включается электропривод 20 бесконечной цепи 7 и производится перемещение свободного раскройного стола 4 из зоны 1У в зону 1. При этом стол перемещается сначала упором меньшей длины 26, а затем упором большей длины 24 досылают в зону 1. Раскройный стол 4 с листом, нарезанным на детали, перемещаемый из зоны Ш в зону 1У, упором 26 достигает зоны 1У в момент,когда раскройный стол 4 с листом достигнет зоны Ш.. После разгрузки стола 4 в зоне этот стол цепью 7 перемещаю в зону 1 сначала дополнительньлм упоре 25, а при выходе его из зацепления досылается упором 24. Для подготовки поточной линии к повторению цикла перемещают бесконечную цепь 7 до положения, при котором упор большей длины 23 подойдет к кронштейну 21 и будет находиться между кронштейнами 21 и 22 одного раскройного стола Общее количество упоров 25-27 равно количеству газорежущих машин плюс единица. Оценивая суммарные л;олос.тые про, ;беги в единицах длины конвейера при замене раскройных столов из зон ц
Д Ш/ получаем величину, равную 3, 2 длины конвейера. Таким образом, сокращение цикла замены раскройных столов при введении дополнительного упора равно (5,1-3,2) Ец , где В длина конвейера.
Следовательно, установка на цепи дополнительного упора меньшей .длины позволяет без затруднений подготовить линию к повторению цикла и сократить его велчину, увеличив производительность линии.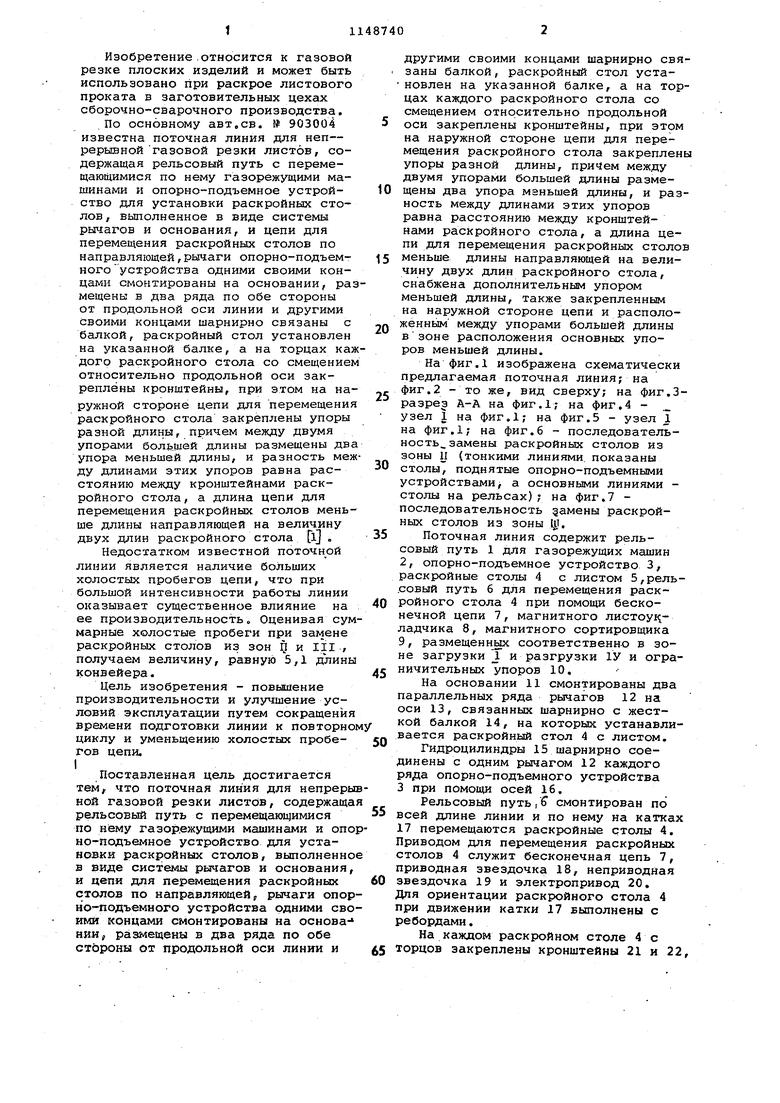
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для непрерывной газовой резки листов | 1980 |
|
SU903004A1 |
| Поточная линия для непрерывной газовой резки листов | 1983 |
|
SU1139590A1 |
| Поточная линия для термической резки листов | 1986 |
|
SU1391818A1 |
| Поточная линия для непрерывной газовой резки листов | 1976 |
|
SU591276A1 |
| Поточная линия для термической резки листов | 1990 |
|
SU1738518A1 |
| Поточная линия для газовой резки изделий из листа | 1976 |
|
SU659304A1 |
| Поточная линия для термической резки листа | 1973 |
|
SU519291A1 |
| Поточная линия для термической резки листа | 1980 |
|
SU903005A1 |
| Поточная линия для газовой резкииздЕлий из лиСТА | 1979 |
|
SU804274A1 |
| Поточная линия для газовой резки изделий из листа | 1980 |
|
SU899290A1 |
ПОТОЧНАЯ ЛИНИЯ ДНЯ НЕПРЕЕ«ВНОЙ ГАЗОВОЙ РЕЗКИ ЛИСТОВ по авт. св. № 903004, отличающаяс я тем,что, с целью повыиения производительности и улучшения условий эксплуатации путем сокращения времени подготов.ки линии к повторному циклу и уменьшения холостых пробегов цепи, линия снабжена дополнительным упором меньшей длины, также закрепленным на наружной стороне цепи и расположенным между упорами большей длины в зоне расположения основных упоров меньшей длины.
/«Ш
Ж
Л
Фие. 6
ш
Ж
л
Фиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
