1
Изобретение относится к резке пламенем, в частности к конструкции поточиоЛ линии для газовой резки изделий пз листа.
На существующих линиях газовой резки изделий из листа производится полная резка всего листа на изделия и передача разрезанного листа с позиции газорезательной машины на позицию сортировки.
Сортировка изделий осуществляется па отдельных позициях, куда стекаются разрезанные листы со всех газорезательных мащин поточной линии, поэтому прп сортировке изделий ощущается дефицит времени, и сортировка зачастую является тормозом в работе газорежущих мащии, особенно при работе на высоких скоростях - при плазменной резке и при резке с программным управлением ij.
Известна поточная линия для газовой резки изделий из листа, содержащая расположенные на фундаменте перемещающиеся по рельсам газорежущие мащины, опорные устройства по числу машин для установки на них раскройных столов, перемещающееся по рельсовым путям самоходное подъемно-трапспортное устройство с домкратами для подъема раскройных столов и грузоподъемное устройство 2.
Однако известная поточная линия малопроизводительна, так как она не обеспечивает сортировку и комплектацию вырезанных изделий одновременно с ироцессом их вырезки.
Цель изобретения - повыщение производительности путем обеспечения сортировки и комплектации вырезанных изделий одновременно с процессом пх вырезки.
Для этого поточная линия снабжена щаговым тележечным транспортером, расположенным па фундаменте параллельно рельсам для перемещения газорежущих мащин, а грузоподъемное устройство связано с приводом перемещения щагового тележечного транспортера п оспащепо электромагнитным захватом.
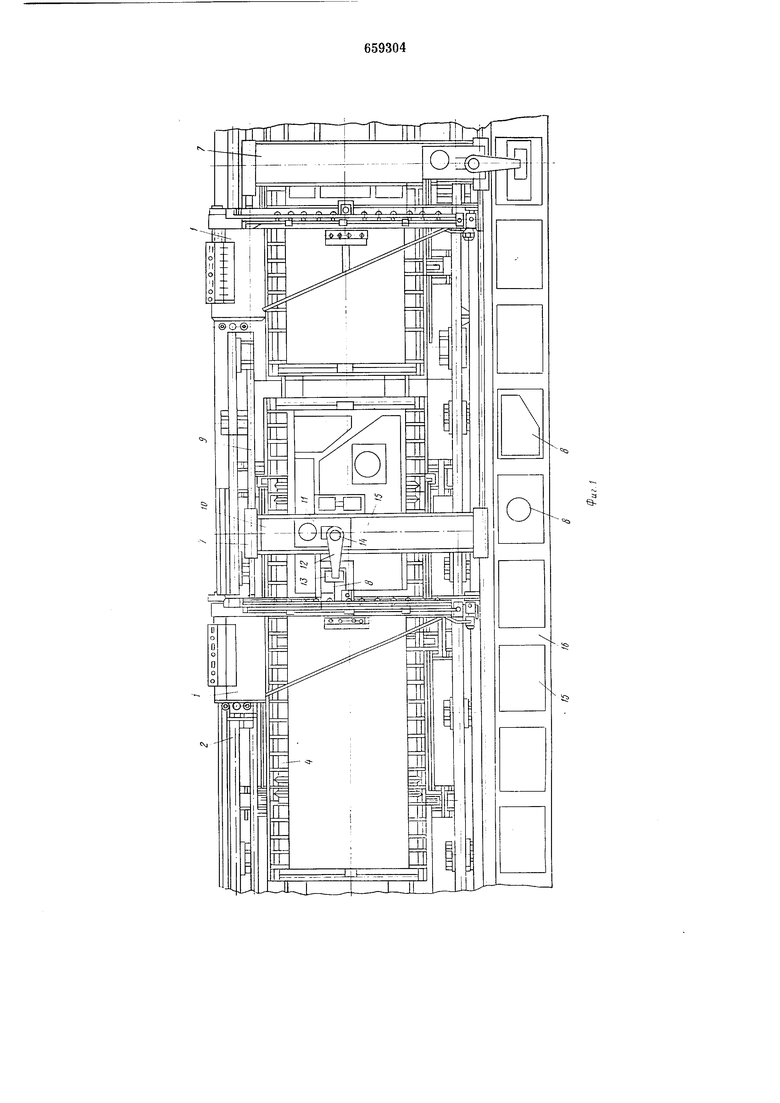
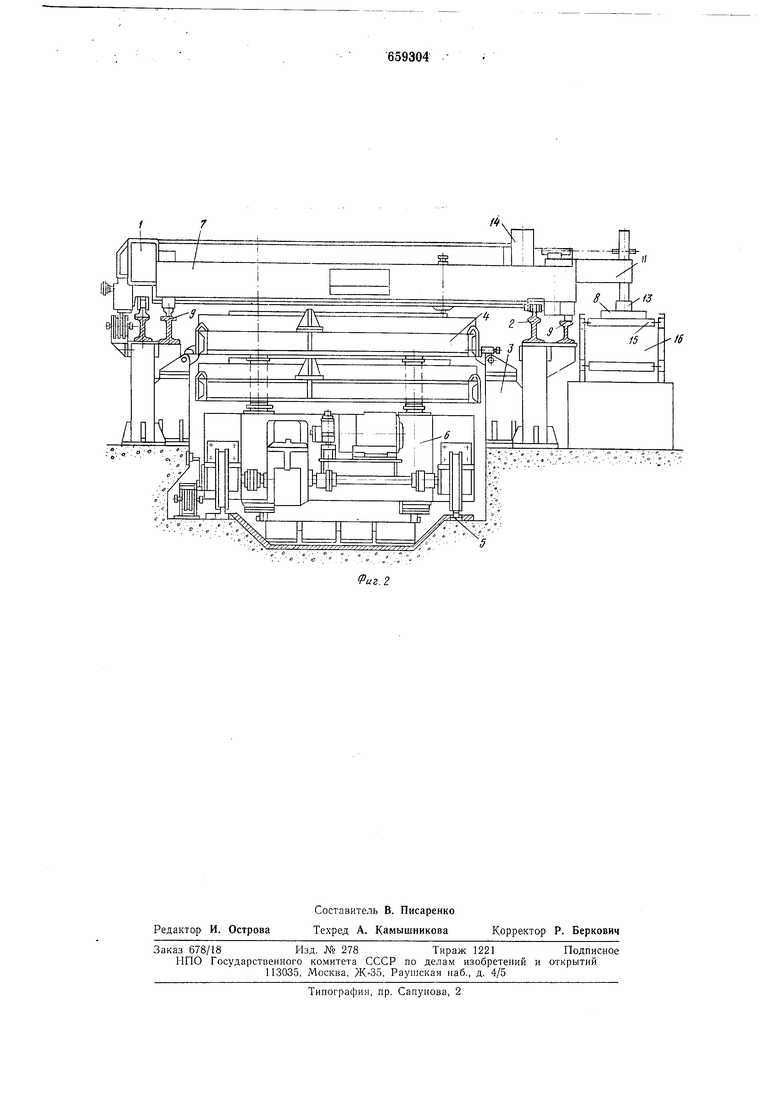
На фиг. 1 изображена предлагаемая поточная линия, вид в плане; иа фиг. 2 - то же, вид сбоку.
Поточная линия для газовой резки издели11 из листа содержит газорежущие мащины 1, перемещающиеся по рельсовым путям 2. Соответственно числу мащин предусмотрепы опорные устройства 3, на которые устанавливаются раскройные столы 4. Для перемещения раскройных столов по рельсовому пути о предусмотрено самоходное подъемно-транспортное устройство с подъемными домкратами 6. Газорежущая мащипа снабжена грузоподъемным устройством 7, позволяющим фиксировать деталь 8
в процессе резки и вынимать ее после окончания резки. Грузоподъемное устройство 7 монтируется на самостоятельных рельсовых путях 9, вынесенных за пределы рельсовых путей 2 газорежущих машин. Грузоподъемное устройство содержит портал 10, подвижную каретку 11, кронштейн 12 с электромагнитным захватом 13 и набор исполнительных механизмов. Кронштейн 12 оснаш,ен приводом поворота 14, благодаря которому деталь 8, изъятая из листа; подается на тележку 15 шагового тележечного транспортера 16, установленного параллельно линии газорежуших машин 1 со стороны, противоположной стороне обслуживания. Шаговый тележечный транснортер 16 проходит через зону действия развернутой на 180° электромагнитной траверсы.
Поточная линия работает следующим образом.
Лист, подлежащий газовой резке, устанавливается на раскройные столы 4, размещенные на опорных устройствах 3. Газорежущая машина 1, перемещаясь по рельсовому пути 2, подходит к месту начала раскроя листа. Одновременно к листу подходит устройство 7 для фиксации вырезаемой детали 8.
В процессе вырезки детали грузоподъемное устройство 7, перемещаясь совместно с газорежущей машиной, ориентирует электромагнитный захват 13 в зоне центра тяжести детали. Электромагнитная траверса опускается и фиксирует деталь 8. Г1о окончании вырезки одной детали и при переходе газорежущей машины на резку другой детали электромагнитный захват поднимается и вынимает деталь из листа. Перемещением портала 10 и каретки И деталь подается на близлежащую позицию разгрузки и после поворота кропштейна 12 электромагнитный захват 13 опускает деталь на тележку 15 шагового тележечного транспортера 16.
Привод поворота кронштейна 12 синхронизирован с приводом перемещения шагового тележечного транспортера 16. Команды на грузоподъемное устройство 7 подаются либо по программе, либо оператором с пульта управления газорежущей машины.
Перемещение транспортера 15- шаговое с определенным циклом. Во время его перемещения грузоподъемное устройство 7 разгрузочных операций не выполняет.
Предлагаемая поточная линия обеспечивает сортировку мелких деталей, объем которых составляет 70% от общего количества вырезаемых деталей, непосредственно в процессе их резки.
В дальнейшем разрезанный лист с отсортированными «мелкими деталями поступает на разгрузочную позицию поточной линии, откуда следует на позицию сортировки крупных деталей.
Таким образом осуществляется полная автоматизация сортировки и комилектации мелких деталей. К тому же сортировка мелких деталей осуществляется на тех же производственных площадях, где расположена и поточная линия, а это расширяет возможность полной сортировки и комплектации крупных деталей.
Современные скорости резки и расположение двух мелких деталей у дальней от
транспортного средства стороны листа требуют от грузоиодъемных устройств максимальных скоростей перемещения каретки с грузом (15-18 м/мин). Скорости вполне приемлемы, моменты торможения устройств не оказывают динамических нагрузок на фундамент и не сказываются на точности работы газорежущей машины.
Формула изобретения
Поточная линия для газовой резки изделий из листа, содержащая расположенные на фундаменте перемещающиеся ио рельсам газорежущие мащины, опорные устройства по числу мащин для установки на
них раскройных столов, перемещающееся по рельсовым путям самоходное подъемнотранснортное устройство с домкратами для подъема раскройных столов и грузоподъемное устройство, отличающаяся тем,
что, с целью повыщения производительности путем обеспечепия сортировки и комплектации вырезанных изделий одновременно с процессом их вырезки, поточная линия снабжена приводным щаговым тележечным транспортером, расположенным на фундаменте параллельно рельсам для перемещения газорежущих машин, а грузоподъемное устройство связано с приводом перемешения шагового тележечного транснортера и оснащено электромагнитным захватом.
Источники информации, принятые во внимание при экспертизе
1.Журнал «Технология судостроения, 1973, № 4, с. 21-23.
2.Авторское свидетельство СССР № 253565, кл. В 23К 7/02, 1968.
«а
(Э
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для раскроя листового проката | 1980 |
|
SU952491A1 |
| Поточная линия для газовой резки изделий из листа | 1980 |
|
SU899290A1 |
| Поточная линия для термической резки листа | 1980 |
|
SU903005A1 |
| Механизированная линия для раскроя листового проката | 1980 |
|
SU889327A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| Поточная линия для непрерывной газовой резки листов | 1983 |
|
SU1139590A1 |
| Поточная линия для термической резки листа | 1973 |
|
SU519291A1 |
| Поточная линия для непрерывной газовой резки листов | 1976 |
|
SU591276A1 |
| Поточная линия для непрерывной газовой резки листов | 1980 |
|
SU903004A1 |
| Механизированная линия раскроя листового проката | 1990 |
|
SU1750882A1 |