(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ ЛИСТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для газовой резки изделий из листа | 1980 |
|
SU899290A1 |
| Механизированная линия для раскроя листового проката | 1980 |
|
SU889327A1 |
| Механизированная линия для раскроя листового проката | 1980 |
|
SU952491A1 |
| Поточная линия для газовой резки изделий из листа | 1976 |
|
SU659304A1 |
| Поточная линия для непрерывной газовой резки листов | 1980 |
|
SU903004A1 |
| Поточная линия для термической резки листа | 1973 |
|
SU519291A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| Поточная линия для газовой резкииздЕлий из лиСТА | 1979 |
|
SU804274A1 |
| Поточная линия для термической резки листов | 1986 |
|
SU1391818A1 |
| Поточная линия для непрерывной газовой резки листов | 1983 |
|
SU1139590A1 |
1
Изобретение относится к устройствам для термической резки плоских изделий и может быть и спользовамо в заготовительных .цехах машиностроительных предприятий.
Известны поточные линии для термической резки листа, содержащие газорежущие машины, перемещающиеся по направляющим, установленным на фундаменте, раскройные столы для лнстов, подъемные механизмы для раскройных, столов, рельсовые тележки для подачи раскройных столов Кгазорежущим машинам .
Известные поточные линии не обеспечивают оперативной подачи листов к газорежущим машинам из-за больших расстояний транспортировки раскройных столов, отсутствия механизированного базирования листов отиосительно направляющих газорежущих машин.
Известна также поточная линия для термической резки листа, содержащая фундамент, на которсж смонтированы направляющие для газорежущих машин и рельсовый путь для тележек с раскройными столами для разрезаемых листов 3. Эта линия является наиболее близкой к предложен ной по технической сущности и достигаемому эффекту.
Недостатком данной линии является то, что рельсовый путь тележки установлеи параллельно осям газорежущих машин, что удлиняет путь транспортировки раскройных столов.
Конструкция линии не обеспечивает базирования обрабатываемого листа
10 относительно направляющих газорежущих машин или раскройного стола, что вызывает необходимость базирования листа вручную.
Указанные недостатки приводят к
15 увеличению вспомогательного времени на подачу и подготовку листов к резке, что снижает производительность линии.
Целью изобретения является повы20шение производительности путем уменьшения вспомогательного времени на лодачу и подготовку листов под резку.
Эта цель достигается тем, что в поточной линии для термической рез25ки листа, содержащей фундамент, на котором смонтированы напруавляющие для газореЧсущих машин и рельсовый путь для тележек с раскройными столами для разрезаемых листов, на30правляющие для газорежущих машин
прикреплены перпендикулярно к рельсовому пути для перемеп ения тележек, а ЛИНИЯ оснащена устройством eaalipoвания листов относительно направляющих для гаэорежущих машин, вьшолненном в виде закрепленных на фундаменте в начале линии по ходу обработки с обеих dTQpoH от продольной оси линии осей, на которых смонтированы по две пары двуплечих рычагов, при этом в каждой паре рычагов, размещенной по одну сторону от продольной оси линии, рычаги связаны между собой приводной винтовой стяжкрй, на тележ,ках выполнены базовые выступы, а на раскройных столах - базовые отверстия .
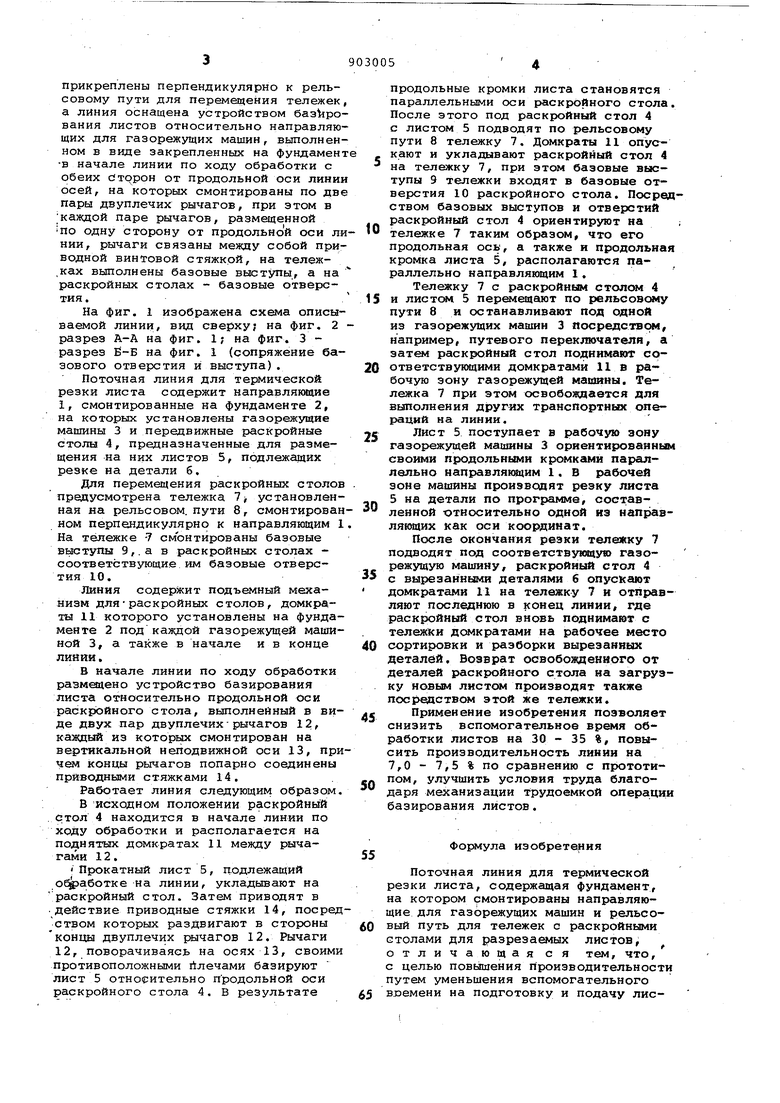
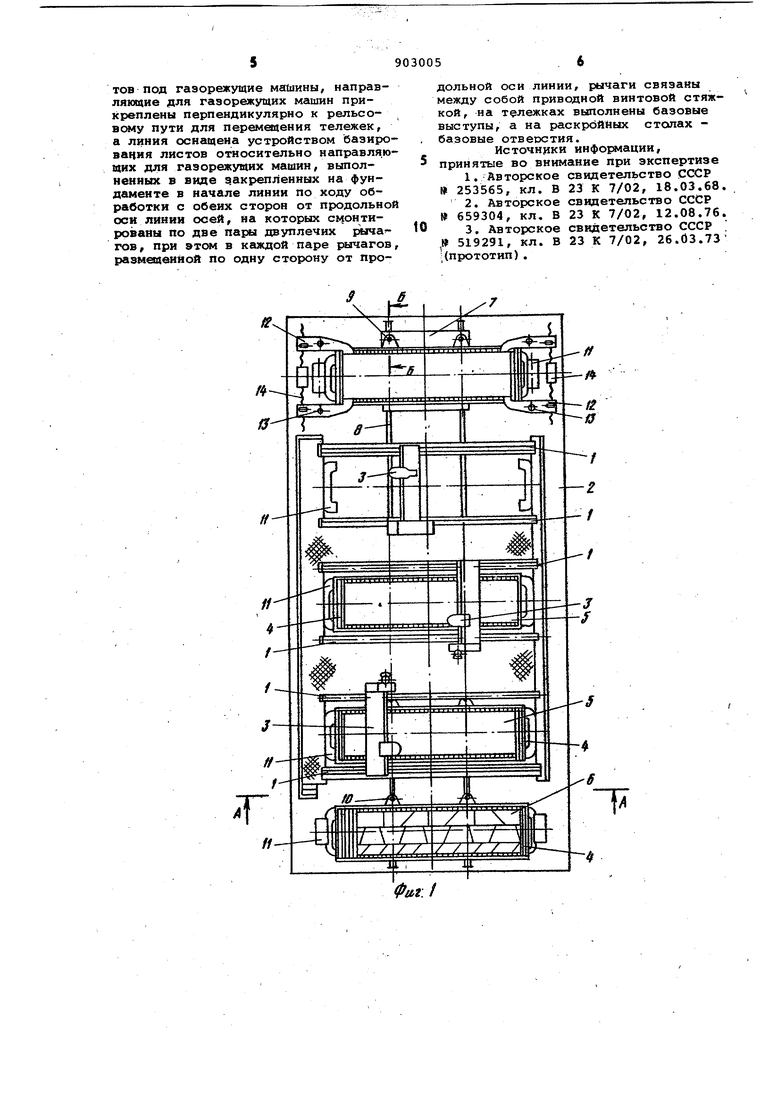
На фиг. 1 изображена схема описываемой mm-Kfi, вид сверку; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1 (сопряжение базового отверстия и выступа).
Поточная линия для термической резки листа содержит направляющие 1, смонтированные на фундаменте 2, на которых установлены газорежущие машины 3 и передвижные раскройные столы 4, предназначенные для размещения на них листов 5, подлежшцих резке на детали б.
Для перемещения раскройных столов . предусмотрена тележка 7 установленная на рельсовом, пути 8, смонтированном перпендикулярно к направляющим 1. На тележке -7 смонтированы базовые выступы 9,, а в раскройных столах соответствующие им базовые отверстия 10.
Линия содержит подъемный механизм для-раскройных столов, домкраты 11 которого установлены на фундаменте 2 под каждой газорежущей матаиной 3, а также в начале и в конце линии.
В начале линии по ходу обработки устройство базирования листа относительно продольной оси раскройного стола, выполнейный в виде двух пар двуплечихрычагов 12, каждый из которых смонтирован на вертикальной неподвижной оси 13, причем концы рычагов попарно соединены приводными стяжками 14.
Работает линия следующим образом.
В исходном положении раскройный Стол 4 находится в начале линии по ходу обработки и располагается на поднятых домкратах 11 между рычагами 12.
Прокатный лист 5, подлежащий о аботке на линии, укладывают на раскройный стол. Затем приводят в действие приводные стяжки 14, посредством которых раздвигают в стороны концы двуплечих рычагов 12. Рычаги 12, поворачиваясь на осях 13, своими ротивоположными йлечами базируют ист 5 отно Е;ительно продольной оси аскройного стола 4. В результате
продольные кромки листа становятся параллельными оси раскройного стола После этого под раскройный стол 4 с листом 5 подводят по рельсовому пути 8 тележку 7. Домкраты 11 опускают и укладывают раскройный стол 4 на тележку 7, при этом базовые выступы 9 тележки входят в базовые отверстия 10 раскройного стола. Посредством базовых выступов и отверстий раскройный стол 4 ориентируют на
тележке 7 таким образом, что его продольная ОСЬ , а также и продольна кромка листа 5, располагаются параллельно направляющим 1.
Тележку 7 с раскройным столом 4 и листом 5 перемещают по рельсовому пути 8 и останавливают под одной из газорежущих машин 3 Посредством, например, путевого переключателя, а затем раскройный стол поднимают соответствующими домкратами 11 в рабочую зону газорежущей машины. Тележка 7 при этом освобождается для выполнения д|ругих транспортных операций на линии.
Лист 5 поступает в рабочую зону газорежущей машины 3 ориентированньв своими продольными кромками параллельно направлянздим 1. В рабочей зоне машины производят резку листа 5 на детали по программе, составленной относительно одной иэ направляющих как оси координат.
После окончания резки тележку 7 подводят под соответствукмцую газорежуадую машину, раскройный стол 4 с вырезанными деталями 6 опускают домкратами 11 на тележку 7 и отправляют последнюю в конец линии, где раскройный стол вновь поднимают с тележ1ки домкратами на рабочее место сортировки и разборки вырезанных деталей. Возврат освобожденного от деталей раскройного стола на загрузку новьм листом производят также посреяствсни этой же тележки.
Применение изобретения позволяет снизить вспомогательное время обработки листов на 30 - 35 %, повысить производительность линии на 7,0 - 7,5 % по сравнению с прототипом, улучшить условия труда благодаря механизации Трудоемкой операци базирования листов.
Формула изобретения
Поточная линия для термической резки листа, содержащая фундамент, на котором рмонтированы направляющие для газорежущих машин и рельсовый путь для тележек с раскройными столами для разрезаемых листов, отличающая ся тем, что, с целью повьпдения Производительност путем уменьшения вспомогательного впемени на подготовку и подачу листов под газорежущие машины, направляющие для газорежущих машин прикреплены перпендикулярно к рельсозсму пути для перемещения тележек, а линия оснащена устройством базировация листов относительно направляющих для гаэорежущих мащин, выполненных в виде закрепленных на фундаменте в начале линии по ходу обработки с обеих сторон от продольной оси линии осей, на которых с онтированы по две пары двуплечих рыча гов f при этом в каждой паре рычагов, размещеийой по одну сторону от продольной оси линии, рычаги связаны между собой приводной винтовой стяжкой, на тележках выполнены базовые выступы, а на раскройных столах базовые отверстия.
Источники информации, принятые во внимание при экспертизе
253565, кл. В 23 К 7/02, 18.03.68.
659304, кл. В 23 К 7/02, 12.08.76.
, 519291, кл. В 23 К 7/02, 26.03.73
; (прототип) .
//
А-А
0ut.3
