I
Изобретение относится к технике газовой резки листового металла.
Известна поточная линия для газовой резки изделий из листа, в которой используется подъемно-транспортное устройство в виде самоходной тележки, перемещающейся по уложенному в траншее рельсовому пути. Тележка перемещает раскройные столы с позиции загрузки на позиции резки и от позиций резки к позиции, разгрузки, а также поднимает раскройные столы на опорные устройства, размещенные в соответствзлощих местах линии 1.
Известна также линия, содержащая дополнительные неподвюхные опоры 2.
Повышение производительности линии решает устройство, предусматривающее дублирование самоходной тележки приводным 1чаговым твле кеч1Л)м транспортером З .
Наиболее близким к изобретению по технической сущности является поточная линия для газовой резки изделий
из листа,содержащая установленные на фундаменте газорежущие маошны, перемещающуюся вдоль линии самоходную тележку, раскройные столы с опорами для ifflx, включающие опорные пластины под столы, а также узел фиксации листа относительно газоре кущей мащины 4.
Недостатком известного устройства является 1шзкая точность ориентирования раскройного стола (а следовательно и лежащего на нем листа) относительно газорежущей машины. Предусмотренные опоры являются пассивными, они имеют значительный зазор относительно раскройного стола (по ширине стола) и в пределах этого зазора стол может занимать любое случайное положение.
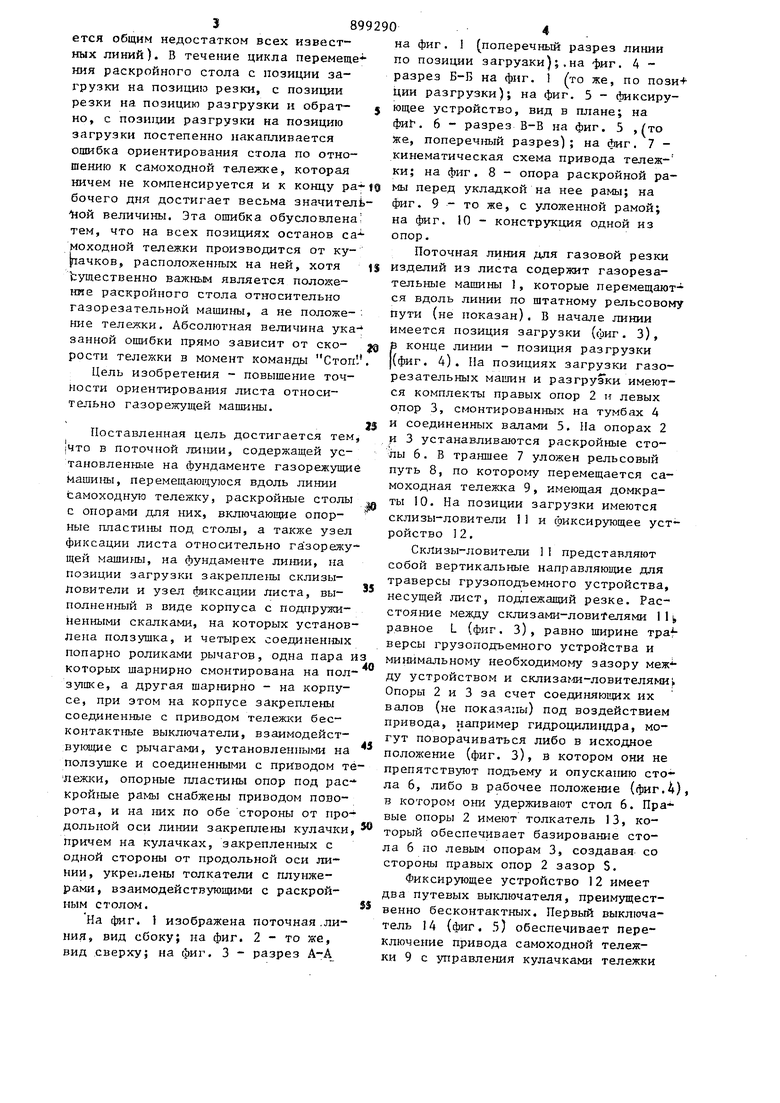
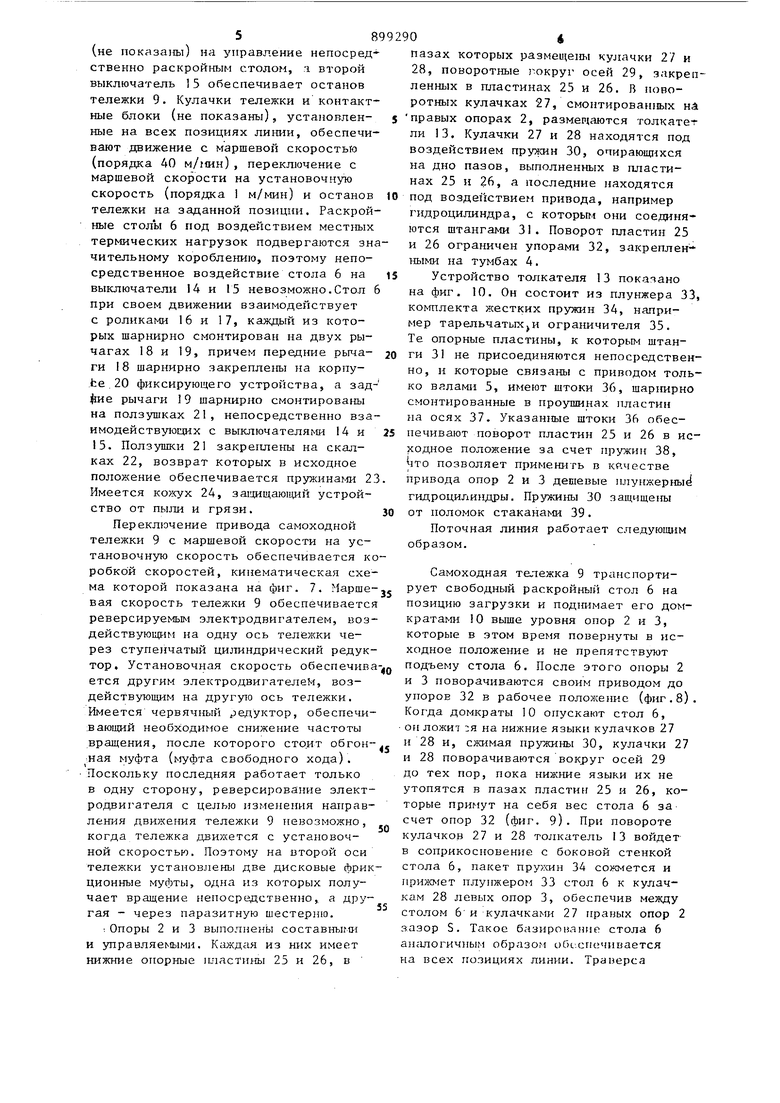
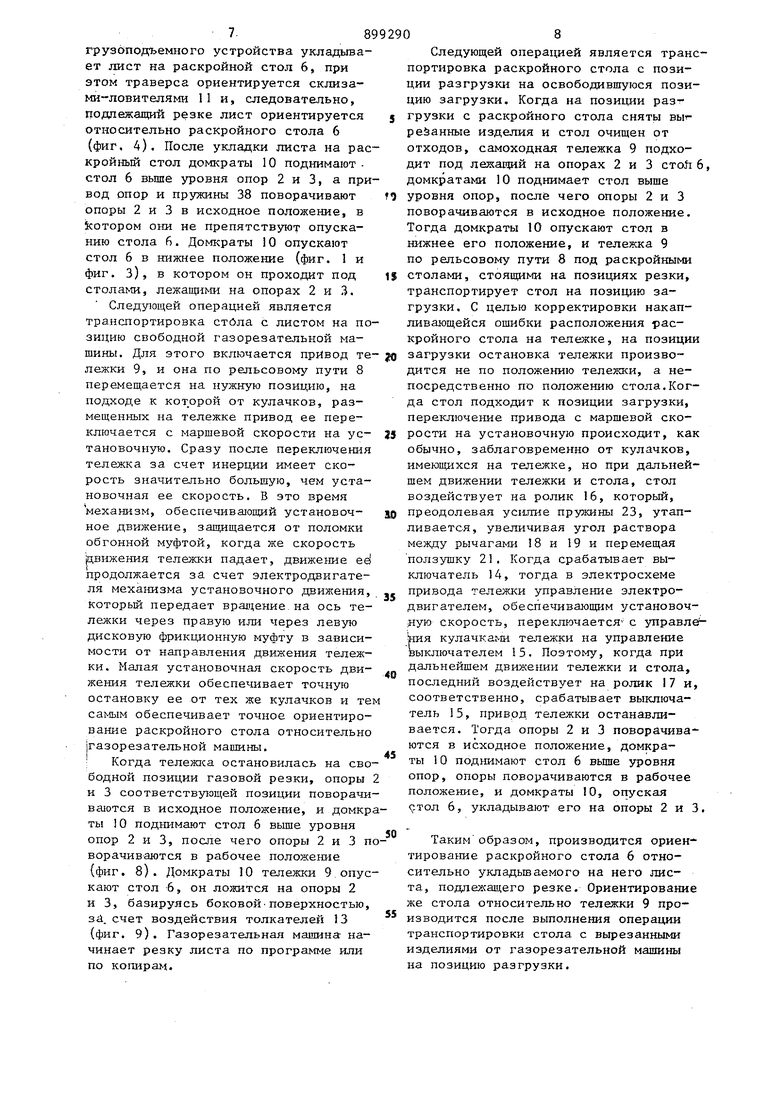
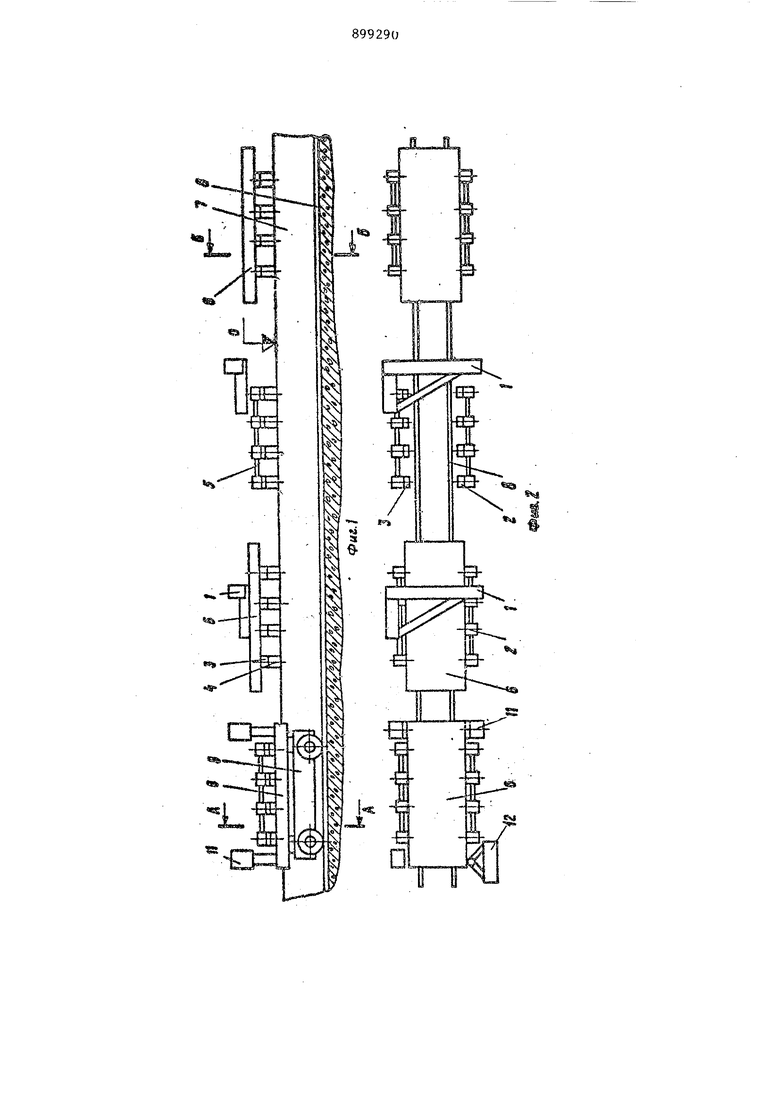
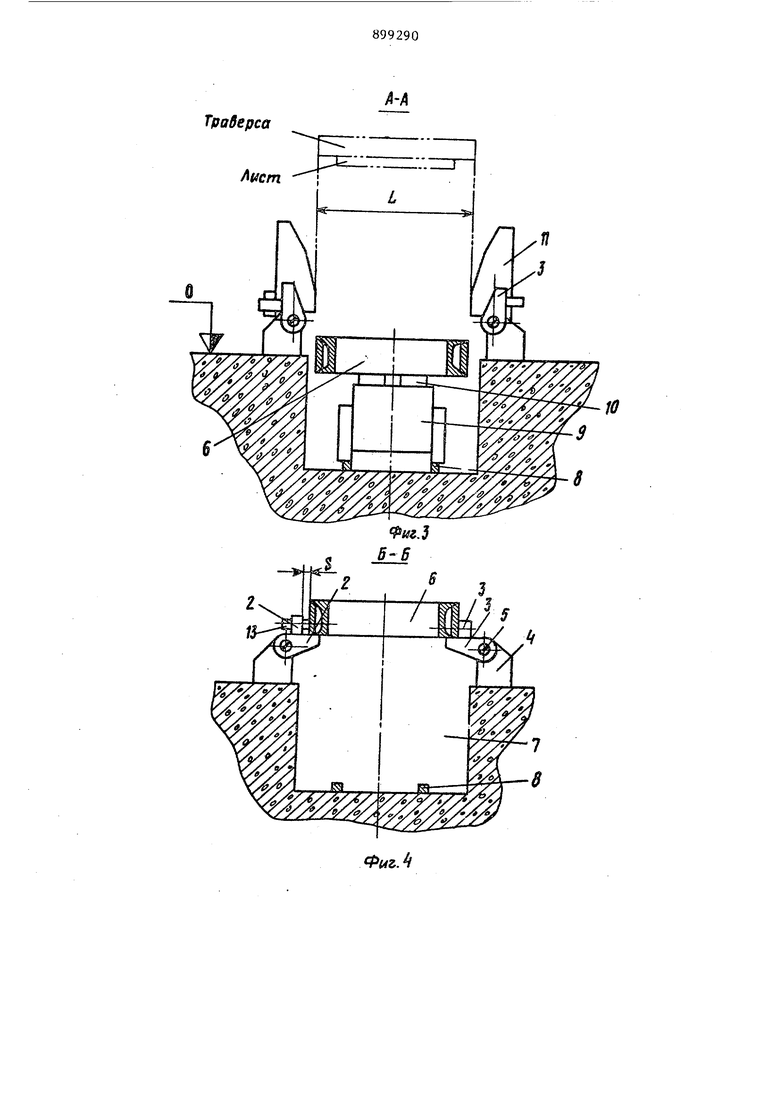
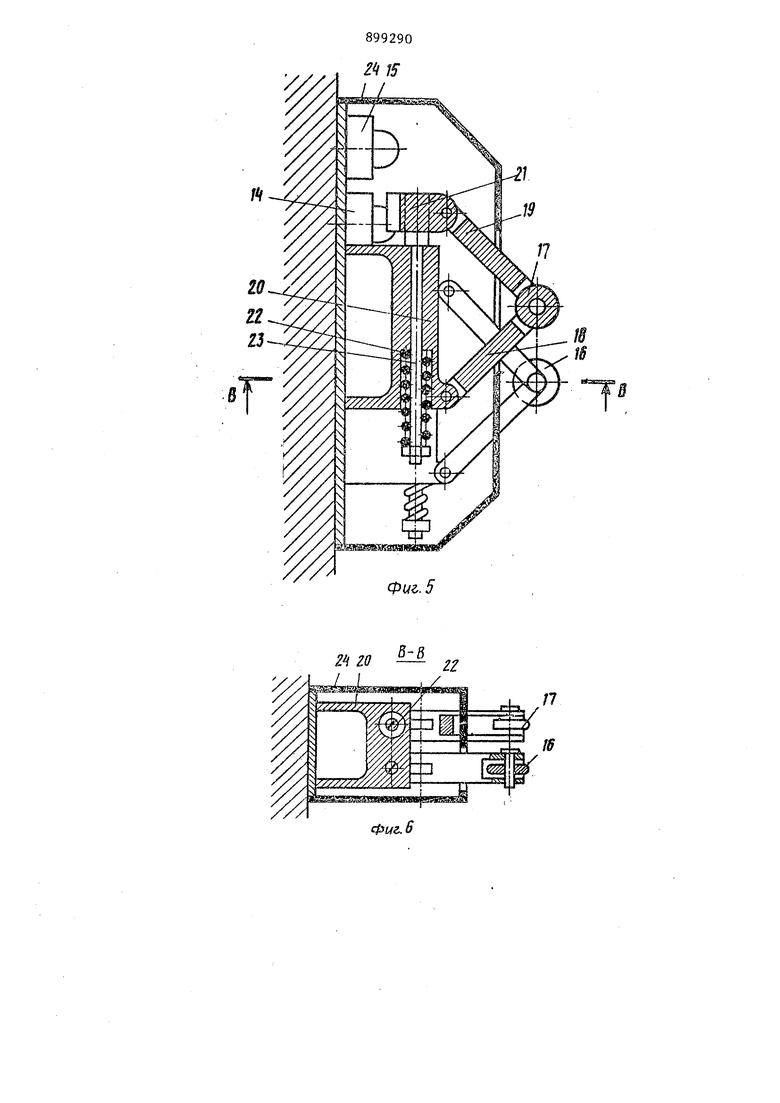
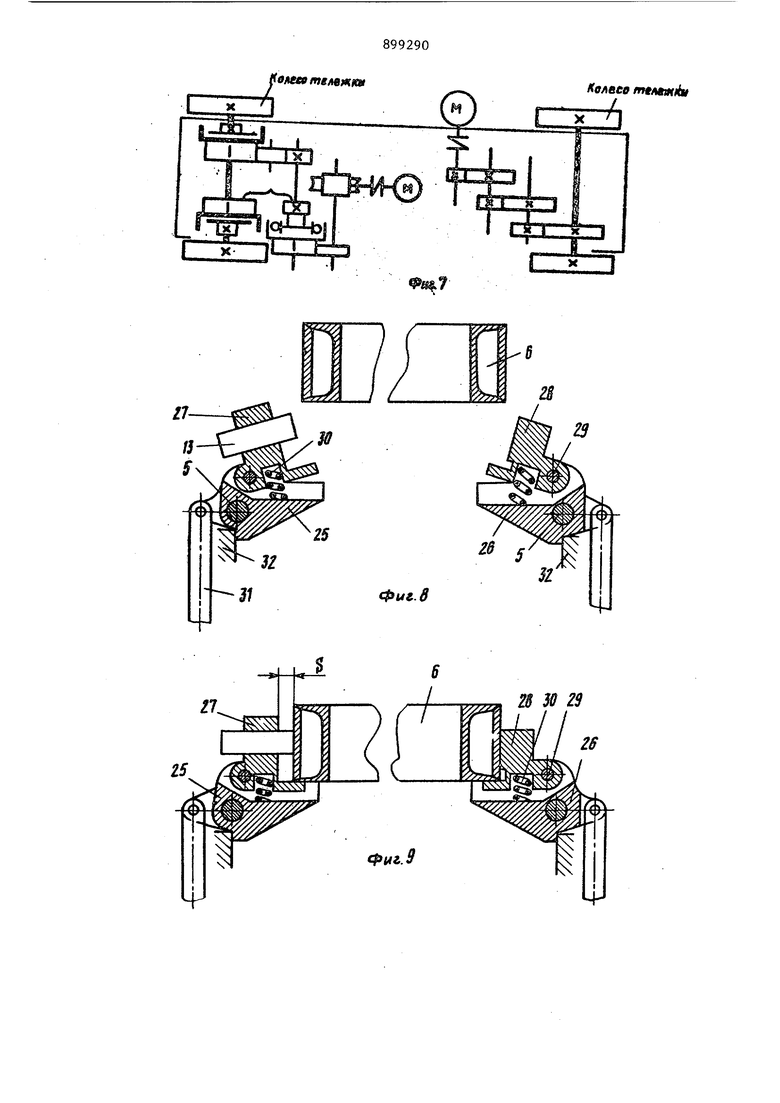
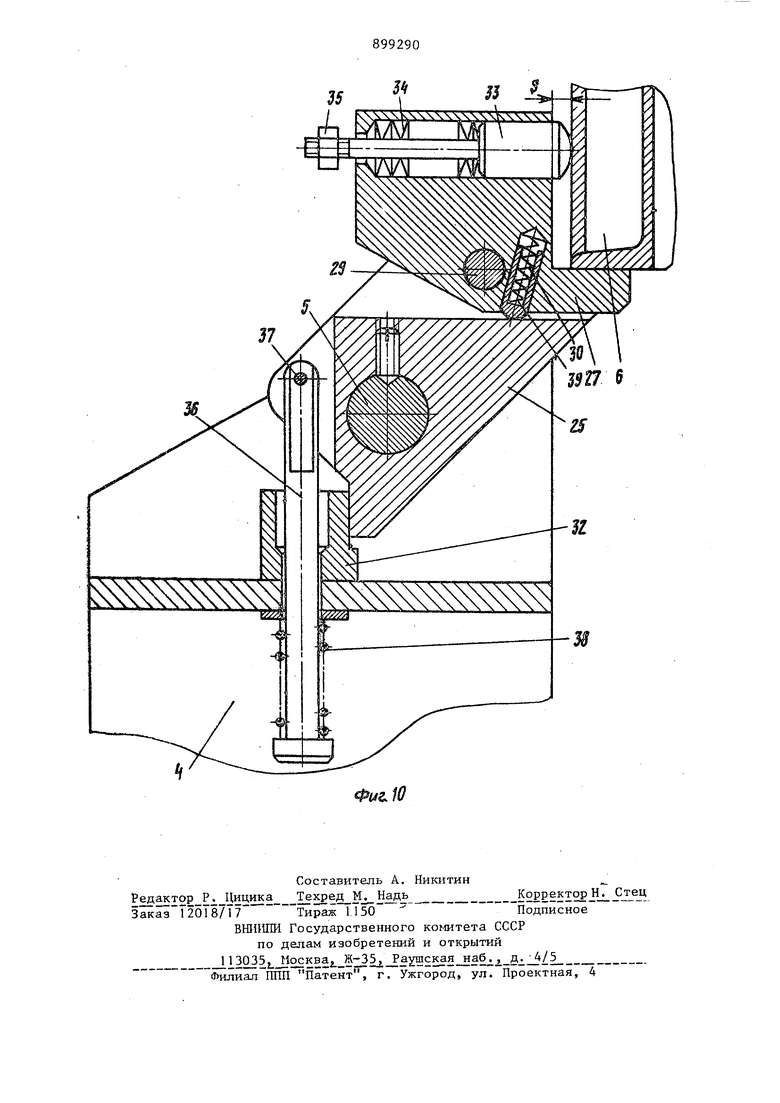
Кроме того, при ориентировании раскройного стола относительно газорежущей машины по другой оси координат (вдоль рельсового пути) происходит смещение раскройного стола отиосч тельно самоходной , (что явля-г ется общим недостатком всех известных линий). В тече(ще цикла перемеще ния раскройного стола с позиции загрузки на позицию резки, с позиции резки на позицию разгрузки и обрат- но, с позитдаи разгрузки на позицию загрузки постепенно накапливается ошибка ориентирования стола по отношению к самоходной тележке, которая ничем не компенсируется и к концу ра бочего дня достигает весьма значител величины. Эта ошибка обусловлена тем, что на всех позициях останов са моходной тележки производится от куртачков, расположенных на ней, хотя Ьущественно важным является 1ше раскройного стола относительно газорезательной маши1П)1, а не положение тележки. Абсолютная величина ука ванной ошибки прямо зависит от скорости тележки в момент команды Стоп Цель изобретения - повышение точности ориентирования листа относительно газорежущей машины. Поставленная цель достигается тем |Что в поточной ЛИ1ШИ, содержащей установленные на фундаменте газорежущи Машины, перемещающуюся вдоль линии самоходнута тележку, раскройные столы с опорами для них, включающие опорные пластины под столы, а также узел фиксации листа относительно газорежу щей машины, на фундаменте линии, на Позиции загрузки закреплены склизыЛовители и узел фиксации листа, выполненный в виде корпуса с подпружиненными скалками, на которых установ лена ползушка, и четырех соединенных попарно роликами рычагов, одна пара которых шарнирно смонтирована на пол , а другая шарнирно - на корпусе, при этом на корпусе закреплены соединенные с приводом тележки бесконтактные выключатели, взаимодействующие с рычагами, установленными на ползушке и соединенными с приводом т лежки, опорные пластины опор под рас кроЙ1ше рамы снабжены приводом поворота, и на них по обе стороны от про дольной оси линии закреплены кулачки причем на кулачках, закрепленных с одной стороны от продольной оси линии , укрел.лены толкатели с гшунжерами, взаимодействующими с раскройным столом. На фиг. 1 изображена поточная.линия, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1 (поперечный разрез линии по позиции загрузки);.на фиг. 4 разрез Б-Б на фиг. 1 (то же, по пози+ ции разгрузки); на фиг. 5 - фиксирующее устройство, вид в плане; на фиГ. 6 - разрез В-В на фиг. 5 ,(то же, попереч1а1й разрез); на фиг. 7 кинематическая схема привода тележки; на фиг. 8 - опора раскройной рамы перед укладкой на нее рамы; на фиг. 9 - то же, с уложенной рамой; на фиг. 10 - конструкция одной из опор. Поточная линия для газовой резки изделий из листа содержит газореза- тельные машины 1, которые перемещаются вдоль линии по штатному рельсовому пути (не показан). В начале линии имеется позиция загрузки (фиг. 3), в конце линии - позиция разгрузки {фиг. 4). На позициях загрузки газорезательных машин и разгрузки имеются комплекты правых опор 2 IT левых опор 3, смонтированных на тумбах 4 и соединенных валами 5. На опорах 2 И 3 устанавливаются раскройные столы 6. В траншее 7 уложен рельсовый путь 8, по которому перемещается самоходная тележка 9, имеющая домкраты 10. На позиции загрузки имеются склизы-ловители 11 и фиксирующее устройство 12. Склизы-ловители 11 представляют собой вертикальные направляющие для траверсы грузоподъемного устройства, несущей лист, подпежащий резке. Расстояние между склизами-ловителями 11 равное L (фиг. З) , равно ширине Tpafверсы грузоподъемного устройства и минимальному нeoбxoдимo Iy зазору устройством и cклизa -Iи-лoвитeлями Опоры 2 и 3 за счет соединяющих их валов (не показаны) под воздействием привода, например гидроцили1щра, могут поворачиваться либо в исходное положение (фиг. 3), в котором они не препятствуют подъему и опускапию сто ла 6, либо в рабочее положение (фиг.4), в котором они удерживают стол 6. Правые опоры 2 имеют толкатель 13, который обеспечивает базирование стола 6 по левым опорам 3, создавая со стороны правых опор 2 зазор 5. Фиксирующее устройство 12 имеет два путевых выключателя, преимущественно бесконтактных. Первый выключатель 14 (фиг. 5) обеспечивает переключение привода самоходной тележки 9 с управления кулачками тележки 58 (не показа 1ы) на управление непосред ственно раскройным столом, ч второй выключатель 15 обеспечивает останов тележки 9. Кулачки тележки и контактные блоки (не показаны), установленные на всех позициях линии, обеспечивают движение с маршевой скоростью (порядка 40 м/нин), переключение с маршевой скорости на установочную скорость (порядка 1 м/мин) и останов тележки на заданной позиции. Раскрой ные столы 6 под воздействием MecTiaix термических нагрузок подвергаются зн чительному короблению, поэтому непосредственное воздействие стола 6 на выключатели 14 и 15 невозможно.Стол при своем движении взаимодействует с роликами 16 и 17, каждый из которых шарнирно смонтирован на двух рычагах 18 и 19, причем передние рычаги 18 шарнирно закреплены на корпуfce. 20 фиксирующего устройства, а зад ие рычаги 19 шарнирио смонтированы на ползушках 21, непосредственно вза имодействующих с выключателями 4 и 15. Ползушки 21 закреплены на скалках 22, возврат которых в исходное положение обеспечивается пружинами 2 Имеется кожух 24, зшдищаю1ций устройство от пыли и грязи. Переключение привода самоходной тележки 9 с маршевой скорости на установочную скорость обеспечивается к робкой скоростей, кинематическая схема которой показана на фиг. 7. Марше вая скорость тележки 9 обеспечиваетс реверсируемым электродвигателем, воз действуюшэим на одну ось тележки через ступенчатый цилиндрический редуктор. Установочная скорость обеспечива ется другим электродвигателем, воздействующим на другую ось тележки. Имеется червячный редуктор, обеспечивающий необходи {ое снижение частоты вращения, после которого стоит обгонная муфта (муфта свободного хода). Поскольку последняя работает только в одну сторону, реверсирование электродвигателя с целью изменения направления движения тележки 9 невозможно, когда тележка движется с установочной скоростью. Поэтому на второй оси тележки установлены две дисковые фрик ционные муфты, одна из которых получает вращение непосредственно,. а другая - через паразитную шестерню. : Опоры 2 и 3 выполнены составными и управляемыми. Каждая из них имеет нижние опорные шьтстины 25 и 26, в 0« пазах которых размещены кулачки 27 и 28, поворотные гокруг осей 29, закрепленных в пластинах 25 и 26. В новоротных кулачках 27, смонтированных н правых опорах 2, размер|аются толкатег ли 13, Кулачки 27 и 28 находятся под воздействием пружин 30, опирающихся на дно пазов, выполненных в пластинах 25 и 26, а последние находятся под воздействием привода, например гидроцилиндра, с которым они соединяются штангами 31. Поворот пластин 25 и 26 ограничен упорами 32, закреплен- ными на тумбах 4. Устройство толкателя 13 показано на фиг. 10. Он состоит из плунжера 33, кo mлeктa жестких пружин 34, например тарельчатых и ограничителя 35. Те опорные пластины, к которым штанги 31 не присоединяются непосредственно, и которые связаны с приводом только валами 5, имеют штоки 36, шарнирно смонтированные в проушинах пластин на осях 37. Указанные штоки 36 обеспечивают поворот пластин 25 и 26 в исходное положение за счет пружин 38, JTO позволяет применить в качестве привода опор 2 и 3 дешевые плунжерный гидроциххиндры. Пружины 30 защищены от поломок стаканами 39. Поточная линия работает следующим образом. Самоходная тележка 9 транспортирует свободный раскройныГ стол 6 на позицию загрузки и поднимает его домкратами 0 выше уровня опор 2 и 3, которые в этом время повернуты в исходное положение и не препятствуют подъему стола 6. После этого опоры 2 и 3 поворачиваются своим приводом до упоров 32 в рабочее положение (фиг.8). Когда домкраты 10 опускают стол 6, OF ЛОЖИ7 гя на нижние языки кулачков 27 и 28 и, сжимая пружины 30, кулачки 27 и 28 поворачиваются вокруг осей 29 до тех пор, пока нижние языки нх не утопятся в пазах пластин 25 и 26, которые примут на себя вес стола 6 за счет опор 32 (фиг. 9). При повороте кулачков 27 и 28 толкатель 13 войдет в соприкосновение с боковой стенкой стола 6, пакет прухшн 34 сожмется и прижмет плунжером 33 стол 6 к кухшчкам 28 левых опор 3, обеспечив между столом 6 и кулачками 27 правых опор 2 зазор S. Такое базирование стола 6 аналогич)1ым образом обсспечивается на всех позициях линии. Траверса 7-8 грузоподъемного устройства укладывает лист на раскройной стол 6, при этом траверса ориентируется склизами ловителями 11 и, следовательно, подлежащий резке лист ориентируется относительно раскройного стола 6 (фиг, 4). После укладки листа на рас кройный стол домкраты 10 поднимают стол 6 вьше уровня опор 2 и 3, а при вод опор и пружины 38 поворачивают опоры 2 и 3 в исходное положение, в koTopoM О1Ш не препятствуют опусканию стола 6. Домкраты 10 опускают стол 6 в нижнее положение (фиг. 1 и фиг. З), в котором он проходит под столами, лежащими на опорах 2 и 3. Следуюрдей операцией является транспортировка стОла с листом на по зицию свободной газорезательной машины. Для этого включается привод те- jo лежки 9, и она по рельсовому пути 8 перемещается на нужную позицию, на подходе к от кулачков, размещенных на тележке привод ее переключается с маршевой скорости на установочную. Сразу после переключения тележка за счет инерции имеет скорость значительно большую, чем установочная ее скорость. В это время механизм, обеспечиваюший установочное движение, защищается от поломки обгонной муфтой, когда же скорость Движения тележки падает, движе1ше ed продолжается за счет электродвигателя меха1шзма установочного движения, который передает вращение на ось тележки через правую или через левую дисковую фрикционную муфту в зависимости от направления движения тележки. Малая установочная скорость движения тележки обеспечивает точную остановку ее от тех же кулачков и те самым обеспечивает точное ориентирование раскройного стола относительно газорезательной машины. Когда тележ1са остановилась на сво бодной позиции газовой резки, опоры и 3 соответствующей позиции поворачи ваются в исходное положение, и домкр ты IО поднимают стол 6 выше уровня опор 2 и 3, после чего опоры 2 и 3 п ворачиваются в рабочее положение (фиг. 8). Домкраты 10 тележки 9 опус кают стол 6, он ложится на опоры 2 и 3, базируясь боковойповерхностью, 3d. счет воздействия толкателей 13 (фиг. 9). Газорезательная машина начинает резку листа по программе или по копирам. Следующей операцией является транспортировка раскройного стола с позиции разгрузки на освободившуюся позицию загрузки. Когда на позиции разгрузки с раскройного стола сняты выгрезанные изделия и стол очищен от отходов, самоходная тележка 9 подходит под лежащий на опорах 2 и 3 стоЛ 6, домкратами 10 поднимает стол выше уровня опор, после чего опоры 2 и 3 поворачиваются в исходное положение. Тогда домкраты 10 опускают стол в нижнее его положение, и тележка 9 по рельсовому пути 8 под раскройными столами, стоящими на позициях резки, транспортирует стол на позицию загрузки. С целью корректировки накапливающейся ошибки расположения уаскройного стола на тележке, на позиции загрузки остановка тележки производится не по положению тележки, а непосредственно по положению стола.Когда стол подходит к позиции загрузки, переключение привода с маршевой скорости на установочную происходит, как обычно, заблаговременно от кулачков, имеющихся на тележке, но при дальнейшем движении тележки и стола, стол воздействует на ролик 16, который, преодолевая усилие пружины 23, утапливается, увеличивая угол раствора между рычагами 18 и 19 и перемещая ползушку 21, Когда срабатывает выключатель 14, тогда в электросхеме привода тележки управление электродвигателем, обеспечиваюшим установоч 1ую скорость, переключается- с управлеН t-шя кулачками тележки на управление выключателем 15. Поэтому, когда при дальнейшем движении тележки и стола, последний воздействует на ролик 17 и, соответственно, срабатывает выключатель 15, привод тележки останавливается. Тогда опоры 2 и 3 поворачива ются в исходное положение, домкраты О поднимают стол 6 выше уровня опор, опоры поворачиваются в рабочее положение, и домкраты 10, опускал с.тол 6, укладывают его на опоры 2 и 3. Такимобразом, производится ориентирование раскройного стола 6 относительно укладьшаемого на него листа, подлелсащего резке. Ориентирование же стола относительно тележки 9 производится после выполнения операции транспортировки стола с вырезанными изделиями от газорезательной машины на позицию разгрузки. Для этого тележка 9 без стола 6 с опущенными домкратами 10 перемещается на позицию той газорезательной мащины, которая закончила резку изде лий из листа. Газорезательная машина отодвигается по штатному рельсовому пути в исходное положение. Домкраты поднимают стол 6 выше уровня опор 2 и 3, опоры поворачиваются в исходное положение. Домкраты Ю опускают стол 6 в нижнее его поло)кение и тран портируют его на позицию разгрузки, где укладывают стол на опоры. На позиции разгрузки начинается сортировка вырезанных изделий, а тележка 9 без стола с опущенньми домкратами возвращается на позицию загрузки.При этом остановка ее на позиции загрузки, естественно, производится от кулачка, размещенного непосредственно на тележке. Вследствие этого, на позиции загрузки в начале операции транспортировки раскройного стола от позиции загрузки к газорезательной машине раскройный стол 6 и тележка 9 оказываются ориентированными относительно позиции загрузки самостоятель но, независимо друг от друга, что сн мает накопившуюся ошибку размещения стола на тележке. Эффективность предлагаемой линии определяется повышением точности ори ентирования разрезаемого листа относительно газорезательной машины. Точ ность достигается системой взаимосвязанных узлов и механизмов, устано ленных в поточную линию. Для повышения точности ориентирования в направлении вдоль рельсов на позиции загрузки останов тележки про изводится по сигналу, вырабатываемому кулачками,расположенными непосредственно на раскройной раме, при помо| и специального механизма, конструкция которого описана. Это позволяет корректировать смещение рамы относительно тележки так, что ошибка взаиморасположения их не накапливается от одного рабочего цикла к другому. Все это позволяет уменьшить запас площади листа по периметру его и повысить коэффициент использования листа на операции газовой резки, поэтому экономический эффект на одну линию с четырьмя газорезательньми машинами в условиях отрасли энергомашиностроения, где часто применяются легированные стали, составит около 120 тыс.руб. Формула изобретения Поточная линия для газовой резки изделий из листа, содержащая установленные на фундаменте газорежущие ма-. шины, перемещающуюся вдоль линии самоходную тележку, раскройные столы с опорами для них, включаюсще опорные пластины под столы, а также узел фиксации листа относительно газорежущей машины, отличающаяся тем, что, с целью повьш1ения точности ориентироваьшя листа относительно газорежущей машины, на фундаменте линии, на позиции загрузки закреплены склизы-ловители и узел фиксации листа, выполненный в виде корпуса с подпружиненными скалками, на которых установлена ползушка, и четырех соединенных лопарно роликами рычагов, одна пара из которых шарнирно смонтирована на ползушке, а другая также шарнирно - на корпусе, при этом на корпусе закреплены соединенные с приводом тележгси, бесконтактные выключатели, взаимодействующие с рычагами, установленными на ползушке и соединенными с приводом тележки, опорные пластины опор под раскройные рамыснабжены приводом поворота, и на них по обе стороны от продольной оси линии закреплены кулачки, причем на кулачках, закрепленных с одной стороны от продольной оси линии, укреплены толкатели с плунжерами, взаимодействующими с раскройным столом. Источники информации,, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 253565, кл. В 23 К 7/02, 18.03.68. 2.Авторское свидетельство СССР № 289877, кл. В 23 К 7/02, 24.11.69. 3.Авторское свидетельство СССР № 659304, кл. В 23 К 7/02, 02.08.76. 4.Авторское свидетельство СССР № 519291, кл. В 23 К 7/02, 26.03.73 (прототип).
п
Фиъ.
и
Фиг,. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для термической резки листа | 1973 |
|
SU519291A1 |
| Поточная линия для газовой резки изделий из листа | 1976 |
|
SU659304A1 |
| Поточная линия для газовой резкииздЕлий из лиСТА | 1979 |
|
SU804274A1 |
| Механизированная линия для раскроя листового проката | 1980 |
|
SU952491A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| Поточная линия для термической резки листа | 1980 |
|
SU903005A1 |
| Механизированная линия для раскроя листового проката | 1980 |
|
SU889327A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ РАСКРОЯ ЛИСТОВОГОПРОКАТА | 1971 |
|
SU289877A1 |
| Поточная линия для термической резки листов | 1986 |
|
SU1391818A1 |
| Поточная линия для непрерывной газовой резки листов | 1983 |
|
SU1148740A2 |
((вмео темпа
11
2S
23
2S Зв 29
26 Колесо mf/utMiiit
ф{4г.10
