Изобретение относится к газоврй резке и может быть использовано при раскрое листового проката в заготовительных цехах сборочно-сварочного производства.
Известна поточная линия для газовой резки 1, содержгицая установленные на фундаменте газорежущие машины/ опорно-подъемное устройство и транспортное устройство.
Эта линия недостаточно производительна.
Известна поточная линия для непрерывной газовой резки листов 2, содержащая рельсовый путь с перемещающимися по нему газорежущими машинами и опорно-подъемное устройство для установки раскройных столов, выполненное в виде системы рычагов и основания, и цепи для пе- ремещения раскройных столов по направляющей .
Эта линия является наиболее близкой к предложенной по технической сущности и достигаемому эффекту.
Недостатком известной поточной линии является сложность конструкции и большая металлоемкость опорно-подъемного устройства и транспортного устройства раскройных столов.
Целью изобретения является упрощение конструкции и снижение металлоемкости опорно-подъемного и транспортного устройств.
Поставленная цель, достигается .тем, что в поточной линии для непрерывной газовой резки листов, содержащей рельсойый путь с перемещающимися по нему газорежущими ма10шинами и опорно-подъемное устройство для установки раскройных столов, выполненное в виде системы рычагов и основания, и цепи для перемещения раскройных столов по направляю15щей, рычаги опорно-подъемного устройства одними своими концами смонтированы на основании, размещены в два ряда по обе стороны от продольной оси линии и другими своими
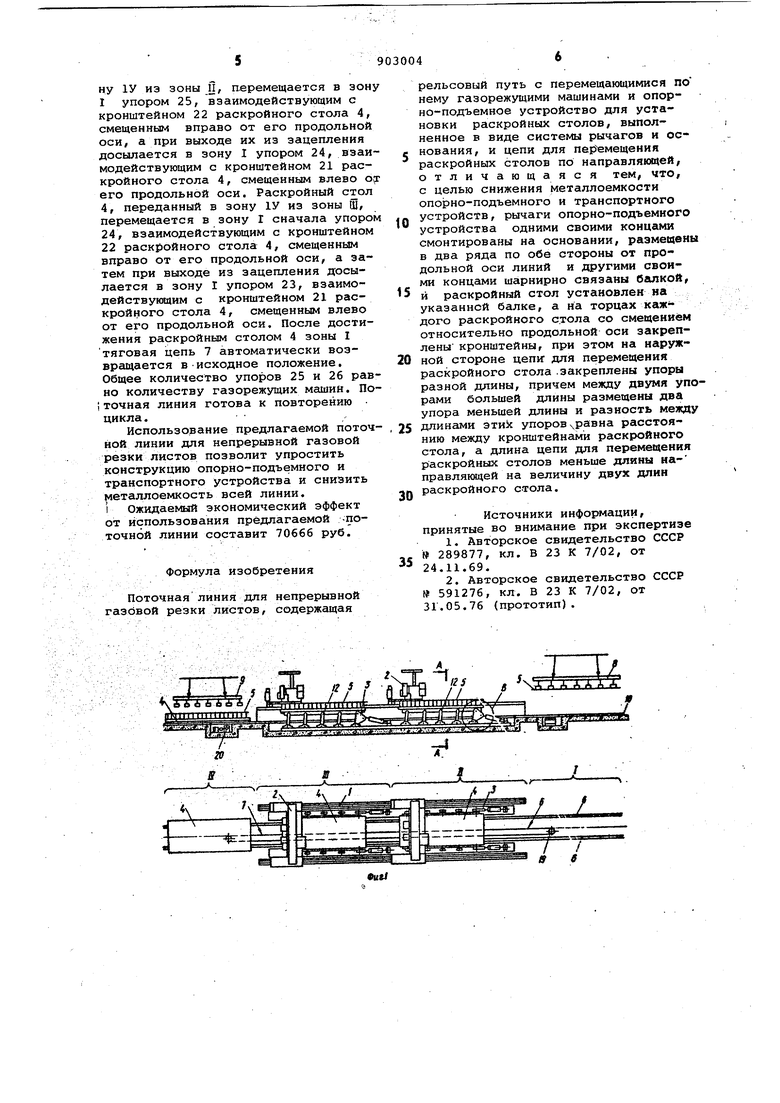
20 концами шарнирно связаны балкой и раскройный стол установлен на указанной балке, а на торцах каждого раскройного стола со смещением относительно продольной оси линии за25креплены кронштейны, при этом на наружной стороне цепи для перемещения раскройного стола закреплены упоры разной длины, причем между двумя упорами большей длины размеще30ны два упора меньшей длины и разность между длинами этих упоров рав на расстоянию между кронштейнами раскройного сто-па, а длина цепи дл перемещения раскройных столов меньше длины направляющей на величину длины раскройного стола. На фиг. 1 схематически изображена предлагаемая поточная линия; на фиг. 2 - разрез А-А на фиг, 1 ; на фиг. 3 - узел Б на фиг. 1; на фиг. 4 - узел В на фиг. 1. Поточная линия содержит рельсовый путь 1 для газорежущих машин 2 опорно-подъемное устройство 3, раскройный стол 4 с листом 5, рельсовы путь 6 для перемещения раскройного стола 4 при помощи бесконечной цепи 7, магнитного Угистоукладчика 8, маг нитного сортировщика 9, размещенных соответственно в зонах загрузки I и разгрузки 1У, и ограничительных упоров 10. На основании 11 смонтированы два параллельных ряда рычагов 12 на осях ,13, связанных шарнирно с жест кой балкой 14, на которых устанавли вается раскройных стол 4 с листом. Гидроцилиндры 15 шарнирно соединены с одним рычагом 12 каждого ряд при помощи осей 16. Рельсовый путь б смонтирован по всей длине линии и по нему на катках 17 перемещаются раскройные столы 4. Приводом для перемещения раскройных столов 4 служит бесконечна цепь 7, приводная звездочка 18, неприводная звездочка 19 и электропривод 20. Для ориентации раскройно го стола 4 при движении катки 17 выполнены с ребордами. На каждом раскройном столе 4 с торцов закреплены кронштейны 21 и смещенные от его продольной оси вправо и влево. Бесконечная цепь 7 снабжена упорами разной длины. При этом, упоры расположены с наружной стрроны цепи и между двумя упорами 23 и 24 большей длины расположены упоры 25 и 26, длина которых меньш первых на величину смещения Я одн именных сторон кронштейнов 21 и 22 Поточная линия работает следующим образом. На раскройный стол 4 магнитным листоукладч.иком 8 подают лист. Сто 4 вместе с листом по рельсовому пу ти 6 упором бесконечной цепи 7 досылается под любую газорежущую машину. По команде с пульта управле ния включается опорно-подъемное ус ройство. Шток гидроцилиндра 15, вт гиваясь/ поворачивает вокруг осей 13 рычаги 12 с жесткой балкой 14, поднимая тем самым раскройный стол с листом под газорежущую машину. Аналогичным образом загружается вт рая газорежущая и все последующие машины. Процесс газовой резки иде непрерывно, так как разность высот между плоскостью, проходящей через нижние точки катков 17 поднятого раскройного стола и рельсовым путем 6, обеспечивает проход других раскройных столов под столами, поднятыми под резаки газорежущих машин 2. Во время процесса газовой резки машинами запасной раскройный стол 4 после разгрузки передается по релысовому пути б упорами бесконечной цепи 7 в зону 1 загрузки, где на него загружается лист 5. После окончания процесса резки одной из газорежущих машин 2, расположенной в зоне П или Ш, раскройный цтол 4 с нарезаемым на дета:ли листом 5 по команде с пульта управления опорноподъемным устройством 3 опускается на рельсовый путь б. Включается электропривод 20 бесконечной цепи 7 и производится перемещение раскройного стола с листом 5 из зоны I в зону и или Ш, а раскройного стола 4 с листом 5, порезанным на детали из зоны И или Щ в зону 1У. При этом перемещение раскройного стола 4 с листом производится упорами 23,взаимодействующим с кронштейном 21 раскройного стола 4, смещенным влево, от его продольной оси. Перемещение раскройного стола 4 с листом, порезанным на детали, производится упорами 25 (при перемещении из зоны у в зону 1У) или упорами 26 (при перемещении из зоны Ш в зону 1У), взаимодействукяиими с кронштейном 22 раскройного стола 4, смещенньм вправо от его продольной оси. Раскройный стол 4 с листом, порезанным на детали, перемещаемый из зоны И в зону 1У упором 25 в момент достижения раскройным столом 4 с листом зоны П останавливается и после подъема последнего опорноподъемным устройством 3 в зону резки досылается упором 25 в зону 1У. Раскройный стол 4с листом, порезанным на детали, перемещаемый из. зоны Ш в зону 1У,упором 26 достигает зоны 1У в момент,когда раскройный стол 4 с листом достигает зоны . Это достигается тем, что упор 25 совершает холостое движение на расстоянии, равном разности пройденных путей раскройных столов 4 из своих начальных зон (для одно- . го - зона If для другого - зона П) и конечные зоны (для одного - зона т, для другого зона 1У). После разгрузки раскройного стола 4 в зоне 1У по команде с пульта управления включается электропривод 20 бесконечной цепи 7 и производится переметение свободно1о раскройного стола 4 из зоны 1У в зону I. При этом раскройный стол 4, переданный в зону 1У из зоны П, перемещается в зо I упором 25, взаимодействующим с кронштейном 22 раскройного стола 4 смещенным вправо от его продольной оси, а при выходе их из зацепления досылается в зону 1 упором 24, взаи модействующим с кронштейном 21 раскройного стола 4, смещенным влево о его продольной оси. Раскройный стол 4, переданный в зону 1У из зоны Ш, перемещается в зону I сначала упоро 24, взаимодействующим с кронштейном 22 раскройного стола 4, смещенным вправо от его продольной оси, а затем при выходе из зацепления досылается в зону 1 упором 23, взаимодействующим с кронштейном 21 раскройного стола 4, смещенным влево от его продольной оси. После достижения раскройным столом 4 зоны I тяговая цепь 7 автоматически возвращается в исходное положение. Общее количество упоров 25 и 26 рав но количеству газорежущих машин. По i точная линия готова к повторению цикла. Использование предлагаемой поточ ной линии для непрерывной газовой резки листов позволит упростить конструкцию опорно-подъемного и транспортного устройства и снизить 11еталлоемкость всей линии. i Ожидаемый экономический эффект от использования предлагаемой -поточной линии составит 70666 руб. Формула изобретения Поточная линия для непрерывной газсэвой резки листов, содержащая рельсовый путь с перемещающимися по нему газорежущими машинами и опорно-подъемное устройство для установки раскройных столов, выполненное в виде системы рычагов и основания, и цепи для перемещения раскройных столов по направляющей, отличающаяся тем, что, с целью снижения металлоемкости опорно-подъемного и транспортного устройств, рычаги опорно-подъемного устройства одними своими концами смонтированы на основании, размещены в два ряда по обе стороны от продольной оси линий и другими своими концами шарнирно связаны бгшкой, и раскройный стол установлен на указанной балке, а на торцах каждого раскройного с.тола со смещением относительно продольной оси закреплены кронштейны, при этом на наружной стороне цепи для перемещения раскройного стола .закреплены упоры разной длины, причем между двумя упорами большей длины размещены два упора меньшей длины и разность между длинами этиk упоровхравна расстоянию между кронштейнами раскройного стола, а длина цепи для перемещения раскройных столов меньше длины направляющей на величину двух длин раскройного стола. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 289877, кл. В 23 К 7/02, от 24.11.69. 2.Авторское свидетельство СССР № 591276, кл, В 23 К 7/02, от 31.05.76 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для непрерывной газовой резки листов | 1983 |
|
SU1148740A2 |
| Поточная линия для непрерывной газовой резки листов | 1983 |
|
SU1139590A1 |
| Поточная линия для термической резки листов | 1986 |
|
SU1391818A1 |
| Поточная линия для непрерывной газовой резки листов | 1976 |
|
SU591276A1 |
| Поточная линия для термической резки листа | 1973 |
|
SU519291A1 |
| Поточная линия для газовой резки изделий из листа | 1980 |
|
SU899290A1 |
| Поточная линия для термической резки листов | 1990 |
|
SU1738518A1 |
| Поточная линия для термической резки листа | 1980 |
|
SU903005A1 |
| Поточная линия для газовой резки изделий из листа | 1976 |
|
SU659304A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |

, .ТТТ
А л л А А Л А . --FH- T f . i... ..-0.. .--. ...-
Я Д А Д.Д
Й-. 7 A/ Фиг.1 В16
Фu.г. L/LK r, . / I 1-tt.-,-. .a . .«p..-.. ..
