Изобретение относится к станкам для полировки н образования отверстий долблением в заготовках и деталях из твердых минералов и снлавов с шрименением вибрирования с ультразвуковой частотой, направленного вдоль продольной оси рабочего органа, например иглы.
В известных такого рода станках вибрационное движение обычно передается на рабочий орган, который поджат к обрабатываемому предмету усилием нерегулируемой величины, что часто приводит к поломкам рабочего органа при малых поперечных размерах последнего и, таким образом, на таких станках не обеспечивается возможность изготовления отверстий с поперечными размерами до 0,05 м.м
В предлагаемом станке этот недостаток устранен тем, что вибрационное движение с ультразвуковой частотой придано оправке с укрепленной на ней заготовкой или деталью; сама оправка выполнена с бортами для удерживания абразивной эмульсии в количестве, достаточном для полного погружения в пее обрабатываемой заготовки или детали, а рабочий орган поджат к заготовке или детали при помощи устройства, обеспечивающего постоянство величины силы нажатия органа на заготовку или деталь и возможность регулирования этой величины.
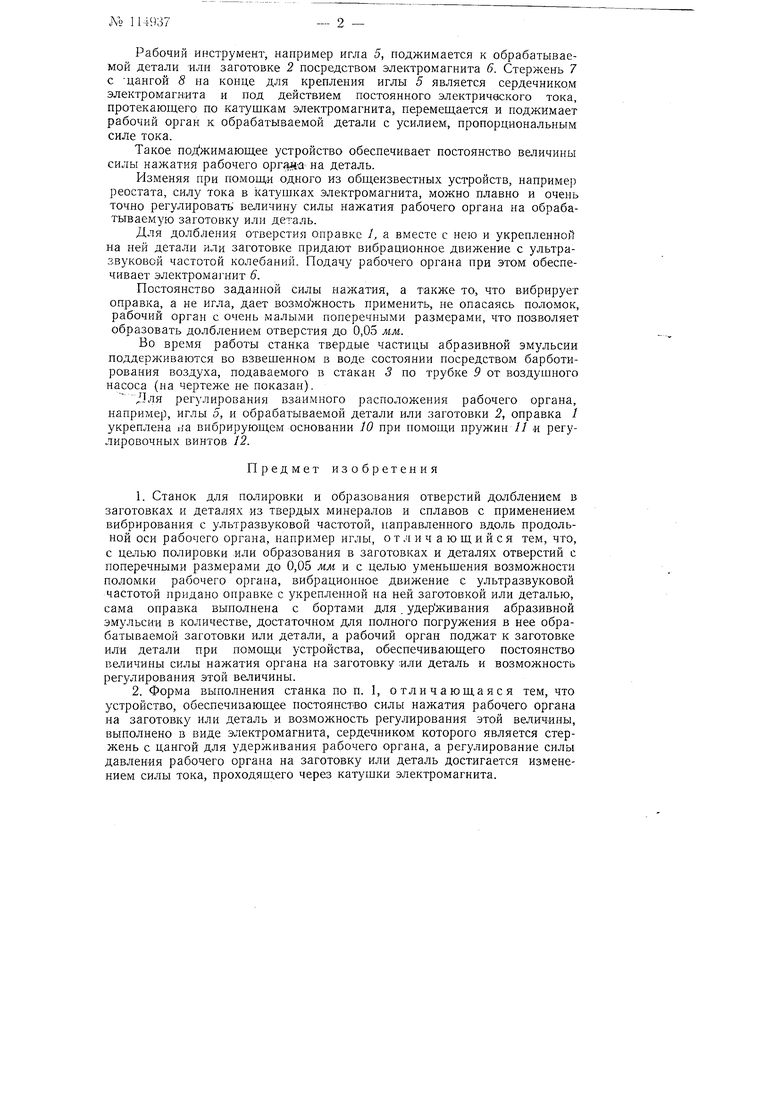
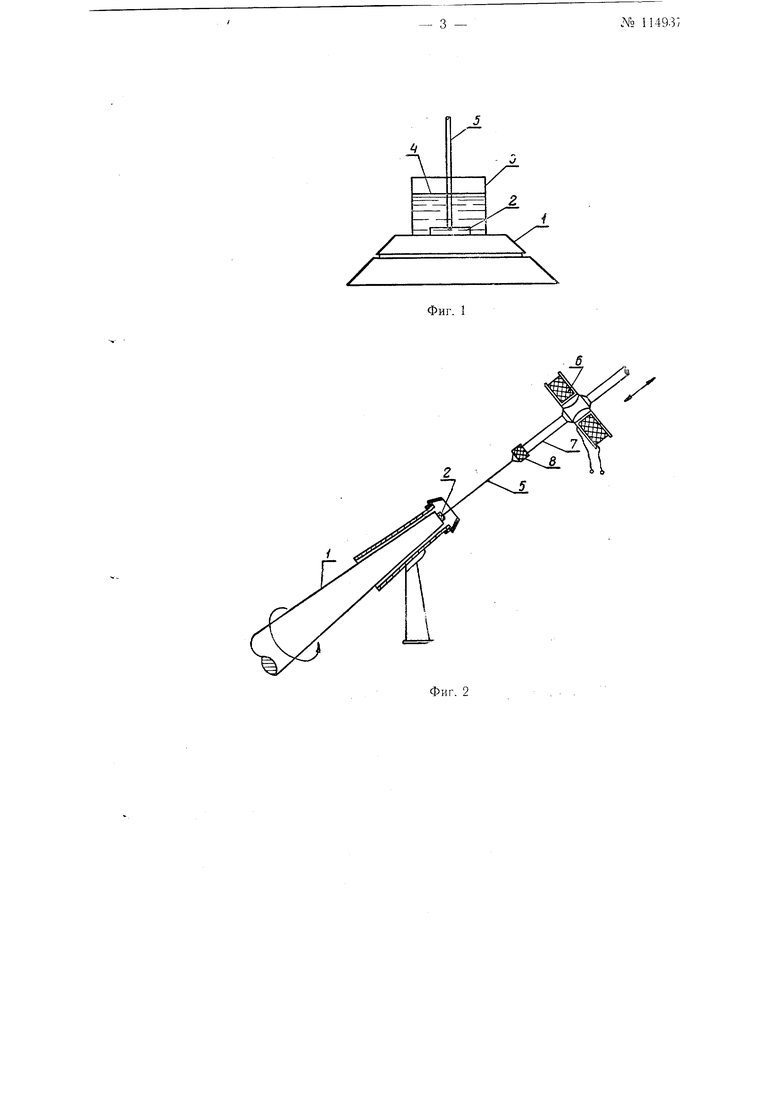
На фиг. 1 показано взаимное расположение рабочего инструмента и обрабатываемой детали или заготовки в процессе образования отверстия; на фиг. 2 - вариант с наклонным положением рабочего инструмента; на фиг. 3 - вариант с регулировочным приспособлением для оправки.
Вокруг средней части оправки I, предназначенной для крепления обрабатываемой детали или заготовки 2, сделан борт в виде стакана , удерживающий абразивную эмульсию 4.
В качестве абразивной эмульсии может быть применена смесь алмазного порошка с водой. Абразивной эмульсии в стакане 3 должно быть столько, чтобы обрабатываемая деталь или заготовка была погружена в нее полностью.
ЛЬ 114937-- 2 -Рабочий инструмент, например игла 5, поджимается к обрабатываемой детали или заготовке 2 посредством электромагнита 6. Стержень 7 с -цангой 8 на конце для крепления иглы 5 является сердечником электромагнита и под действием постоянного электрического тока, протекающего по катушкам электромагнита, перемещается и поджимает рабочий орган к обрабатываемой детали с усилием, пропорциональным силе тока.
Такое поджимающее устройство обеспечивает постоянство величины силы нажатия рабочего на деталь.
Изменяя при помощи одного из общеизвестных устройств, например реостата, силу тока в катушках электромагнита, можно плавно и очень точно регулировать величину силы нажатия рабочего органа на обрабатываемую заготовку или деталь.
Для долбления отверстия олравке /, а вместе с нею и укрепленной на ней детали или заготовке придают вибрационное движение с ультразвуковой частотой колебаний. Подачу рабочего органа при этом обеспечивает электромагнит 6.
Постоянство заданной силы нажатия, а также то, что вибрирует оправка, а не игла, дает возможность применить, не опасаясь поломок, рабочий орган с очень малььми поперечными размерами, что позволяет образовать долблением отверстия до 0,05 мм.
Во время работы станка твердые частицы абразивной эмульсии поддерживаются во взвешенном в воде состоянии посредством барботирования воздуха, подаваемого в стакан 3 по трубке 9 от воздушного насоса (на чертеже не показан).
Для регулирования взаимного расположения рабочего органа, например, иглы 5, и обрабатываемой детали или заготовки 2, оправка / укреплена на вибрирующем основании 10 при помощи пружин // и регулировочных винтов 12.
Предмет изобретения
1. Станок для полировки и образования отверстий долблением в заготовках и деталях из твердых минералов и сплавов с применением вибрирования с ультразвуковой частотой, направленного вдоль продольной оси рабочего органа, например иглы, отличающийся тем, что, с целью полировки или образования в заготовках и деталях отверстий с поперечными размерами до 0,05 мм и с целью уменьшения возможности поломки рабочего органа, вибрационное движение с ультразвуковой частотой придано оправке с укрепленной на ней заготовкой или деталью, сама оправка выполнена с бортами для удерживания абразивной эмульсии в количестве, достаточном для полного погружения в нее обрабатываемой заготовки или детали, а рабочий орган поджат к заготовке или детали при помощи устройства, обеспечивающего постоянство величины силы нажатия органа на заготовку или деталь и возможность регулирования этой величины.
2. Форма выполнения станка по п. 1, отличающаяся тем, что устройство, обеспечивающее постоянство силы нажатия рабочего органа на заготовку или деталь и возможность регулирования этой величины, выполнено в виде электромагнита, сердечником которого является стержень с цангой для удерживания рабочего органа, а регулирование силы давления рабочего органа на заготовку или деталь достигается изменением силы тока, проходящего через катушки электромагнита.
г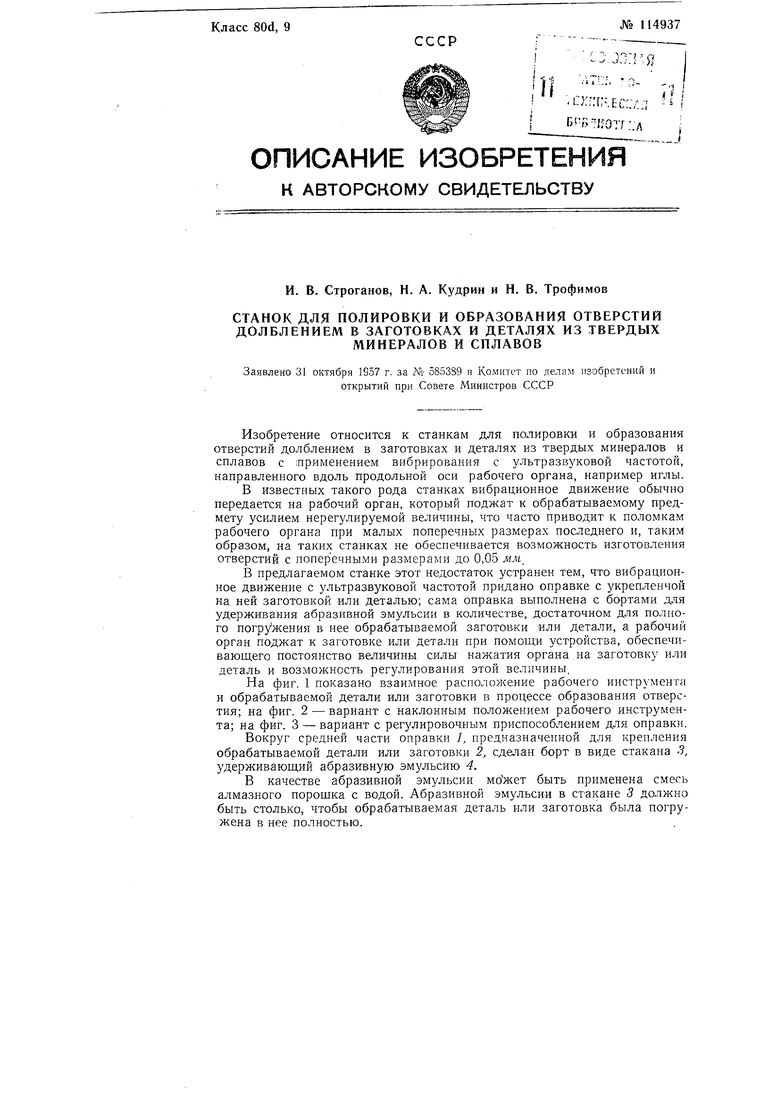
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПОЛИРОВКИ И ОБРАЗОВАНИЯ ОТВЕРСТИЙ | 1961 |
|
SU139979A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2010 |
|
RU2492032C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ БЕЗАБРАЗИВНОЙ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 1998 |
|
RU2127658C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
Г 7
