Изобретение относится к машиностроению, в частности к способу ультразвуковой безабразивной обработки поверхностей сложного профиля, который позволяет увеличить твердость, уменьшить шероховатость, коэффициент трения, и может быть использован в автомобильной, тракторной промышленности, приборостроении и других областях науки и техники с целью повышения качества поверхностей сложной формы.
Известен способ ультразвукового микрофиниширования цилиндрических поверхностей, в котором обработку осуществляют инструментом, выполненным в виде двух абразивных брусков. Способ не позволяет обрабатывать поверхности сложной формы - в конструкции рабочего инструмента не предусмотрено перемещение по поверхности сложной формы в виду отсутствия степени свободы.
Наиболее близким является способ ультразвуковой безабразивной полировки поверхностей, по которому процесс обработки поверхностей производится инструментом с изгибными колебаниями под углом β в направлении обработки поверхности, но он не обеспечивает полировку на поверхностях сложной формы. В указанном способе не реализуется перемещение рабочей поверхности инструмента по поверхностям сложной формы (полусфера, конус, бурт и т.п.), т.к. он закреплен жестко и позволяет обрабатывать преимущественно плоские поверхности изделий и получать шероховатость с заданным профилем.
Технической задачей является повышение производительности труда за счет автоматизации процесса, повышение качества обрабатываемой поверхности сложной формы за счет уменьшения шероховатости, коэффициента трения, увеличения твердости путем ультразвукового воздействия.
Техническая задача решается предлагаемым способом безабразивной ультразвуковой финишной обработки поверхностей согласно изобретению. Процесс обработки поверхностей сложной формы осуществляют с вращательной степенью свободы относительно оси закрепления, со смещением ω на угол δ ± 45o относительно оси вращения детали X.
На фиг. 1 - схема ультразвуковой безабразивной полировки предлагаемого способа при условии; Py'=Ny', δ = 0 (изображено в статическом состоянии). Ny - реакция опоры.
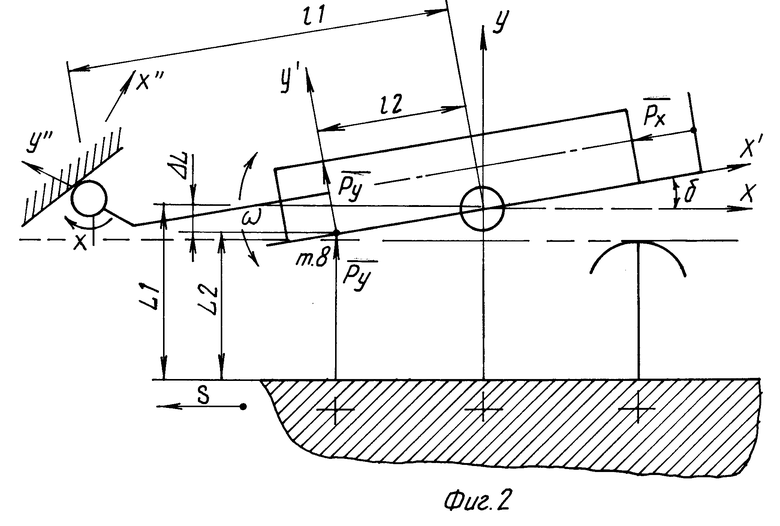
На фиг. 2 - принципиальная схема ультразвуковой безабразивной полировки предлагаемого способа при условии; Py′ ≠ 0, Ny′ = 0, δ > 0 (изображено в процессе обработки поверхности конуса).
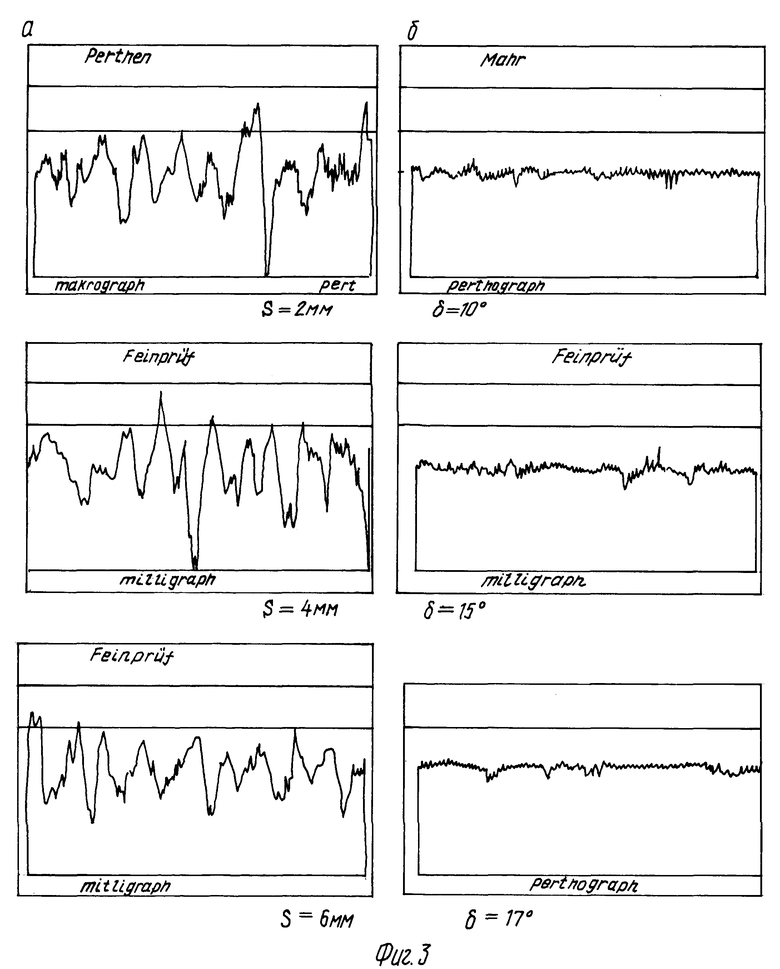
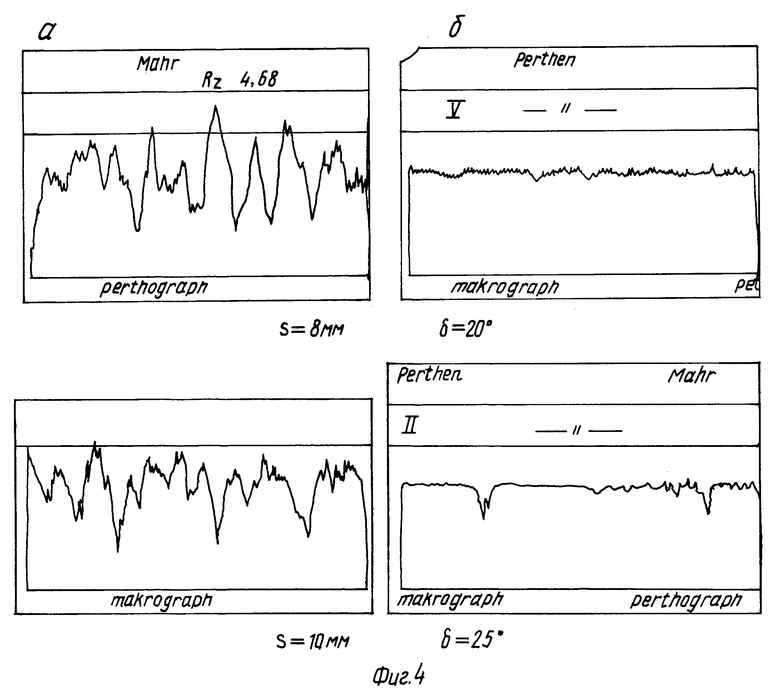
На фиг. 3 (а, б) и 4 (а, б) - профилограммы поверхности обрабатываемой детали "Наконечник штанги толкателя":
а) механическая обработка твердосплавной пластиной фирмы "МАПАЛ" - Германия;
б) ультразвуковая обработка при поворотах оси X':
δ = 10o, (на расстоянии S=2 мм от края торца детали); δ = 15o, (S=4 мм); δ = 17o, (S=6 мм); δ = 20o, (S=8 мм); δ = 25o, (S=10 мм).
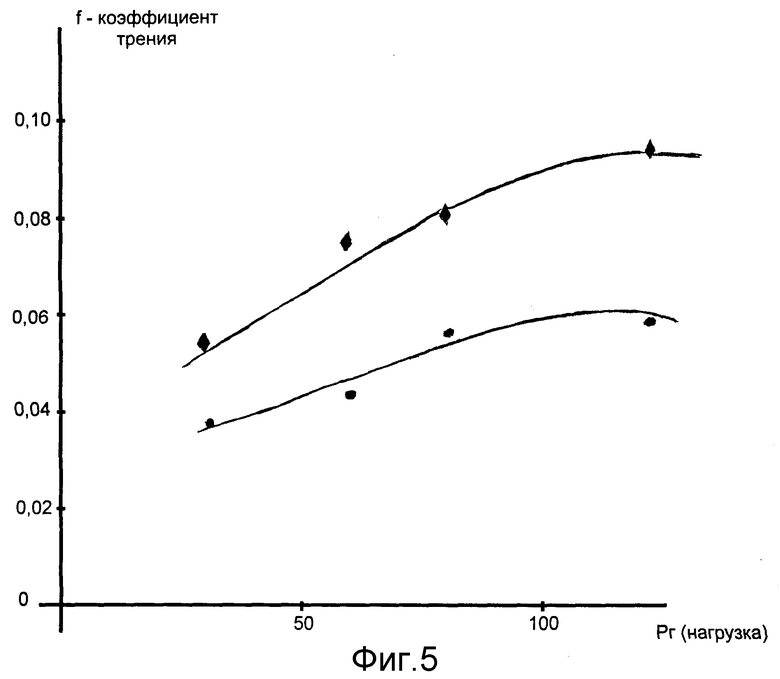
На фиг. 5 - кривая зависимости коэффициента трения:  после механической обработки поверхности твердосплавной пластиной фирмы "МАПАЛ" - Германия; • - после обработки ультразвуком:
после механической обработки поверхности твердосплавной пластиной фирмы "МАПАЛ" - Германия; • - после обработки ультразвуком:
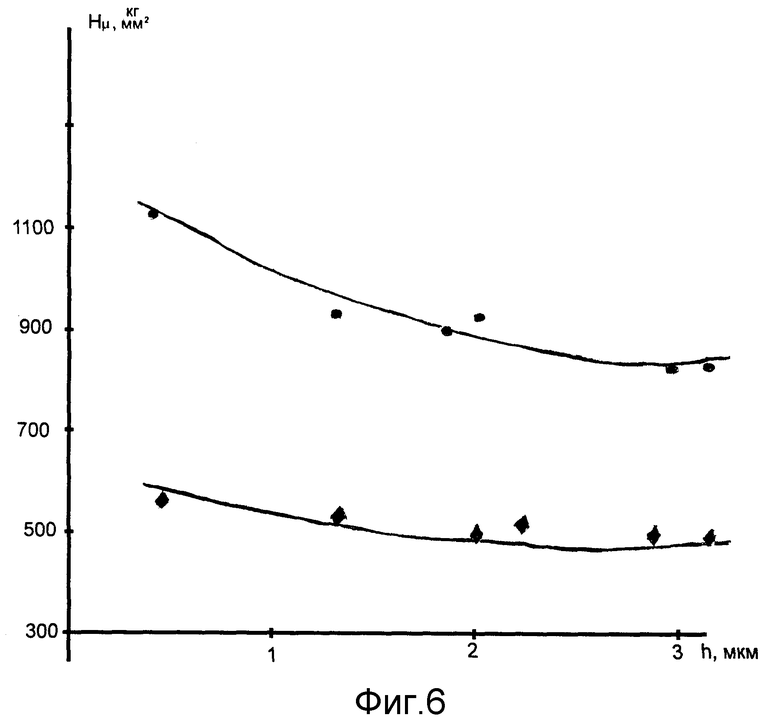
На фиг. 6 - кривая зависимости микротвердости:  после механической обработки поверхности твердосплавной пластиной фирмы "МАПАЛ" - Германия; • - после обработки ультразвуком:
после механической обработки поверхности твердосплавной пластиной фирмы "МАПАЛ" - Германия; • - после обработки ультразвуком:
Акустическая система состоит: акустический инструмент (2) со сферической или цилиндрической формой наконечника (1), навинченный на торец ультразвукового волновода (3), который соединен с магнитострикционным преобразователем (5). Магнитострикционный преобразователь (5) закреплен с корпусе акустической системы (4), которая соединена с ультразвуковым генератором (не показан). Регулирование усилия демпфирующим элементом Пу и фиксацию начального угла δ оси X' осуществляют регулирующим упором (11) между корпусом акустической системы (4) и державкой (13).
При расчете действующих сил пренебрегают силой трения Fтр<<PF, где: PF - сила, двигающая инструмент (2) вдоль поверхности обрабатываемой детали (9) в направлении SR приводит с учетом допущений к приближенному равенству сил P''y≈P''n, где
P''y - результирующая сил, действующих на поверхность детали (9),
P''n - рабочее усилие прижима инструмент-деталь.
Для создания рабочего усилия прижима P''n рабочей поверхности инструмента (1) к обрабатываемой поверхности детали (9) служат демпфирующие элементы Пx, Пy, Пx - между корпусом (6) магнитострикционного преобразователя и корпусом (4) акустической системы, Пy - между державкой (13) и корпусом акустической системы (4). При обработке сложной поверхности происходит смещение элемента Пy на ΔL = L1-L2 появляется момент силы: Py•l2, где
Py - вертикальная составляющая силы элемента Пy,
l2 - плечо от оси закрепления (12) акустической системы до т. B - точка приложения силы элемента Пy, который в свою очередь создает вращательную степень свободы со смещением ω оси X' акустической системы на определенный угол δ относительно оси X.
Демпфирующие элементы Пx и Пy могут быть выполнены в виде пружины, пневматических, гидравлических и т.п.
Рабочее усилие прижима - Pn'', равное реакции PN'' - деталь - инструмент определяют соотношением
где P' = Py'(l2/l1);
P' - величина силы по Y'',
Py' - величина вертикальной составляющей по Y',
l1 - плечо от оси закрепления (12) акустической системы до контакта рабочего инструмента в т. A с обрабатываемой поверхностью (9),
l2 - плечо от оси закрепления (12) акустической системы до приложения силы элемента Пy в т. В,
Px' - величина горизонтальной составляющей по оси X''.
Рабочий инструмент (2) соединяют с магнитострикционным преобразователем (5) через волновод (3), ось Y'' которого под углом θ относительно оси акустической системы X'. Регулирующим упором (11) фиксируют усилие элемента Пy, а стопорной гайкой (8) - усилие элемента Пx вдоль оси X'. Затем ему сообщают ультразвуковые колебания, которые являются рабочим движением с частотой f= 22,5 кГц, и мощность до W=300 Вт, подводят к обрабатываемой поверхности вращающейся детали (10), поджимают с рабочим усилием прижима Pn''= 10 - 15 кг, включают подачу Sx и обрабатывают поверхность в направлении Sr= Sx+Sy.
Для конических и плавно-кривых поверхностей применяют сферическую форму наконечника с радиусом R≤1/3 минимального диаметра обрабатываемой гладко-кривой поверхности (установлено практикой).
Практикой определено, что величина смещения ω на угол δ от -45o до +45o наклона оси X' акустической системы к оси X вращения детали в процессе обработки существенно не влияет на качество обрабатываемой поверхности, при этом изменение рабочего усилия прижима не более 3 кг незначительно отражается на качестве поверхности деталей и остается в диапазоне предела пластичности обрабатываемого материала.
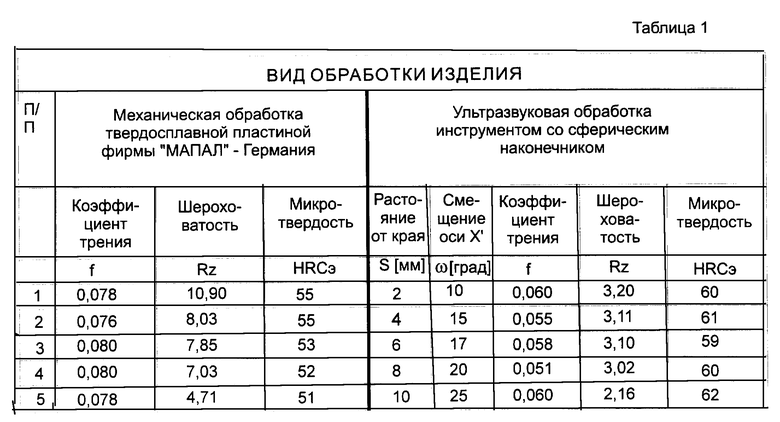
Используя предлагаемый способ, можно обрабатывать как наружные, так и внутренние сложные поверхности - конус, сфера, уступ. Способ ультразвуковой обработки сложных поверхностей (конус 5x45o, полусфера R5+0,048 c Rz 3,2) осуществляли на детали из материала Ст. 35 после закалки током высокой частоты - изделие автомобильной промышленности - "Наконечник штанги толкателя", исходная поверхность которой была получена после механической обработки твердосплавной пластиной фирмы "МАПАЛ"-Германия с шероховатостью Rz 4,68-10,9 мкм на этом же образце, определяют коэффициент трения, микротвердость, шероховатость и углы наклона δ оси акустической системы - X'.
Ультразвуковую обработку осуществляют инструментом - сферой радиусом 3 мм, ось Y'' которого под углом θ = 110o к оси акустической системы X', максимальное смещение ω при этом происходит на угол δ = 25o.
Режим обработки:
Ультразвуковая частота, кГц - 21,5
Скорость вращения обрабатываемой заготовки, м/с - 0,40
Сила прижима инструмента к заготовке, кг - 15 - 20
Время обработки, с - 10
Шероховатость поверхности после ультразвуковой обработки уменьшилась с Rz=4,68-10,9 мкм (при обработке по известному способу) до Rz2,16-3,2 мкм.
Результат опытных работ представлен в таблице.
Например, при обработке конусных поверхностей под углом γ = 30o, происходит смещение ω оси X' на угол δ = 10o, а изменение рабочего усилия прижима Pn'' составляет не более 3 кг.
Рабочий инструмент (2) по отношению к вибрирующему волноводу (3) является балкой, с одной стороны связанной с источником колебания, с другой - с обрабатываемой поверхностью (9). На форму колебаний рабочий поверхности оказывает существенное влияние центр масс инструмента.
В зависимости от угла θ и соотношением масс m и M поверхность рабочего инструмента совершает колебательные движения, близкие к круговой поляризации χ, что способствует скольжению рабочей поверхности инструмента по поверхности сложного профиля.
В целях расширения технологических возможностей предлагаемого способа контактная поверхность рабочего инструмента выполняется из материала, твердость которого больше твердости обрабатываемого материала, а величина шероховатости равна или меньше величины шероховатости, требуемой после ультразвуковой обработки.
Ультразвуковая обработка обеспечивает: автоматизацию процесса, повышение качества поверхности сложной формы - уменьшение величины шероховатости на 2 - 3 класса, увеличение твердости приповерхностного слоя и уменьшение коэффициента трения. В ряде случаев исключает операцию шлифования, хонингования и т.п., повышает точность изготовления за счет исключения перестановок заготовок с одного станка на другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 1998 |
|
RU2147504C1 |
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| Способ ультразвуковой безабразивной обработки | 1982 |
|
SU1278182A1 |
| СПОСОБ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ИСКУССТВЕННО ВЫРАЩЕННОГО МОНОКРИСТАЛЛА НА ОСНОВЕ АЛЬФА-AlO | 2014 |
|
RU2585885C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСЕВАЮЩЕГО ДИСКА ДЛЯ ПНЕВМАТИЧЕСКОГО ВЫСЕВАЮЩЕГО АППАРАТА | 2012 |
|
RU2510318C2 |
| Способ чистовой обработки детали | 1989 |
|
SU1703417A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2423214C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2372419C1 |
| Способ ультразвуковой безабразивной обработки поверхностей | 1991 |
|
SU1821342A1 |
| Способ безабразивной полировки поверхностей | 1974 |
|
SU546463A1 |
Изобретение относится к машиностроению, в частности к способу безабразивной ультразвуковой обработки поверхностей сложного профиля, и может быть использовано в автомобильной, тракторной промышленности, приборостроении и других областях науки и техники для повышения качества поверхности (конус, цилиндр, сфера, бурты). Процесс обработки поверхности производят при условии перемещения рабочей поверхности акустического инструмента, установленного под углом θ = 110o к оси акустической системы, сканируя по всем точкам поверхности сложного профиля обрабатываемого материала. Деталь вращают в процессе обработки. Акустическая система закреплена с возможностью поворота относительно оси закрепления. Угол смещения оси акустической системы относительно оси вращения детали составляет ± 45o. Такой способ обработки позволяет обеспечить повышение производительности труда за счет автоматизации процесса, повышение качества поверхностей сложной формы за счет уменьшения шероховатости, уменьшения коэффициента трения и увеличения твердости путем ультразвукового воздействия. 1 табл., 6 ил.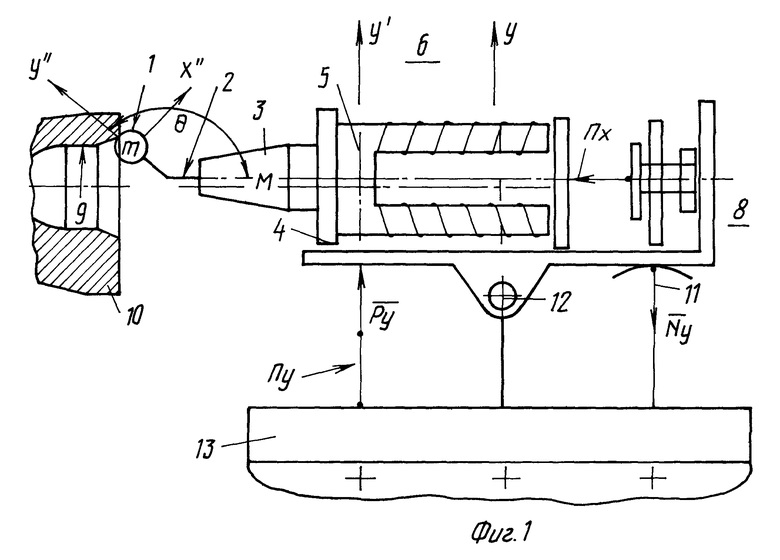
Способ безабразивной ультразвуковой финишной обработки поверхностей, при котором рабочую поверхность инструмента, соединенного с акустической системой, прижимают к обрабатываемой поверхности детали, а инструменту сообщают изгибные колебания и располагают его под углом в направлении обработки поверхности, отличающийся тем, что при обработке деталей с поверхностями сложной формы деталям сообщают вращательное движение, а акустическую систему закрепляют с возможностью поворота относительно оси ее закрепления и с возможностью смещения оси акустической системы на угол ±45o относительно оси вращения детали.
| Способ ультразвуковой безабразивной обработки | 1982 |
|
SU1278182A1 |
| СПОСОБ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ВТУЛОК | 1995 |
|
RU2089370C1 |
| Устройство для нанесения и упрочнения покрытий на винтовых поверхностях металлических заготовок | 1982 |
|
SU1098963A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СОСУЛЕК С КРЫШ ЗДАНИЙ | 2010 |
|
RU2447246C1 |
| САМОКАТ | 2012 |
|
RU2613651C2 |
| US 4343111 A, 10.08.82 | |||
| US 4934103 A, 19.06.90 | |||
| Навесной асфальтоукладчик | 1982 |
|
SU1143789A1 |
| Глазурь | 1977 |
|
SU749805A1 |
