Изобретение относится к оборудованию для производства строительных изделий, в частности, силикатного кирпича.
Известна конструкция пустотообразователя, в которой пуансоны внедряются в пресс-форму сверху на позиции прессования 1.
Однако эта конструкция не получила распространения по причине частого создания аварийных ситуаций, в связи с заклиниванием пуансонов во втулках верхней плиты, в которую неизбежно вносится силикатная масса. Кроме того, такая конструкция устройства сложная, поскольку необходимо обеспечить надежный и синхронный с работой прессующего механизма ввод и вывод пуансонов.
Наиболее близким техническим решением к предлагаемому является пустотоббразующее устройство, в котором жесткое закрепление пуансонов производится непосредственно на штампах 2.
Однако при такой конструкции пустотообразователя не удается получить качественный кирпич в связи с неизбежной его разноплотностью. В зонах над пуансонами масса будет перепрессована, на остальной плошади - недопрессована. Придание пуансонам конусности и обтекаемости не приводит к существенному уменьшению разноплотности из-за чрезвычайно низкой поперечной подвижности силиканой массы. Кроме того, наличие жестко закрепленных пуансонов значительно увеличивает поверхность сцепления штампов с кирпичом-сырцом что ведет к разрушению сырца.
Цель изобретения - улучшение качества прессуемых пустотных изделий и повышение надежности работы пустообразующего устройства.
Поставленная цель достигается тем, что в пустотообразующем устройстве пресса полусухого прессования, содержащем подвижные штампы с неподвижно закрепленленными на них пуансонами и верхние облицовочные пластины, подвижные штампы снабжены ограничительно-направляющими элемейтами для верхних облицовочных пластин, пружинами и уплотнительными прокладками, при этом облицовочные пластины установлены с возможностью перемещения в направлении движения штампа посредством пружин, а каждая уплотнительная прокладка размешена между штампом и верхней облицовочной пластиной и поджата к последней пружинами.
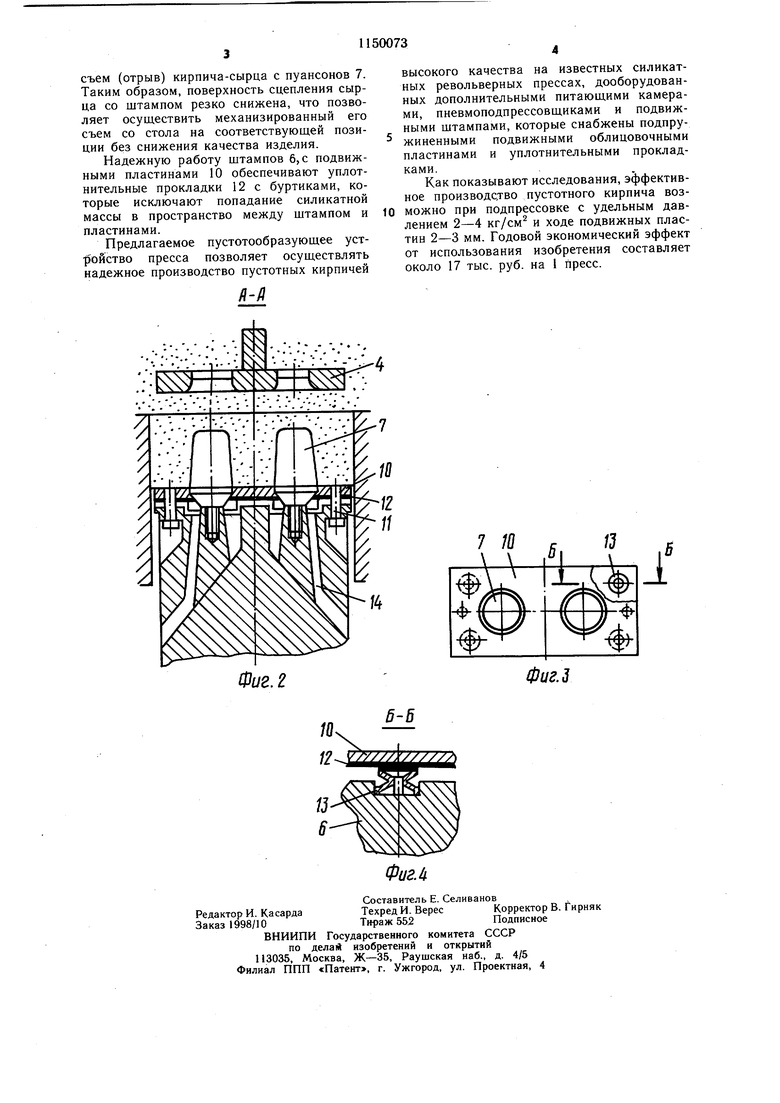
На фиг. 1 приведена схема развертки поворотного стола пресса по позициям засыпки, подпрессовки и прессования; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - штамп,
вид сверху; на фиг. 4 - разрез Б-Б на фиг. 3
Пустотообразующее устройство пресса полусухого прессования включает питающее устройство 1 с дополнительной камерой 2 и подпрессовщиком 3, прессующие пластины 4 которого выполнены с отверстиями 5, форма и положение которых соответствует жестко закрепленным на подвижных штампах б пуансонам 7. В позиции подпрессовки подвижные штампы 6 опираются на рельс 8, в позиции прессования на поршень 9. Верхняя облицовочная пластина 10 подвижного штампа б связана с ним
О ограничительно направляющими элементами 11, выполненными, например, в виде винтов. Между подвижным штампом б и верхней облицовочной пластиной 10 размещена уплотнительная прокладка 12, выполненная
г по периметру с буртиком. Верхние облицовочные пластины 10 установлены с возможностью перемещения в ограничительнонаправляющих элементах 11 в направлении перемещения подвижных штампов б посредством пружин 13. Пружинами 13 также
0 поджаты уплотнительньге прокладки 12 к верхним облицовочным пластинам 10. Штампы 6 снабжены каналами 14 для удаления просыпи из зазоров между пуансонами 7 и верхними облицовочными пластинами 10.
Пустотообразующее устройство пресса полусухого прессования работает следующим образом.
На позиции наполнения пресс-формы с помощью питающего устройства 1 заполняQ ются массой. Затем после поворота стола пресс-формы перемещаются на позицию подпрессовки. Во время поворота в дополнительную камеру 2 вносится масса из питающего устройства 1. Во время остановки стола подпрессовщик 3 перемещает прессующие пластины 4 вниз, осуществляя подпрессовку массы в пресс-формах. Прессующие пластины 4 выполнены с отверстиями 5, форма и расположение которых соответствует форме и расположению пуансонов 7. Цоэтому масса над пуансонами
0 не подпрессовывается. На остальной площади в пресс-форму при подпрессовке вносится дополнительное количество массы. После очередного поворота стола масса в пресс-формах, попадая на позицию прессО
вания, находится в рыхлом состоянии над пуансонами и в подпрессованном - на остальной площади. В связи с этим при прессовании массы исключается ее перепрессовка в зоне над пуансонами и недопрессовка - на остальной площади.
В процессе прессования верхняя облицовочная пластина 10, сжимая через уплотнительную прокладку 12 пружины 13, опускается и выбирается зазор между уплотнительной прокладкой 12 и верхней плоскостью подвижного штампа 6. Как только прессовая нагрузка снимается, под действием пружины 13 верхняя облицовочная пластина 10 двигается вверх и производит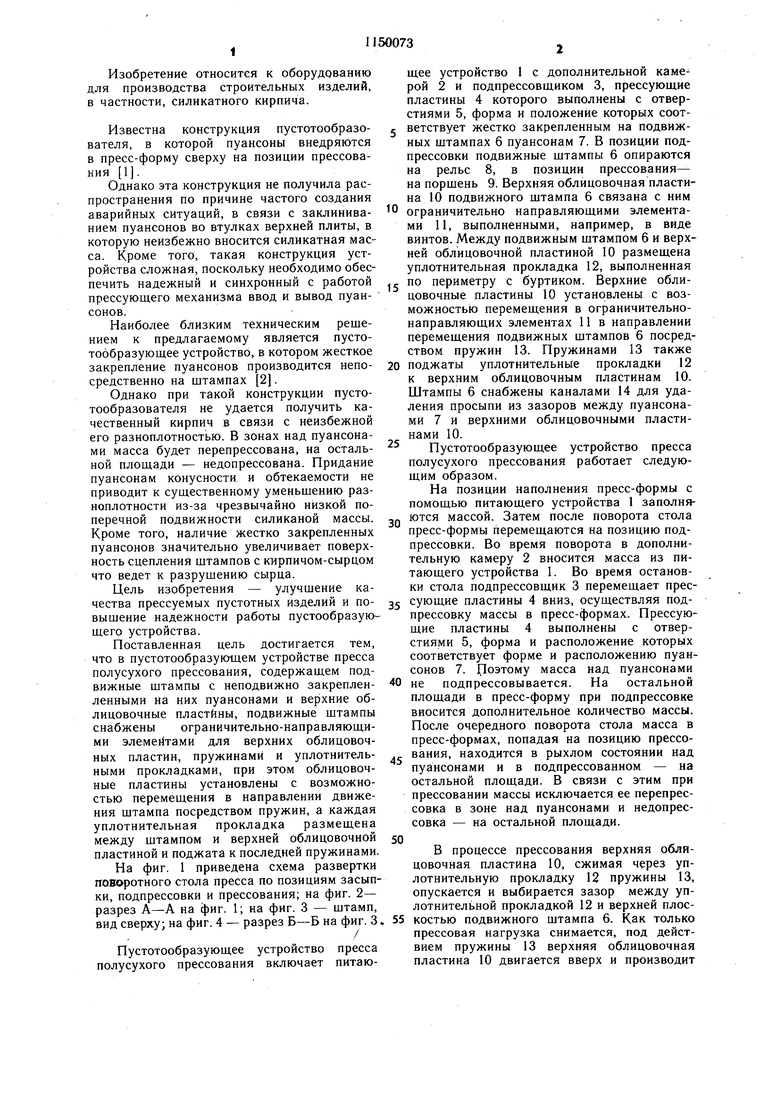
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПУСТОТ В СТРОИТЕЛЬНЫХ ИЗДЕЛИЯХ ПРЕССА ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2038970C1 |
| Пресс полусухого прессования | 1987 |
|
SU1576332A2 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021895C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2021109C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ И ПРЕСС ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2551875C1 |
| Пустотообразующее устройство пресса полусухого прессования | 1987 |
|
SU1454700A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для образования пустот в прессуемых изделиях | 1988 |
|
SU1576333A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| Устройство для образования пустот в строительных изделиях | 1988 |
|
SU1726257A1 |
ПУСТОТООБРАЗУЮЩЕЕ УСТРОЙСТВО ПРЕССА ПОЛУСУХОГО ПРЕССОВАНИЯ, содержащее подвижные штампы с неподвижно закрепленными на них пуансонами и верхние облицовочные пластины,оглмчающееся тем, что, с целью улучшения качества прессуемых пустотных изделий и повышения надежности работы пустотообразующего устройства, подвижные штампы снабжены ограничительно-направляюцхими элементами для верхних облицовочных пластин, пружинами и уплотнительными прокладками, при этом облицовочные пластины установлены с возможностью перемещения в направлении движения штампа посредством пружин, а каждая уплотнительная прокладка размещена между штампом и верхней облицовочной пластиной и поджата к последней пружинами. ел 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ОБРАЗОВАНИЯ ПУСТОТ В ИЗДЕЛИИ ИЗ ПОЛУСУХИХ МАСС | 0 |
|
SU276778A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мухина Т | |||
| Г | |||
| Производство силикатного кирпича, М., «Высшая школа, 1971, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
