Изобретение относится к оборудованию для производства кирпича из порошкообразных смесей, например силикатного кирпича.
Известны прессы для полусухого прессования, содержащие поворотный стол с штампами в пресс-формах, механизм прессования, питатель в виде лопастной мешалки и рельс опирания штампов под питателем, снабженный механизмом изменения глубины наполнения пресс-форм [1].
Одним из основных недостатков таких прессов является низкая точность объемного дозирования рыхлой исходной смеси в пресс-формы на позиции наполнителя. Этот недостаток особенно рельефно проявляется при работе на смесях с нестабильными свойствами - переменной влажностью, активностью, гранулометрическим составом и т.д. Низкая точность дозирования приводит к большому разбросу в прочности готовых изделий.
Известны методы повышения точности дозирования за счет автоматизированных систем регулировки глубины наполнения пресс-форм. Формирование сигнала, управляющего системой, производится по усилию в шатуне прессующего механизма [1], по току приводного двигателя [2], по весу слоя кирпича, снятого со стола пресса автоматом-укладчиком [3].
Однако применение систем автоматики в условиях больших хаотических колебаний основного управляющего сигнала оказалось неэффективным. Кроме того, такие системы усложняют конструкцию и эксплуатацию прессов.
Известен, выбранный в качестве прототипа, пресс полусухого прессования, включающий поворотный стол с пресс-формами и дополнительную питающую камеру между питателем и механизмом прессования, в которой смонтирован подпрессовщик, выполненный в виде пневмоцилиндра с закрепленными на его штоке прессующими пластинами [4].
В этом прессе точность дозирования подпрессованной (уплотненной малым давлением) исходной смеси существенно выше, чем в аналогах, причем влажной смеси в пресс-форму вносится больше, чем сухой, что служит стабилизации прочности кирпича.
Основным недостатком прототипа является наличие существенной разницы в массе порций смеси, дозируемых в соседние пресс-формы. Неравноплотность исходной смеси в соседних пресс-формах является следствием следующих процессов. При движении стола смесь скапливается вблизи стенки на выходе дополнительной питающей камеры. Ближней к этой стенке прессующей пластиной в пресс-форму заталкивается значительно большее количество смеси, чем соседней пластиной, под которой столб смеси значительно меньше. Как показали многочисленные замеры, проведенные в период наладки пресса СМС-294, разница в массе порций смеси в соседних пресс-формах достигает 300 - 400 г (при массе порции 4600-5000 г). Это, в свою очередь, приводит к большой разнице в прочности кирпичей из соседних пресс-форм, которая составляет 15-25%.
Описанный выше эффект более плотного заполнения пресс-формы, ближней к стенке дополнительной питающей камеры, приводит, кроме снижения прочности кирпича, еще и к ускоренному износу механизма прессования из-за несимметричной нагрузки на прессующий поршень.
Согласно изобретению в прессе полусухого прессования, содержащем поворотный стол с штампами в пресс-формах и расположенную между питателем и механизмом прессования дополнительную питающую камеру с пневмоподпрессовщиком, снабженным прессующими пластинами с отверстиями, каждая прессующая пластина связана с штоком своего пневмоцилиндра и установлена с возможностью регулировки крайнего верхнего положения по высоте, а между пластинами на уровне их крайнего верхнего положения установлены промежуточные калибрующие элементы.
При выполнении пневмоподпрессовщика согласно изобретению вне зависимости от высоты столбов исходной смеси под прессующими пластинами усилия их воздействия на смесь будут одинаковыми. Поэтому и плотность предварительно уплотненной смеси будет примерно одинакова во всех одновременно заполняющихся пресс-формах после срезания подпрессованных остатков различной высоты. Возможно одновременное заполнение двух и более пресс-форм.
Наличие устройства регулировки крайнего верхнего положения прессующих пластин позволяет с учетом свойств смеси выставить пластины таким образом, чтобы уравнять высоту подпрессовных остатков и еще более сблизить плотность засыпки соседних пресс-форм.
Установка промежуточных калибрующих элементов препятствует подъему оставшейся между прессующими пластинами смеси при подъеме последних после подпрессовки. Тем самым выравнивается уровень смеси в дополнительной питающей камере, также способствуя равномерному заполнению пресс-форм смесью.
В случае заполнения только двух пресс-форм ближнюю к питателю прессующую пластину в крайнем верхнем положении целесообразно установить выше соседней на величину, составляющую 10-20% от глубины заполняемой пресс-формы. Такое исходное положение двух прессующих пластин обеспечивает примерно одинаковый подпрессовочный остаток (пластины в нижнем положении находятся примерно на одном уровне), уменьшая влияние плотных подпрессованных остатков, скапливающихся под дальней от питателя пластиной, на плотность засыпки соответствующей пресс-формы. Кроме того, при указанном исходном положении пластин улучшаются условия продвижения смеси под пластинами при повороте стола.
При прессовании полнотелого кирпича для улучшения условий выхода воздуха из смеси при ее предварительном уплотнении целесообразно в прессующих пластинах выполнить отверстия, диаметр которых не превышает половины ширины пластины, причем суммарная площадь отверстий должна составлять 10-20% от площади пластины.
Как показали эксперименты, использование отверстий большего, чем указано, размера снижает плотность дозируемой исходной смеси. Если площадь отверстий выполнить больше рекомендуемой, то это приводит к тому же эффекту. При малой суммарной площади отверстий наблюдается засиликачивание пластин и снижение точности дозировки.
Конструкция пресса упрощается, если штампы снабдить заплечиками регулируемой высоты. При этом отпадает необходимость в рельсе для опирания штампов в позиции наполнения, поскольку штампы опираются на указанные заплечики. Тем самым заметно повышается долговечность одного из самых быстроизнашиваемых узлов штампа - опорного ролика. Глубина наполнения пресс-форм при таком решении выставляется в процессе наладки пресса и в дальнейшем не изменяется, а регулировка массы смеси в пресс-формах осуществляется изменением давления пневмосистемы.
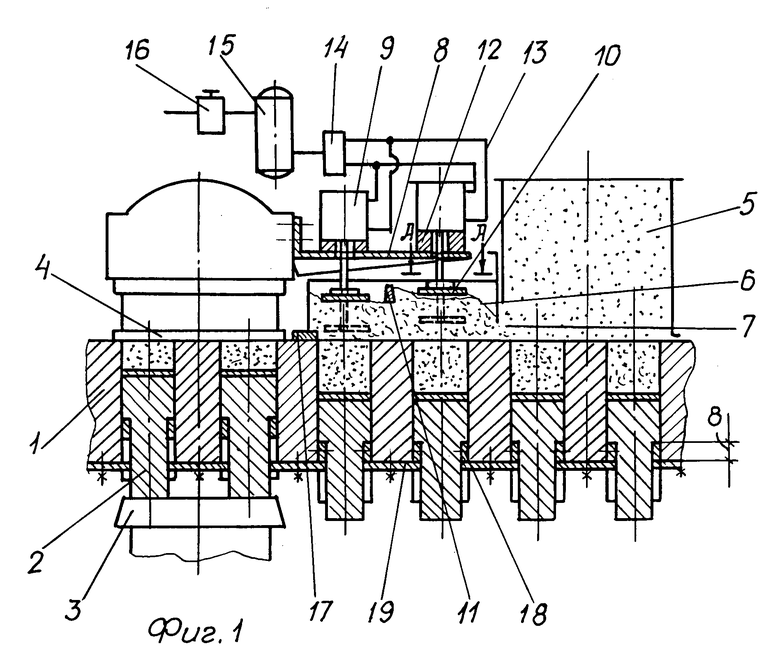
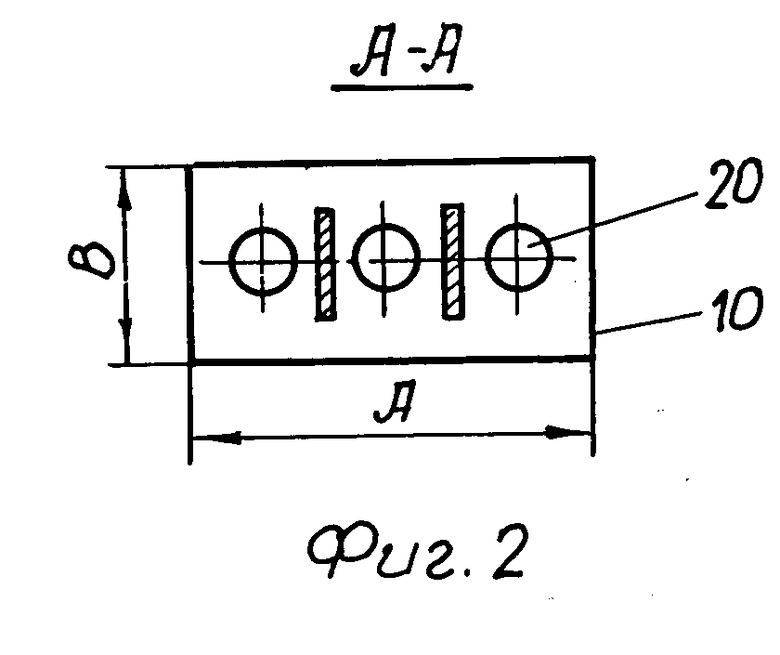
На фиг.1 изображен предлагаемый пресс (позиции наполнения, подпрессовки и прессования); на фиг.2 - сечение А-А на фиг.1.
Пресс полусухого прессования содержит поворотный стол 1, в пресс-формах которого расположены штампы 2, взаимодействующие на позиции прессования с прессующим поршнем 3 механизма прессования. На позиции прессования пресс-формы сверху перекрыты плитой контрштампа 4. На позиции наполнения над столом пресса 1 установлен питатель 5, а на промежуточной позиции между наполнением и прессованием - дополнительная питающая камера 6, сообщающаяся с питателем 5 окном 7. В камере 6 на кронштейне 8 установлен подпрессовщик в виде пневмоцилиндра 9, на штоках которых жестко закреплены прессующие пластины 10. В питающей камере 6 установлен калибрующий элемент 11, смонтированный между прессующими пластинами 10 на уровне их крайнего верхнего положения. Прессующие пластины 10 установлены с возможностью регулировки их крайнего верхнего положения за счет, например, подкладок 12 между корпусами пневмоцилиндров 9 и кронштейном 8. Ближняя к питателю 5 прессующая пластина 10 в крайнем верхнем положении за счет подкладок 12 установлена выше соседней на величину, составляющую 10-20% от глубины заполняемой пресс-формы (при глубине пресс-формы 120 мм - на примерно 15 мм). При меньшей разнице эффект сближения плотностей засыпки в соседних пресс-формах практически не проявляется, при большей плотность засыпки в ближней к питателю пресс-форме начинает падать.
Оба пневмоцилиндра 9 связаны воздухопроводами 13 через пневмораспределитель 14 с ресивером 15, который снабжен регулятором 16 давления и соединен с магистралью сжатого воздуха. Управление пневмораспределителем 14 осуществляется по сигналу от датчика, связанного с коленчатым валом пресса. На стенке дополнительной питающей камеры смонтирован калибрующий нож 17. Каждый из штампов 2 снабжен заплечиками 18, которыми он опирается в позиции наполнения на упорные планки 19 поворотного стола 1.
Прессующие пластины 10 выполнены с отверстиями 20, диаметр которых не превышает половины ширины В пластины, а суммарная площадь всех отверстий составляет 10-20% площади пластины (А х В).
Пресс полусухого прессования работает следующим образом.
При очередном повороте стола 1 две пресс-формы с штампами попадают под питатель 5 и заполняются рыхлой сырьевой смесью. При этом глубина пресс-форм определяется размером заплечиков 18, выбранным при наладке пресса.
Далее за счет поворота стола 1 пресс-формы с штампами 2 перемещаются на позицию подпрессовки, при этом некоторое количество смеси выносится из питателя 5 через окно 7 в дополнительную питающую камеру 6. Установка прессующих пластин 10 на разных уровнях в крайнем верхнем положении за счет подкладок 12 между корпусами пневмоцилиндров 9 и кронштейном 8, а также наличие калибрующего элемента 11 между пластинами обеспечивает равномерное заполнение смесью пространства между прессующими пластинами 10 и столом 1 до начала подпрессовки.
После остановки стола 1 по сигналу от датчика сжатый воздух постоянного давления, обеспечивающего регулятором 16, из ресивера 15 пневмораспределителем 14 направляется в верхние полости пневмоцилиндров 9. При этом прессующие пластины 10 перемещаются вниз, осуществляя подпрессовку (прессование смеси в пресс-формах малым давлением). Верхнее положение прессующих пластин 10 и ход пневмоцилиндров 9 выбираются такими, чтобы пластины в конце подпрессовки находились над столом 1, не проникая в пресс-формы. При перемещении вниз прессующих пластин 10 воздух из уплотняемой смеси выходит в основном через отверстия 20. Исходная установка пластин 10 в соответствии с указанными рекомендациями обеспечивает их остановку в конце подпрессовки примерно на одном уровне. Другими словами подпрессованный остаток у обеих пресс-форм получается примерно одинаковым.
Далее по сигналу от датчика сжатый воздух пневмораспределителем 14 подается в нижние полости пневмоцилиндров 9 и прессующие пластины поднимаются в крайнее верхнее положение. При этом калибрующий элемент 11 препятствует подъему смеси, оставшейся при подпрессовке в пространстве между прессующими пластинами 10.
Затем следует очередной поворот стола 1, излишки подпрессованной смеси срезаются калибрующим ножом 17 и остаются в дополнительной питающей камере 6 вблизи ее стенки. Высота таких излишков у соседних пресс-форм при хорошей настройке не должна существенно отличаться.
При необходимости изменить массу смеси в пресс-формах можно, воздействуя на регулятор 16 давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021895C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| Пустотообразующее устройство пресса полусухого прессования | 1983 |
|
SU1150073A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2121435C1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1996 |
|
RU2097178C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2127661C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2116194C1 |
Использование: изобретение относится к оборудованию для производства кирпича, например силикатного. Сущность изобретения: пресс содержит поворотный стол и расположенную между питателем и механизмом прессования дополнительную питающую камеру с пневмопрессовщиком. Каждая прессующая пластина связана с штоком своего пневмоцилиндра, обеспечивая равноплотность заполнения соседних пресс-форм. Прессующие пластины установлены с возможностью регулировки крайнего верхнего положения и при прессовании полнотелого кирпича снабжены для выхода воздуха отверстиями определенного диаметра и площади. Между прессующими пластинами на уровне их крайнего верхнего положения установлены промежуточные калибрующие элементы, выравнивающие уровень смеси в дополнительной питающей камере. 3 з.п. ф-лы, 2 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Пресс полусухого прессования | 1982 |
|
SU1034926A1 |
