Изобретение относится к оборудованию для производства пустотелого кирпича и камней из керамических или цементно-песчаных порошкообразных сырьевых смесей.
Известны прессы полусухого прессования, в которых заполнение пресс-форм осуществляется рыхлой порошкообразной сырьевой смесью из бункера [1].
Известен выбранный в качестве прототипа пресс полусухого прессования, содержащий поворотный стол, питатель, механизм прессования и устройство подпрессовки. Устройство подпрессовки расположено между питателем и механизмом прессования и снабжено калибровочным ножом, установленным на выходе из камеры подпрессовки [2]. Наличие устройства подпрессовки позволяет стабилизировать прочность прессуемых изделий, уменьшить требуемый ход механизма прессования, снизив тем самым габариты, энергоемкость и динамические нагрузки.
Недостаток прототипа - неодинаковое заполнение соседних пресс-форм из-за наличия в камере подпрессовки плотных подпрессованных коржей и неодинаковой высоты слоя сырьевой смеси, выносимого из питателя поворотным столом под пластины подпрессовщика. Указанные причины приводя к тому, что плотность сырьевой смеси в соседних пресс-формах различна, что приводит к неравнопрочности изделий и повышенному износу элементов механизма прессования.
Цель изобретения - стабилизация прочности прессуемых изделий и нагрузок на элементы механизма прессования.
Цель достигается тем, что в прессе полусухого прессования, содержащем размещенные на движущемся возвратно-поступательном столе пресс-формы, питатель, механизм прессования, устройство подпрессовки и калибровочный нож, питатель размещен между механизмом прессования и устройством подпрессовки. Калибровочный нож выполнен с рабочей пилообразной кромкой и смонтирован на обращенной к механизму прессования стенке питателя, которая имеет упор для сталкивания изделий со стола. Стол снабжен наклонными лотками для отвода кирпичей на конвейер.
Вышеописанная совокупность существенных признаков позволяет при движении стола обеспечить вынос сырьевой смеси из питателя в камеру устройства подпрессовки слоем равномерной высоты, совместив это со сталкиванием готового изделия со стола на конвейер. После подпрессовки при обратном движении стола подпрессованные коржи смеси вносятся в питатель, где срезаются и разрушаются рабочей кромкой калибровочного ножа.
В случае прессования высокопустотных камней целесообразно дополнить механизм прессования, состоящий из замкнутого прямоугольного контура с верхним ползуном и штампами, закрепленными на нижней траверсе и ползуне, упором, смонтированным между ползуном и столом и снабженным механизмом размыкания. Наличие такого упора позволяет расчленить процесс прессования на три стадии: ввод верхнего штампа в пресс-форму на величину, ограниченную упором; одностороннее прессование нижним штампом; раскрывание упора и двухстороннее прессование. В этом случае уменьшаются перемещения пустотообразователей относительно пресс-формы, а также снижается необходимый ход для выталкивания спрессованного камня из пресс-формы. Тем самым упрощается конструкция пресс-формы с пустотообразователями и повышается производительность пресса за счет уменьшения затрат времени на выталкивание.
Эксперименты на модели позволили оценить выигрыш: по стабилизации прочности изделий - в 5-10%; по длительности выталкивания - в 10-20%.
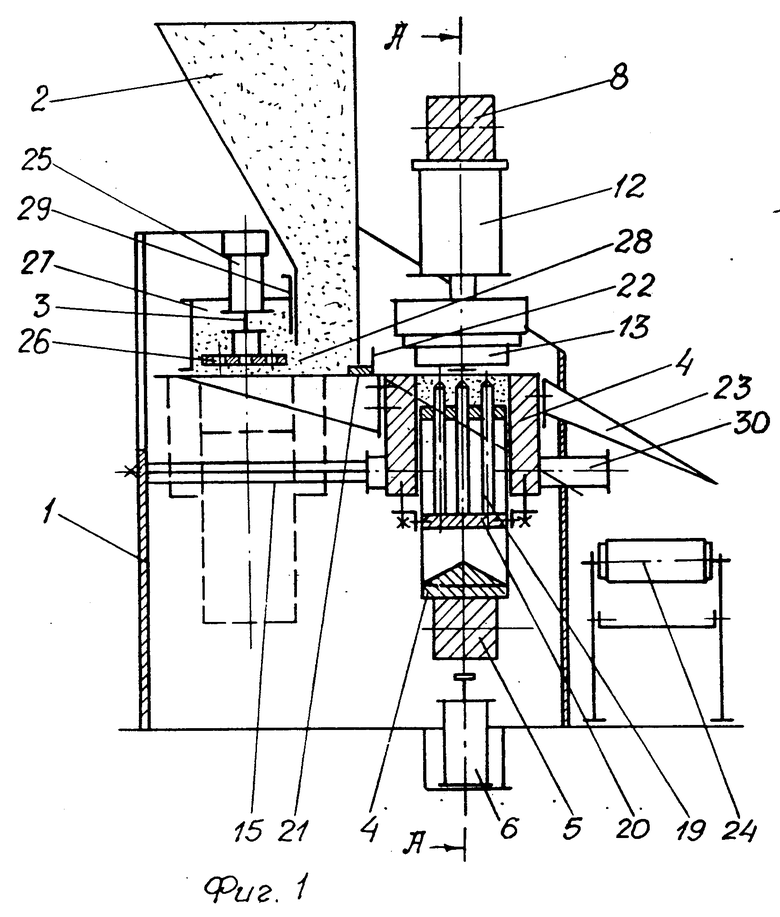
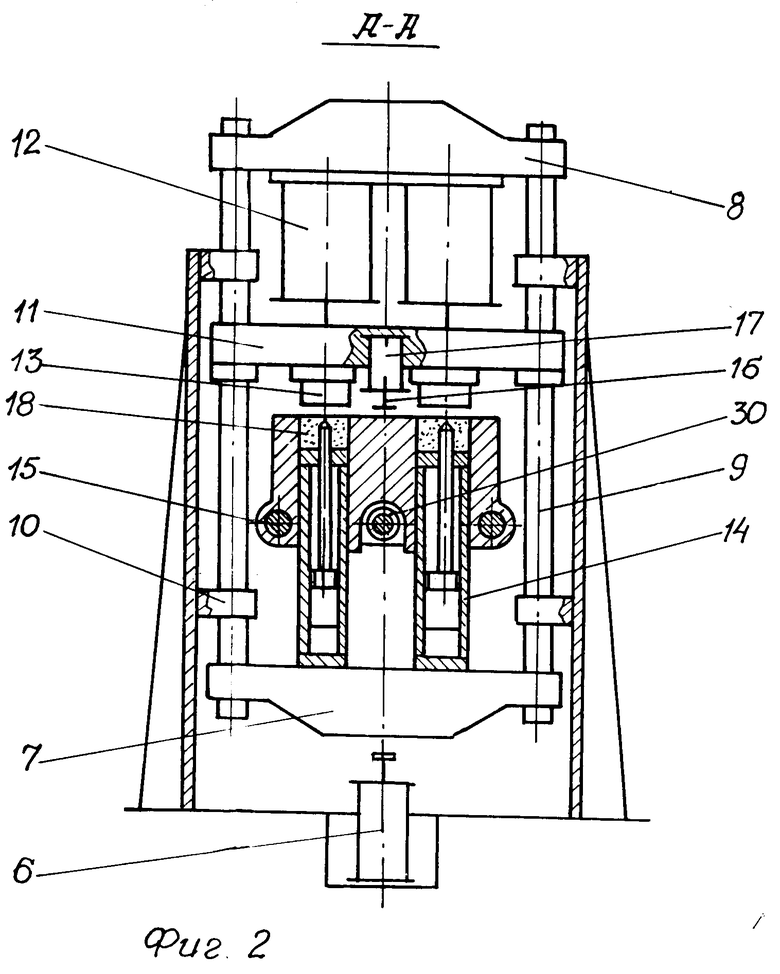
На фиг. 1 показан пресс, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Пресс содержит раму 1, на которой смонтированы питатель 2, устройство подпрессовки 3, стол 4 с пресс-формами, механизмы прессования 5 и выталкивания 6. Механизм прессования представляет собой замкнутый прямоугольный контур, состоящий из верхней 7 и нижней 8 траверс, связанных тягами 9, установленными с возможностью перемещения в направляющих втулках 10 рамы 1. Ползун 11 смонтирован с возможностью передвижения по тягам 9 и связан со штоками прессующих цилиндров 12, закрепленных на верхней траверсе 8. Верхние штампы 13 закреплены на ползуне, а нижние 14 - на нижней траверсе 7. Механизм выталкивания 6 представляет собой гидроцилиндр, шток которого связан с нижней траверсой 7. Стол 4 установлен на направляющих 15 рамы 1. Между столом 4 и ползуном 11 смонтирован упор 16 с механизмом его размыкания 17, выполненным в виде гидроцилиндра. В пресс-формах 18 установлены пустотообразователи 19, закрепленные на траверсе 20.
На стенке питателя 2, обращенной к механизму прессования 5, размещены калибровочный нож 21 с пилообразной рабочей кромкой и упор 22 для сталкивания кирпича. К столу 4 прикреплен лоток 23, под которым установлен конвейер 24 для транспортировки изделий от пресса.
Устройство подпрессовки 3 состоит из гидроцилиндров 25, к штокам которых прикреплены пластины 26. Размеры пластин и отверстий в них соответствуют размерам пресс-форм и пустотообразователей в плане. Число пластин 26 и гидроцилиндров 25 соответствует числу одновременно прессуемых изделий. Пластины 26 расположены в камере подпрессовки 27, которая связана с полостью питателя 2 окном 28 с шибером 29. Стол 4 связан со штоком гидроцилиндра 30, укрепленного на раме 1.
Пресс полусухого прессования работает следующим образом.
Исходное положение - стол с пресс-формами, заполненными подпрессованной (предварительно уплотненной) сырьевой смесью, находятся в позиции прессования. Выдвижение штоков прессующих цилиндров 12 вначале опускает ползун 11 до соприкосновения упора 16 со столом 4. При этом верхние штампы 13 внедряются в пресс-форму 18. Дальнейшее выдвижение штоков прессующих цилиндров 12 приводит к подъему всего прямоугольного контура механизма прессования, при этом нижние штампы 14 осуществляют одностороннее прессование. Затем упор 16 размыкается механизмом 17, и процесс прессования завершается последней стадией - двухсторонним прессованием.
Далее ползун 11 со штампами 13 поднимается прессующим цилиндром 12, выдвигается шток гидроцилиндра механизма выталкивания 6 и, воздействуя на нижнюю траверсу 7, выталкивает изделия над столом 4.
Окончание выталкивания служит сигналом к началу движения стола 4 на позицию подпрессовки, которое осуществляется гидроцилиндром 30. При движении изделия упором 22 сталкиваются со стола 4 по лотку 23 на конвейер 24 для транспортировки от пресса. Нижние штампы 14 опускаются до крайнего нижнего положения, и в этом их положении пресс-формы 18 проходят под питателем 2, заполняясь сырьевой смесью. При движении стола 4 слой смеси выносится из питателя 2 в камеру подпрессовки 27 через окно 28. Высота слоя смеси может регулироваться шибером 29. После остановки стола 4 штоки гидроцилиндров 25 с укрепленными на них пластинами 26 движутся вниз, осуществляя подпрессовку - уплотнение смеси в пресс-форме. Часть слоя смеси заталкивается в пресс-форму, а часть в виде подпрессованного коржа остается над пресс-формой. Глубина пресс-формы, высота слоя и давление подпрессовки подбираются таким образом, чтобы всегда оставался подпрессованный остаток (корж), наличие которого обеспечивает стабилизацию заполнения пресс-форм и, следовательно, прочности изделий.
Подъем пластин 26 устройства подпрессовки в крайнее верхнее положение служит сигналом для начала движения стола 4 на позицию прессования. При движении стола коржи подпрессованного остатка вместе с остатками сырьевой смеси вносятся под бункер питателя 2, где срезаются и измельчаются калибровочным ножом 21.
В дальнейшем стол с заполненными пресс-формами 18 приходит в позицию прессования, и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2021109C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018441C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1996 |
|
RU2097178C1 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2116194C1 |
Использование: для производства пустотелого кирпича и камней из керамических или цементно-песчаных порошкообразных сырьевых смесей. Сущность изобретения: пресс содержит раму, на которой смонтированы стол с пресс-формами, питатель, устройство подпрессовки, механизмы прессования и выталкивания. На стенке питателя, обращенной к механизму прессования, установлены калибровочный нож с пилообразной рабочей кромкой и упор для сталкивания кирпичей. Стол установлен на направляющих рамы с возможностью возвратно-поступательного перемещения между двумя позициями. 1 з.п.ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс полусухого прессования | 1982 |
|
SU1034926A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
