Изобретение относится к оборудованию для производства строительных материалов и может быть использовано для прессования кирпича и камней из керамического порошка влажностью 7-11%.
Известны прессы полусухого прессования, содержащие механизм прессования, плавающую пресс-форму, ползун с нижними штампами и жесткую нижнюю траверсу, на которую опирается ползун во время прессования. При одновременном прессовании нескольких (четырех и более) изделий неизбежная разноплотность засыпки соседних пресс-форм приводит к существенной разнице в давлениях прессования и прочности одновременно прессуемых изделий.
Известен в качестве прототипа пресс полусухого прессования, содержащий кривошипно-шатунный механизм прессования, плавающую пресс-форму, ползун с нижними штампами и нижнюю траверсу, у которого штампы опираются на траверсу через гидроблок.
В известном прессе в принципе решена задача выравнивания давлений прессования в соседних пресс-формах. Однако из-за того, что оси формуемых изделий на всех прессах стараются максимально сблизить для снижения габаритов и металлоемкости, диаметры цилиндров гидроблока получаются сравнительно небольшими, а давление рабочей жидкости в них весьма значительным, зачастую намного превышающим значения, обычные для машин этого класса (16-32 МПа). Столь высокие давления в гидросистеме существенно ее усложняют и снижают долговечность и надежность.
Плотность засыпки пресс-порошка в крайние пресс-формы обычно меньше, чем в средние, что (при наличии гидроблока) приводит к более быстрому износу элементов цилиндров средних штампов, а также к тому, что кирпичи из средних пресс-форм получаются большими по толщине, чем из крайних.
Цель изобретения - повышение долговечности и надежности пресса, обеспечение одинаковой высоты одновременно формуемых изделий.
Цель достигается тем, что в прессе полусухого прессования, состоящем из рамы, механизма прессования, плавающей пресс-формы, ползуна с подвижными относительно него пуансонами опирающимися при прессовании на поршни гидроблока, и нижних штампов, связанных с пуансонами, поршни гидроблока размещены в двух уровнях. Каждый из пуансонов снабжен упругим ограничителем, установленным с возможностью регулировки положения пуансона относительно ползуна. Рама имеет упоры для ограничения движения нижних штампов.
Выполнение поршней гидроблока на двух уровнях позволяет увеличить их диаметр и тем самым существенно снизить давление рабочей жидкости в гидросистеме, повысив долговечность и надежность пресса. Наличие упругих ограничителей, установленных с возможностью перемещения по ползуну, позволяет устанавливать нижние штампы в позиции наполнения на разных уровнях, корректируя разницу в плотности засыпки соседних пресс-форм. При этом обеспечивается одинаковая масса пресс-порошка в соседних пресс-формах, что позволяет снизить до минимума высоту соседних изделий и перемещения поршней гидроблока.
Смонтированные на корпусе упоры пуансонов при выталкивании ограничивают положение рабочих плоскостей нижних штампов уровнем верхней плоскости пресс-формы, независимо от положения штампов при засыпке. Разработанная конструкция гидроблока с размещением поршней в двух уровнях обеспечила снижение давления рабочей жидкости с 50 до 20 МПа. Установка средних пуансонов на 10-15 мм выше, чем крайних, за счет регулировки положения упругого ограничителя, позволяет свести разницу в высоте кирпича до допускаемой ГОСТом величины +1 мм.
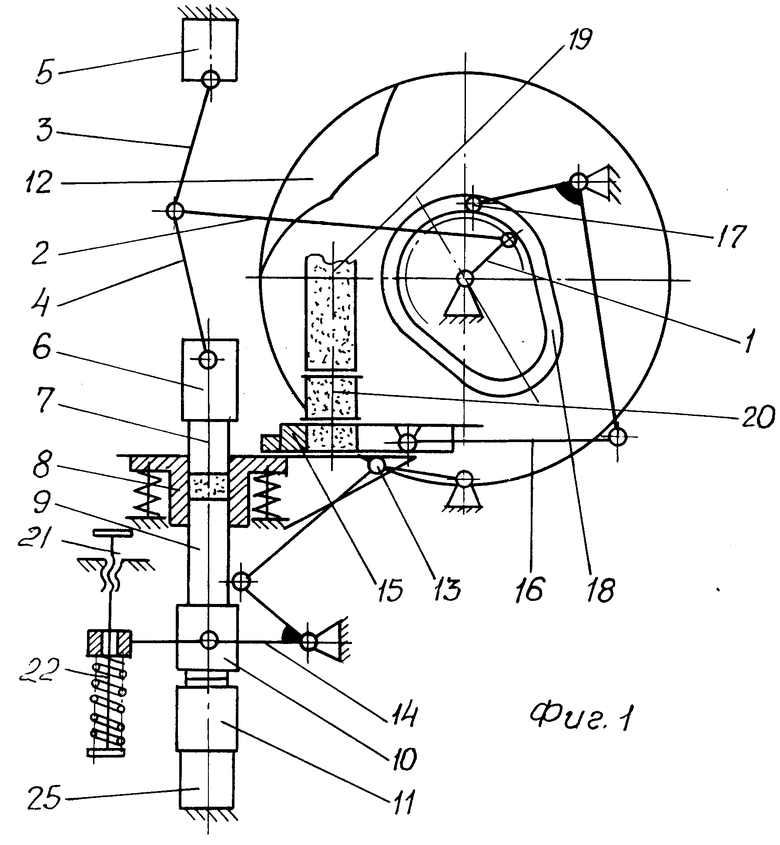
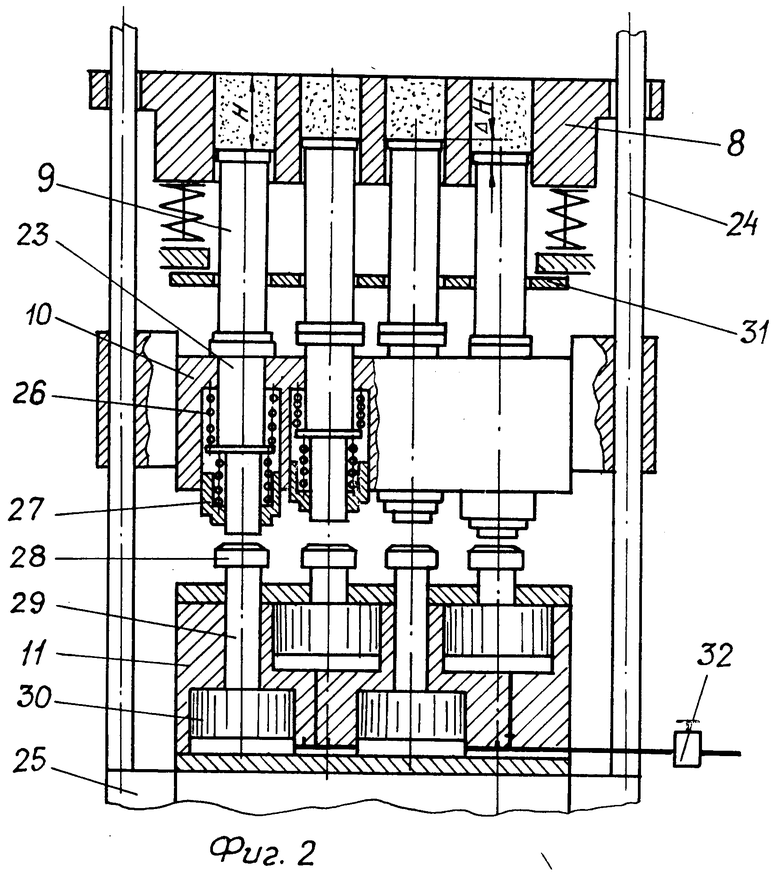
На фиг. 1 показана кинематическая схема пресса; на фиг. 2 - нижняя часть пресса.
Пресс содержит механизм прессования, состоящий из коленвала 1, шатуна 2 и прессующих рычагов 3 и 4, один из которых связан с верхней траверсой 5, а другой - с верхним ползуном 6, на котором закреплены верхние штампы 7. В плавающей пресс-форме 8 перемещаются нижние штампы 9, опирающиеся через пуансоны нижнего ползуна 10 и поршни гидроблока 11 на раму пресса. Механизм выталкивания изделий из пресс-формы после прессования приводится в движение от копира 12, закрепленного на коленвалу, через ролик 13 и рычажную систему 14, связанную с нижним ползуном 10. Каретка 15, передняя стенка которой снабжена упором для сталкивания готовых изделий, установлена с возможностью возвратно-поступательного движения и связана рычажной системой 16 с кулачком 17, смонтированном на копире 18. Бункер 19 с распределительной коробкой 20 установлен на раме пресса. Нижний ползун 10 связан с устройством регулировки глубины наполнения, содержащим регулировочный винт 21 и пружину 22.
Нижние штампы 9 закреплены на пуансонах 23 нижнего ползуна 10, перемещающегося по направляющим 24 рамы 25 пресса. Пуансоны 23 притягиваются к ползуну 10 возвратной пружиной 26 и взаимодействуют с упругим ограничителем 27, установленным с возможностью регулировки его положения относительно ползуна 10, например, с помощью резьбового соединения. Пуансоны 23 при прессовании опираются на головки 28 штоков 29 поршней 30, которые размещены в корпусе гидроблока 11 в двух уровнях. На раме 25 пресса установлены упоры 31 ограничения движения нижних штампов. В гидросистеме предусмотрен регулируемый клапан 32 предельного давления.
Пресс полусухого прессования работает следующим образом.
Коленчатый вал 1 вращается от привода, не показанного на чертежах. Пресс-порошок из бункера 19 через распределительную коробку 20 засыпается в полость каретки 15 и переносится кареткой к плавающим пресс-формам 10. Движение каретка 15 осуществляется через рычажную систему 16 от кулачка 17 при его движении по копиру 18. Передняя стенка каретки сталкивает спрессованные изделия на приемный конвейер, после чего ползун 10 вместе с нижними штампами опускается по направляющим 24 рамы 25 до уровня, установленного регулировочным винтом 21 устройства регулировки глубины наполнения. Глубина наполнения (размер Н на фиг. 2) средних пресс-форм устанавливается меньшей, чем у крайних, на величину Δ Н за счет регулировки положения упругих ограничителей 27 относительно ползуна 10, например, при помощи резьбового соединения между ползуном 10 и корпусом каждого упругого ограничителя 27.
Полости пресс-форм заполняются пресс-порошком из каретки 15. За счет корректировки глубины наполнения достигается примерно одинаковая масса пресс-порошка во всех заполняемых пресс-формах, исключая влияние сегрегации пресс-порошка и других различий в условиях заполнения крайних и средних пресс-форм.
Механизм прессования (звенья 1, 2, 3 4) обеспечивает движение верхнего ползуна 6 и внедрение верхних штампов 7 в плавающую пресс-форму 8 и прессование изделий. Пуансоны 23 садятся на ползун 10, сжимая упругие ограничители 27. Ползун 10 движется вниз до упирания пуансонов 23 на головки 28 штоков 29 поршней 30 гидроблока 11. В конце прессования при наличии не полностью скорректированной разницы в засыпке пресс-форм поршни 30 штампов 9 тех пресс-форм, где давление прессования выше установленного предела, опускаются, выжимая рабочую жидкость из полостей цилиндров гидроблока 11 через регулируемый клапан 32 предельного давления, которое в связи с размещением поршней в двух уровнях значительно меньше, чем в прототипе. Ползун 10 опускается на величину опускания указанного штока, а остальные пуансоны приподнимаются над ползуном 10 на ту же величину.
Выталкивание изделий из пресс-формы происходит при подъеме вверх нижнего ползуна 10 механизмов выталкивания (звенья 12, 13, 14). В конце выталкивания движения нижних штампов 9 ограничивается упорами 31, чтобы те из них, чьи пуансоны 23 подняты над ползуном 10 для корректировки глубины заполнения, не возвышались над верхней поверхностью пресс-форм. Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2021109C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021895C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2127661C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2116194C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2121435C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1996 |
|
RU2097178C1 |
| Способ изготовления пустотелых изделий из пресс-порошков и пресс-форма для изготовления пустотелых изделий из пресс-порошков | 1986 |
|
SU1430280A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1998 |
|
RU2151693C1 |
Использование: для прессования кирпича и камней из керамического порошка влажностью 7 - 11%. Сущность изобретения: пресс содержит установленные на раме механизм прессования, плавающую пресс-форму, ползун с пуансонами и гидроблок. На пуансонах закреплены нижние штампы. Пуансоны при прессовании опираются на головки штоков поршней. Поршни размещены в корпусе гидроблока в двух уровнях. Каждый из пуансонов снабжен упругим ограничителем, смонтированным с возможностью регулирования его положения относительно ползуна для установки нижних штампов в позиции наполнения на разных уровнях. На раме установлены упоры для ограничения движения нижних штампов при выталкивании изделий. 2 ил.
ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ, состоящий из рамы, механизма прессования, плавающей пресс-формы, ползуна с подвижными относительно него пуансонами, опирающимися при прессовании на поршни гидроблока, и нижних штампов, связанных с пуансонами, отличающийся тем, что поршни гидроблока размещены на двух уровнях, а каждый из пуансонов снабжен упругим ограничителем, установленным с возможностью регулировки положения пуансона относительно ползуна, причем рама имеет упоры для ограничения движения нижних штампов.
| Справочник по оборудованию заводов строительных материалов М.Я.Сапожников, Н.Е.Дроздов, М.: стройиздат, 1970, с.240. |
