Известные способы холодной сварки мягких металлов, в частности кромок металлических полос или листов, наложепных один на другой, предусматривают соединение их путем вдавливания пуансонов с одной или обеих сторон. При этом ослабляется сечение металла в месте сварки и портится внешний вид изделия.
Целью настоящего изобретения является повышение качества холодной сварки, устранение впадин в свариваемых деталях, образуюпхихся от воздействия пуансонов. Для этого, кромки листов перед сваркой подвергаются осадке, после чего металл деформируется до первоначальной толщины с помощью вращающихся роликов.
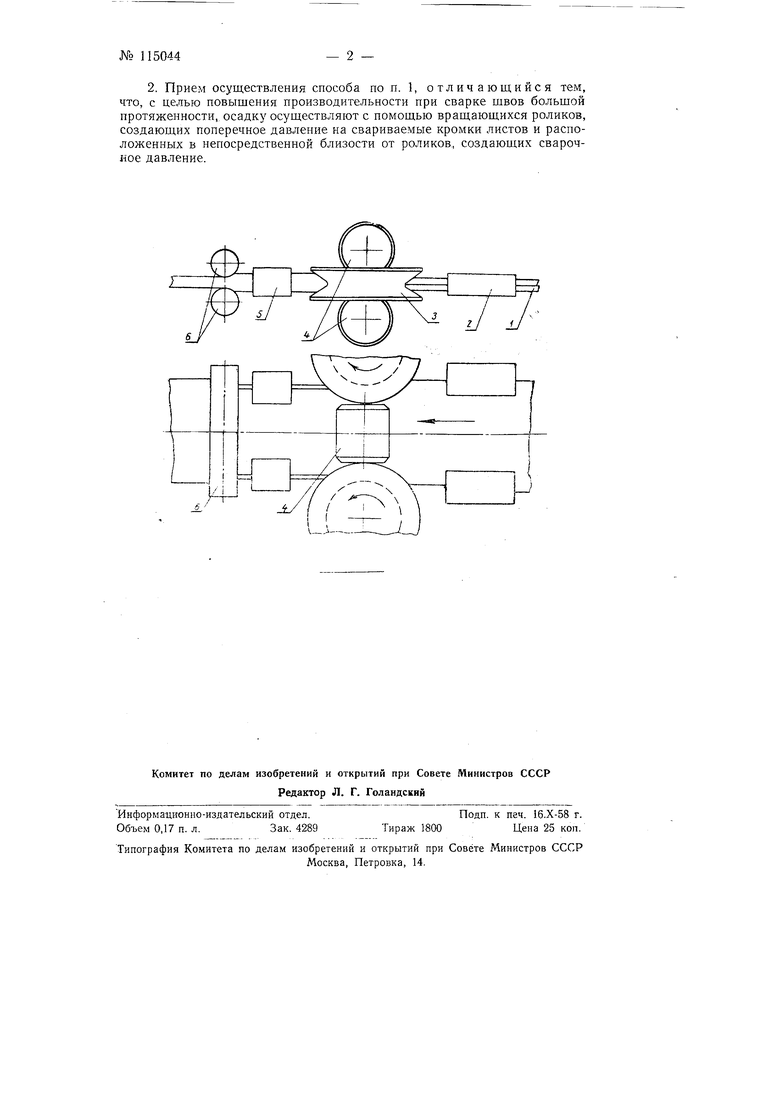
На чертеже показан в двух проекциях общий вид устройства для осуществления способа, приспособленного для сварки металлических полос. Сложенные две металлические полосы /, с очищенными кромками в месте сварки, продвигают через нагреватель 2 любого типа., в том числе и индукционного. Затем кромки полос 1 осаживаются желобчатыми роликами 3- Чтобы сжимаемые с боков полосы не деформировались в другом направлении, они удерживаются роликами 4, оси которых расположены перпендикулярно осям роликов 5.
При необходимости производства второго подогрева кромок применены нагреватели 5, расположенные с другой стороны по отнощению к нагревателям 2. После этого соединяемые полосы обжимаются со значительным давлением, или так называемым сварочным давлением, двумя парами гладких роликов 6Предмет изобретения
1. Способ холодной сварки давлением кромок металлических полос или листов, наложенных один на другой, отличающийся тем, что, с целью повышения прочности сварного соединения, подлелчащне сварке кромки листов перед сваркой подвергают осадке.
2. Прием осуществления способа по п. 1, отличающийся тем, что, с целью повышения производительности при сварке швов большой протяженности, осадку осуществляют с помощью вращающихся роликов, создающих поперечное давление на свариваемые кромки листов и расположенных в непосредственной близости от роликов,, создающих сварочное давление.