Изобретение относится к способам транспортирования листовых цилиндрических конструкций, преимущественно металлических.|
Известные способы предусматривают транспортирование изготов-,
ленных плоских полотниц с предварительным сворачиванием их в руло-I
ны для придания габаритных размеров. Практическое применение этот:
способ имеет при толщине листов не более 10 мм.Между тем известен ряд толстостенных негабаритных цилиндрических конструкций (водоводы больщих диаметров, вращающиеся цемент-I
ные печи, аппараты химической промышленности и т. д.) которые в ка-j
стоящее время не могут сворачиваться в рулон и транспортируются н;
виде отдельных листов, полностью собираемых и свариваемых на моитажных площадках.{
Описываемый способ допускает транспортирование толстостенныхI
цилиндрических конструкций в виде крупных монтажных элементов, что.
не только уве тичивает индустриализацию возведения таких сооружений,;
но и уменьшает трудоемкость изготовления и стоимость их.
Достигается это тем, что, с обеспечения на время транспорт; -:
рования габаритных размеров конструкции, за.мыкающих цилиндр крач листов, под воздействием внешних сил накладывают один на другой (з
нахлестку) и закрепляют в таком положении на время транспортиро-,
вания.-;
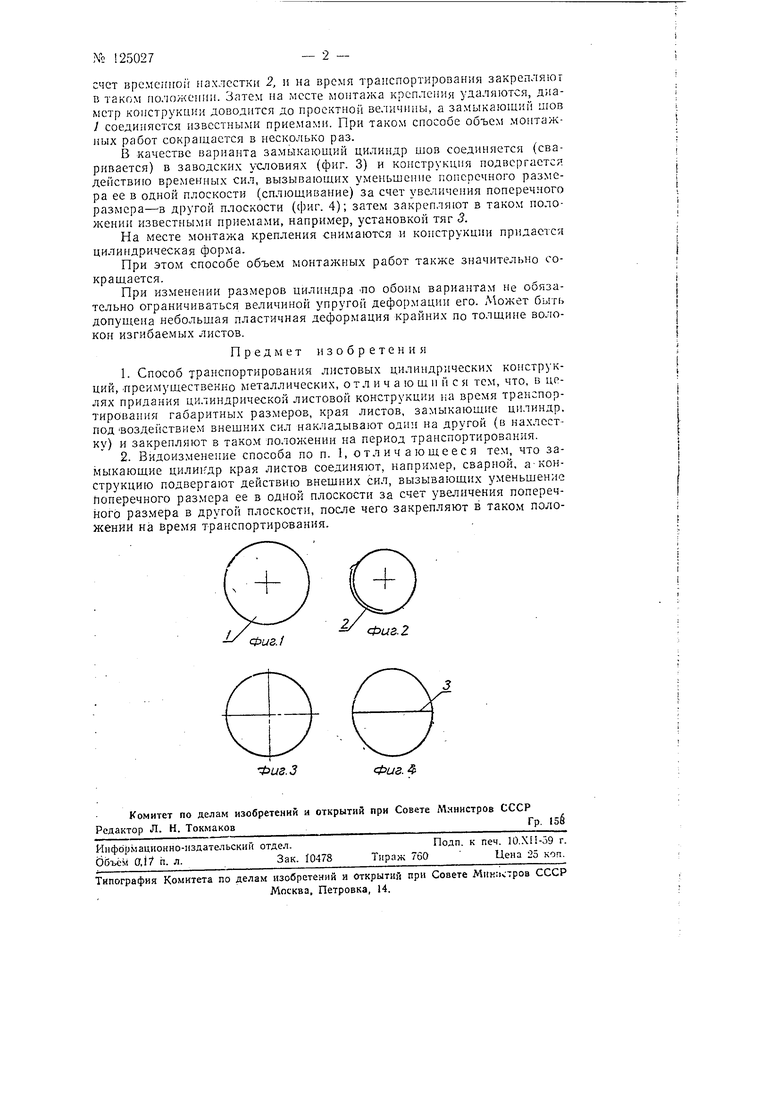
В качестве видоизменения способа замыкающие цилиндр края л itстов жестко соединяют, а конструкцию подвергают действию внешних:
сил, вызывающих уменьшение поперечного размера ее в одной плоскости, за счет увеличения поперечного размера в другой плоскости, после чего закрепляют в таком положении на время транспортирования.
На фиг. 1 изображена цилиндрическая конструкция без соединения замыкающего шва; на фиг. 2 - та же конструкция после придан я ей габаритных размеров путем временной нахлестки; на фиг. 3-та же конструкция со сваренным щвом по видоизмененному способу и на фиг. 4- та же конструкция после придания ей габаритных размеров.. : : Предлагаемый способ транспортировки листовых цилиндрических конструкций, преимущественно металлических, предусматриилот заготовку цилиндрической конструкции в заводских условиях без соединения (сварки, клепки) замыкающего цилиндр шва 1. После этого для придания конструкции на период транспортирования габаритных размеров, подвергают ее действию сил, вызывающих уменьщение диаметра ее за
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлического трубопровода | 1951 |
|
SU112544A1 |
| Способ холодной сварки давлением | 1956 |
|
SU115044A1 |
| Гнутые профили | 1960 |
|
SU142614A1 |
| Способ монтажа портального крана | 1935 |
|
SU49107A1 |
| Разрывная застежка и способ ее изготовления | 1933 |
|
SU37654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ С ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2007 |
|
RU2403309C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2011 |
|
RU2494829C2 |
| ДЕКЕЛЬ ВЫСЕКАЛЬНОГО ПРЕССА ДЛЯ КОНТРШТАМПА РОТАЦИОННОЙ ВЫСЕКАЛЬНОЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2687636C1 |
| Способ уменьшения остаточных деформаций металлических листов при сварке | 2017 |
|
RU2671783C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГИБКИ КРАЕВ ТОЛСТОГО СТАЛЬНОГО ЛИСТА И СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ | 2019 |
|
RU2745056C1 |
