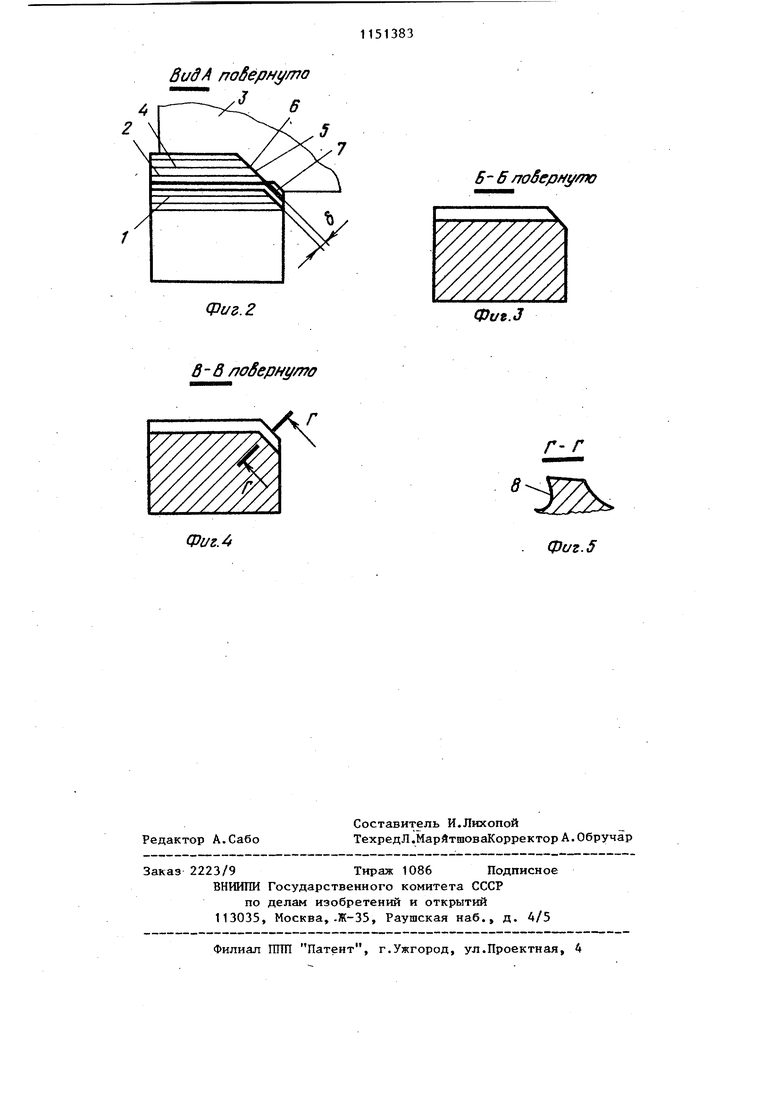
Изобретение относится к металлообработке, в частности - протягиванию. Известны секционные протяжки в конструкции которых одна сторона профиля зуба является главной режущей кромкой, а другая - вспомогательной CiJ. Недостатком таких протяжек является необходимость точного изготовления профиля каждого зуба. Неточность выполнения длин главных режущих кромок приводит к поломке зубьев протяжки, так как последний зуб предьвдущей секции может быть выполнен с меньшей длиной главной режущей кромки, чем у первого зуба последующей секции. В результате -, припуск неизбежно должен срезаться вспомогательной режущей кромкой. Задний угол со стороны вспомогатель ной режущей кромки, как правило, не значителен или равен нулю. При отклонении в изготовлении профиля зубьев у секций, изготавливаемых неко плектно, возникает перегрузка вспом гательной режущей кромки, приводяща к поломке зубьев. Цель изобретения - упрощение конструкции и повышение стойкости секционной протяжки. .Поставленная цель достигается те что в конструкции секционной протяж ки для обработки углового профиля, зубья которой выполнены с главной и вспомогательной режущими кромками первый зуб каждой последующей секци выполнен с главной режущей кромкой по всему профилю и усиленной спинко На фиг. 1 показана секционная протяжка, общий вид на фиг. 2 вид А на фиг. 1; на фиг. 3 - сечение В-Б на фиг. 1; на фиг. 4 - сече ние В-В на фиг. 1; на фиг. 5 - сече ние на Аиг. 4. Протяжка состоит из предыдущей 1 и последующей 2 секций, которые обрабатывают профиль изделия 3, представляющего угловой уступ. Профиль зубьев протяжки образован главными режущими 4 и вспомогательными 5 кромками. Длина главной режущей кромки каждого зуба ограничена вершиной 6 углового профиля зуба. Все вершины профиля зубьев каждой секции протяжки выполнены на линии, соответствующей боковой стороне профиля изделия 3 с отклонением (У между секциями. Жирной линией показан первый зуб 7 последующей секции 2, выполненный по профильной схеме резания, т.е. со стружечной канавкой 8 и с заточкой по задней грани по всему профилю и имеет усиленную спинку. Протяжка работает следующим образом. Зубья предыдущей секции 1 формируют боковой профиль изделия 3 своими вспомогательными кромками и оставляют выступ со смещением сГ относительно теоретической боковой линии профиля изделия. Первый зуб 7 с усиленной спинкой последующей секции срезает выступ,, соответствующий величине еГ , ликвидируя таким образом погрешность на изделия и обеспечивая нормальную работу последующими зубьями последующей секции 2. Последующие зубья секции 2 формируют остальную часть боковой стороны изделия своими вспомогательными кромками 5 и главными кромками А - другую сторону профиля изделия 3. Таким образом, выполнение секционной протяжки, работающей по генераторной схеме резания, с усиленным первым зубом каждой последующей секции, работающим по профильной схеме резания, дает возможность упростить конструкцию протяжки и повысить ее стойкость.
8идА гго8ёрн1/гпо
Vс
Б- б ло6срну/по
Фиг.З
Г- Г
Фиг. 4
фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Деформирующе-режущая протяжка | 1988 |
|
SU1634398A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Протяжка | 1983 |
|
SU1119794A1 |
| Секционная протяжка для обработки отверстий | 1986 |
|
SU1516260A1 |
| Протяжка генераторная для обработки фасонных поверхностей | 2020 |
|
RU2753220C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
СБЮЩОННАЯ ПРОТЯЖКА для обработки углового профиля, зубья которой выполнены с главной и всйомогательной режущими кромками, отличающаяся тем, что, с целью упрощения конструкции и повьвпения стойкости секционной протяжки, первый зуб каждой последующей секции выполнен с главной режущей кромкой по всему профилю и усиленной спинкой. СП со 00 Од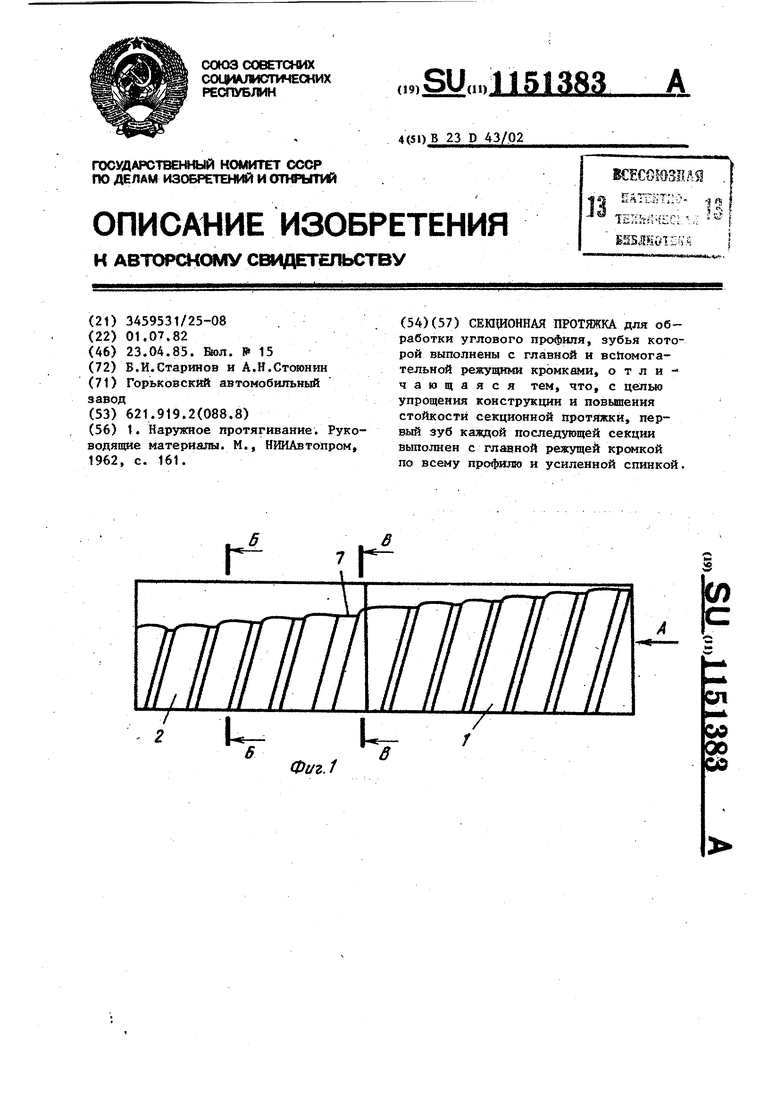
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Наружное протягивание | |||
| Руководящие материалы | |||
| М., НИИАвтопром 1962, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
