1
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается конструкции электрода-инструмента для размерной электрохимической обработки.
Цель изобретения - повьапение про изводительности и качества обработки путем выравнивания гидродинамических параметров потока электролита в межэлектродном прометсутке.
Цель достигается созданием подпора электролита за счет уменьшающейс глубины канавки от центра к периферии и вращения электрода-инструмента в направлении, противоположном направлейию захода спирали.
Кроме того, спиральная канавка создает турбулизацию потока электролита, что приводит также к выравниванию свойств межэлектродной среды, повьшению производительности и качества обработки. Соотношение ширины и глубины канавки выбрано из результатов экспериментов.
На фиг. 1 изображен электрод-инструмент, продольный раэрез; на фиг. 2 - вид А на фиг. 1.
Электрод-инструмент иМеет полый корпус 1 с отверстиями 2 для подачи электролита. На рабочем торце .3 вьтолнена канавка 4, имеющая вид спирали.
Электрод-инструмент работает
следуюшсим образом.
При прошивке обрабатываемой полости электроду-инструменту эа514022
дают вращение таким образом, чтобы направление вращения быпо противоположно направлению захода спиральной канавки. Если рассматривать продольное сечение вращакицегося электрода-инструмента, то канавка 4 будет как бы постоянно перемещаться по торцу 3 от периферии к центру электрода-инструмента. Это создает подпор и образует турбулизацию потока электролита в рабочем зазоре, что интенсифицирует анодное растворение, приводит к увеличению производительности процесса, качества обработанной поверхности и точности обработки.
Пример. Производится обработка кольцевого паза шириной 15 мм, диаметром 60 мм на глубину 40 мм. Обрабатываемый материал - жаропрочный сплав на никелевой основе. При обработке кольцевого паза известным электродом-инструментом трудоемкость операщш ооставляет 25 мин, причем дно проточки имеет уклон, паз имеет большой развал боковых стенок с высокой шероховатостью поверхности. При обработке такого же паза предлагаемым электродом-инструментом с изменяющейся глубиной спиральной проточки; у центра ширина 3 мм, глубина 12 мм, у периферии ширина 3 мм, глубина 3 мм, шаг 3 мм. Время обработки составляет 10 мин, дно паза имеет незначительный уклон, малый развал боковых стенок.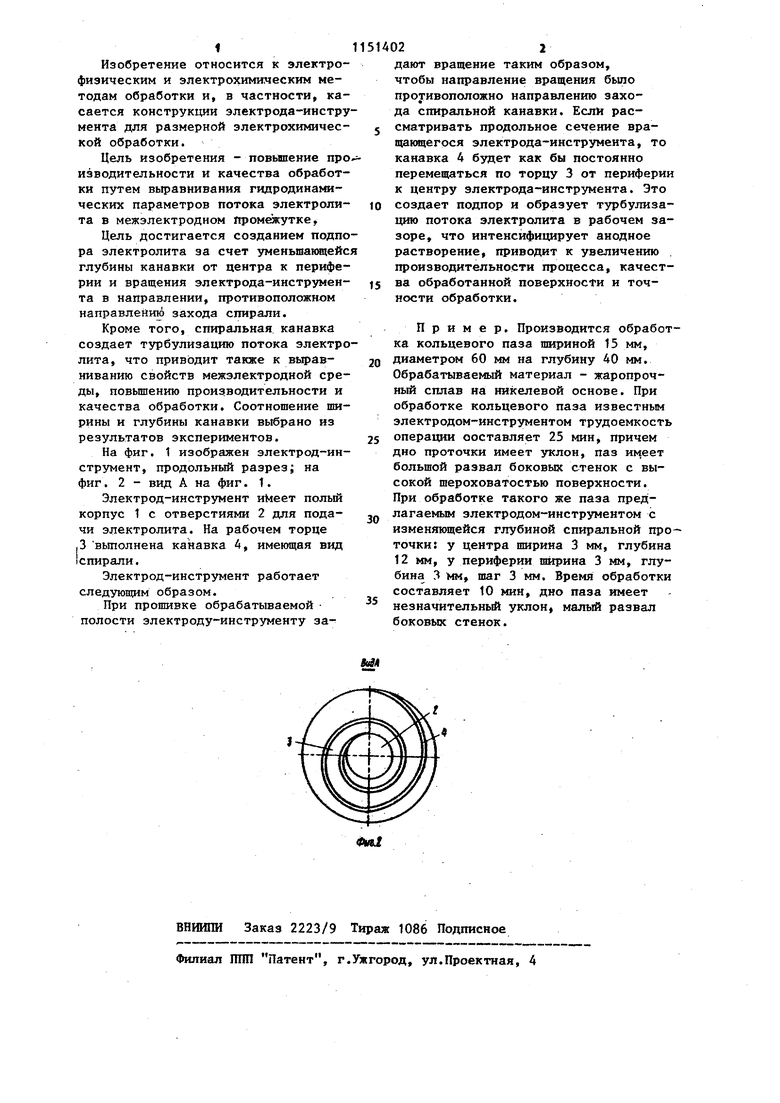
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1992 |
|
RU2086367C1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| Способ электрохимической обработки кольцевым электродом-инструментом | 1991 |
|
SU1773613A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Способ электрохимической обработки сквозных отверстий | 1989 |
|
SU1710234A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
ЭЛЕКТРОД-ИНСТРУМЕНТ для электрохимической обработки, выполненный в форме цилиндра с центральным каналом для подвода электролита и рабочим торцом со спиральной канавкой, шаг которой не превышает ширину рабочего торца, отличающийся тем, что, с целью повышения производительности и качества обработки, канавка выполнена с умень шающейся глубиной от центра к периферии электрода-инструмента, причем глубина канавки у центра превышает ее- ширину в 4-5 раз, а у периферии в 1-2 раза. ел Фиг.1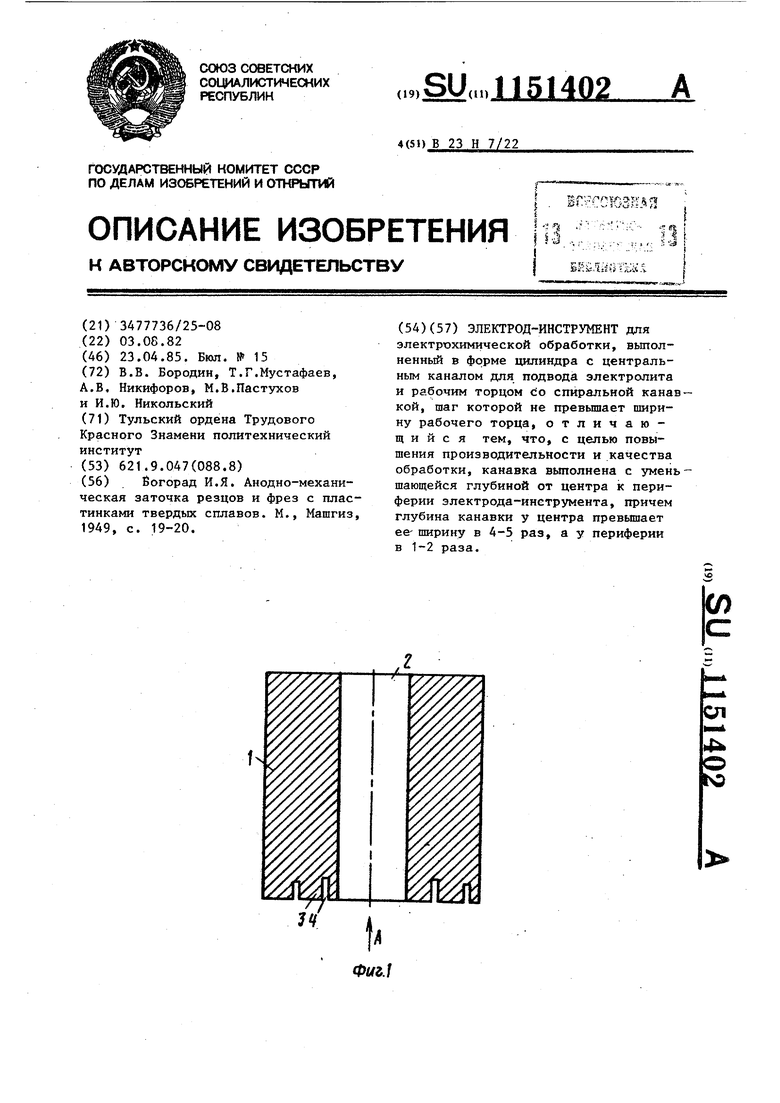
| Йогорад И.Я | |||
| Анодно-механическая заточка резцов и фрез с пластинками твердых сплавов | |||
| М., Машгиз, 1949, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
