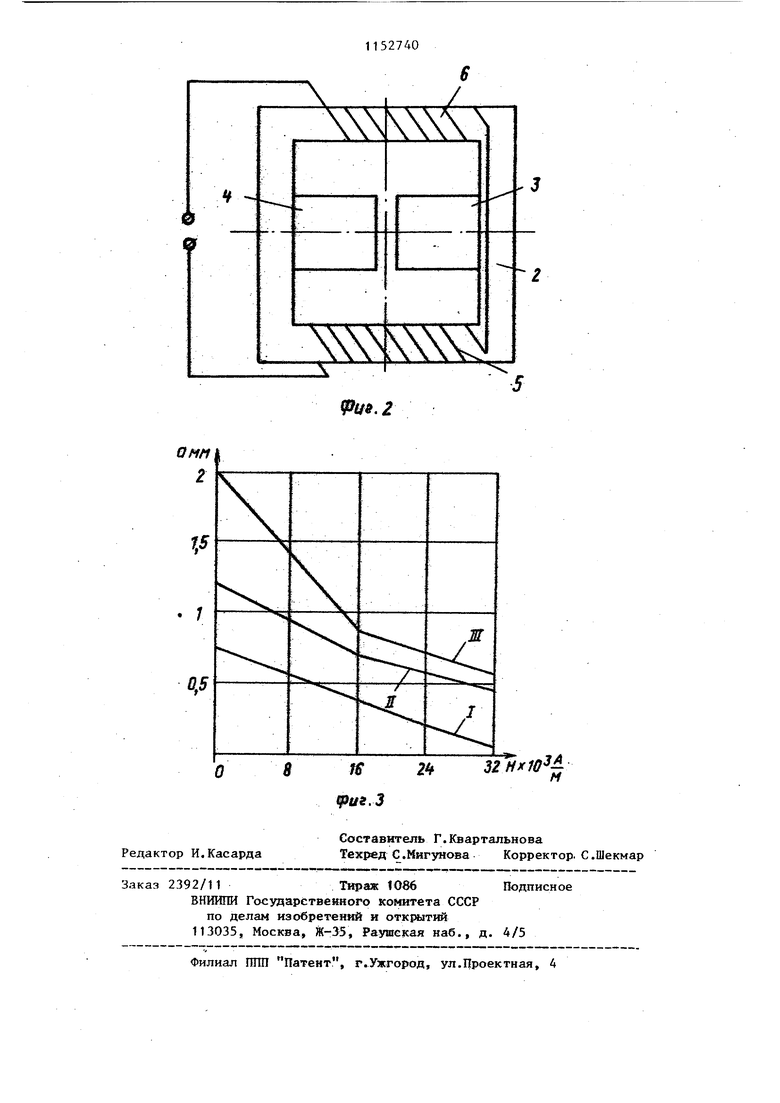
Изобретение относится к сварке, в частности к сварке магнитоуправляемой дугой на повышенных скоростях. Цель изобретения - повьшение качества сварных швов при сварке на по вышенных скоростях и уменьшение габа ритов устройства. Расположение магнитопровода на ко ническом конце сопла позволяет умень шить габариты устройства, Вьтолнение магнитопровода с полюсными наконечни ками, загнутыми в сторону оси горелки под углом, равньм углу наклона образующей конического конца сопла горелки, позволяет сконцентрировать магнитное поле в зоне дуги, тем самы повысить устойчивость горения дуги уменьшить отставание анодного пятна и устранить возможность возникновения двдйного дугообразования. Пр5шоугольная форма магнитопровода позволяет направить воздействие магнитного поля в riyxHOM направлении, а также в случае микроплазменной сварки приблизить электрод к изделию. На фиг. 1 показано устройство, общий вид; на фиг. 2 - магнитопровод, ввд сверху; на фиг. 3 - зависимость отставания анодного пятна а при различных скоростях сварки V,-g и напряженностях магнитного поля Н, I - Vce 120 м/ч; II 250 м/ч; III - Vce 350 м/ч. t Устройство для сварки магнитоупра ляемой дугой содержит горелку 1, соп ло которой выполнено с коническим ра бочим концом. На горелке установлена электромагнитная система с прямоугольным магнитопроводом 2 и двумя полюсньми наконечниками 3 и 4, расположенными по обе стороны от Горелки 1 и отогнутыми в сторону оси горелки под углом, равным углу наклона образующей конического конца сопла горелки 1. На магиитопроводе расположены катуткн 5 и 6 по обе стороны от горелки. В процессе сварки катушки 5 и 6 магнитопровода 2 запитываются постоянньв током. В зазоре между полюсными наконечниками 3 и 4 магнитопровода 2 создается поперечное магнитное поле, линии напряженности Н которого направлены в сторону вектора скорости сварки У-„. Магнитное поле воздействует на сварочную дугу, горящую между полюсньми наконечниками 3 и 4, повьюая его устойчивость, т.е. уменьшает отставание анодного пятна и,что позволяет получить бездефектное формирование шва при сварке на повьнвенных скоростях. Пример. При сварке на различных скоростях Vев(фиг. 3) с увеличением напряженности Н поперечного магнитного поля отставание анодного пятна а уменьшается. При скорости Vce - 20 м/ч и напряженности Н О (базовьй вариант) отставание анодного пятна а 0,6 м, при увеличении напряженности магнитного поля до Н 32000 А/м отставание анодного пятна о 0,05 мм (фиг. 3, 1). При скорости Vpg 350 м/ч и напряженности Н О отставание анодного пятна ,0 мм,, при Н 32000 А/мQ 0,5 мм, что не превышает отставания анодного пятна при базовом варианте (фиг. 3, III). Предлагаемое изобретение позволяет повысить производительность и качество шва при сварке неплавящимся электродом изделий из нержавеющих сталей и сплавов.
0
9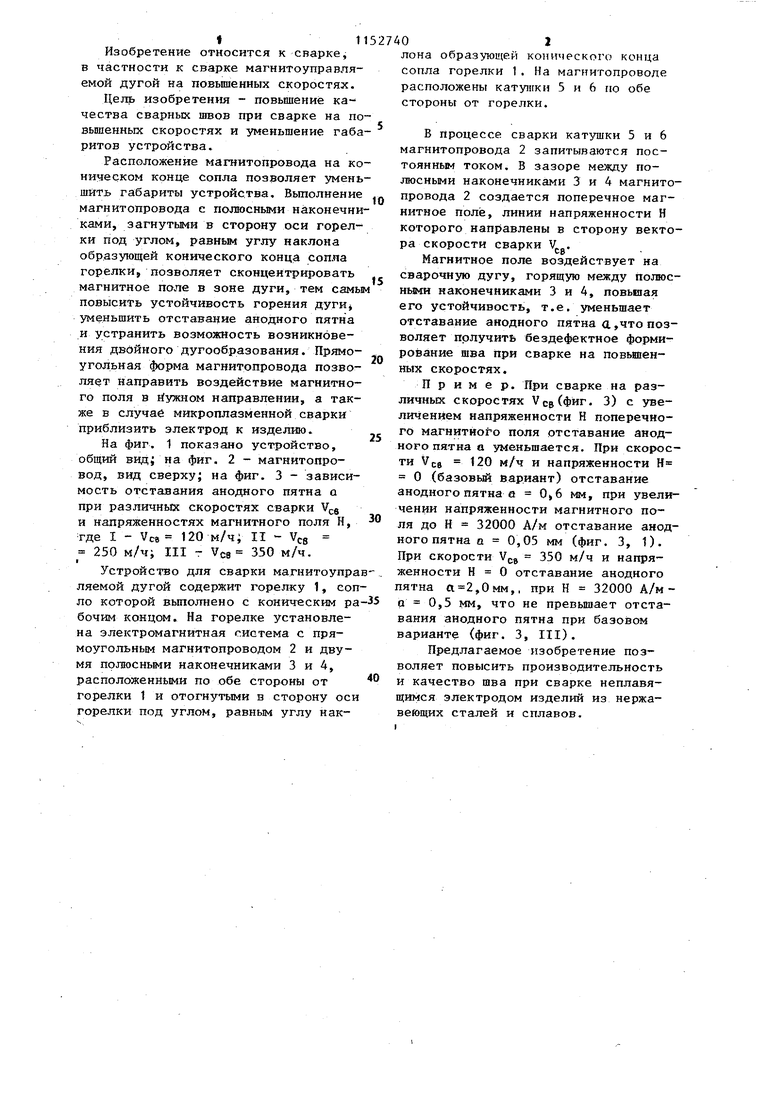
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки магнитоуправляемой дугой | 1990 |
|
SU1815059A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| Устройство для пайки магнитоуправляемой дугой в вакууме | 1985 |
|
SU1318358A1 |
| Устройство для сварки магнитоуправляемой дугой | 1982 |
|
SU1234097A1 |
| Устройство для сварки магнитоуправляемой дугой | 1991 |
|
SU1816590A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2520881C1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| Горелка для дуговой сварки магнитоуправляемой дугой | 1977 |
|
SU685452A1 |
УСТРОЙСТВО.ДЛЯ СВАРКИ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ, содержащее горелку с соплом, выполненным с коническим рабочим концом, и установленную на ней электромагнитную систему с магнитопроводом и полюсными наконечниками, загнутыми в сторону оси горелки, отличающееся тем, что, с целью повышения качества сварных швов при сварке на повыленных скоростях и уменьшения габаритов устройства, полюсные наконечники загнуты под углом, равным углу наклона образующей конического конца сопла горелки, магнитопровод выполнен прямоугольным и расположен на коническом конце.
U9. 2
QMH 2
| Гаген Ю.Г | |||
| и Таран В.Д | |||
| Сварка магнитоуправляемой дугой | |||
| М., Машин строение, 1970, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1977 |
|
SU721267A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
