ю
8
to С
Изобретение относится к дуговой сварке и может быть использовано в различных отраслях промышленности для сварки изделий с двумя параллельными сварными швами в решетчатых и каркасных конструкциях. Целью изобретения является повышение качества сварных швов путем улучшения их формирования и предотвращения образования подрезов при сварке горизонтальных швов на вертикальной плоскости.
На чертеже схематично представлено устройство для сварки магнитоуправляемой дугой. .
Устройство для сварки магнитоуправляемой дугой изделий с двумя параллельными сварными шаами содержит станину 1. на которой размещен стол 2 для фиксации изделия, две сварочные горелки 3 и 4, оси которых расположены в одной плоскости; вал 5, размещенную между горелками управляющую магнитную систему 6, имеющую полюсные : наконечники 7 и 8, смонтированные на шарнирах 9 и 10, и снабженную блоком управления (не показан) наклоном полюсных наконечников 7 и 8 к оси 0-0 горелок 3 и 4,
Устройство работает следующим образом.
На стол 2 устанавливают изделие 11,8 процессе сварки происходит возвратно- вращательное движение вала 5, на котором установлена управляющая магнитная система 6. При повороте вала 5 поворачивается магнитная управляющая система 6, меняется ток между торцом магнита и изделием, что приводит к отклонению сварочной дуги сначала в одну, а потом в другую сторону. Горелки 3 и 4 установлены в горизонтальной плоскости напротив друг друга.
. Между деталью 11 и сварочной горелкой 3(4) возбуждается дуга, Одновременно с включением сварочной горелки 3 (4) подает-; ся напряжение на управляющую магнитную систему 6. Под действием магнитного поля дуга отклоняется в вертикальной плоскости вверх, Угол отклонения дуги относительно
горизонтальной оси 0-0 горелок 3 и 4 определяется углом наклона магнитной системы 6 за счет вращения полюсных наконечников 7и8в шарнирах 9 и 10, т.к. блок управления
(не показан) изменяет величину напряжения в магнитной системе 6 в зависимости от изменения силы тока в сварочной цепи. Отклонение дуги в горизонтальной плоскости производится за счет возвратно-вращательного движения вала 5.
После получения качественного сварного шва дуги гаснут, изделие перемещается на один шаг. Процесс сварки повторяется в последовательности, изложенной выше.
5 Таким образом, по сравнению с прототипрм,предложенное устройство позволяет
повысить качество сварки при выполнении
двух параллельных швов на вертикальной
плоскости ввиду отсутствия образования
0 подрезов и качественного формирования швов. . Ф о р м у л а и з о б р ет е н и я
Устройство для сварки магнитоуправляемой дугой, содержащее расположенные
5 встречно и одна напротив другой две сварочные горелки, оси которых расположены в одной плоскости, рабочий стол для установки свариваемого изделия, расположенный между горелками,электромагнитную
0 систему с двумя полюсными наконечниками, установленную между горелками, отличающееся тем, что, с целью повышения качества сварных швов путем улучшения их формирования и предотвра5 щения образования подрезов при сварке одновременно двух параллельных горизонтальных швов на вертикальной плоскости, оно снабжено блоком управления наклоном полюсных наконечников, станиной и валом,
0 установленным с возможностью вращения и возвратно-поступательного перемещения, полюсные наконечники шарнирно закреплены на торце вала и направлены встречно горелкам, сварочные горелки за5 креплены на станине, а рабочий стол установлен на станине с возможностью перемещения.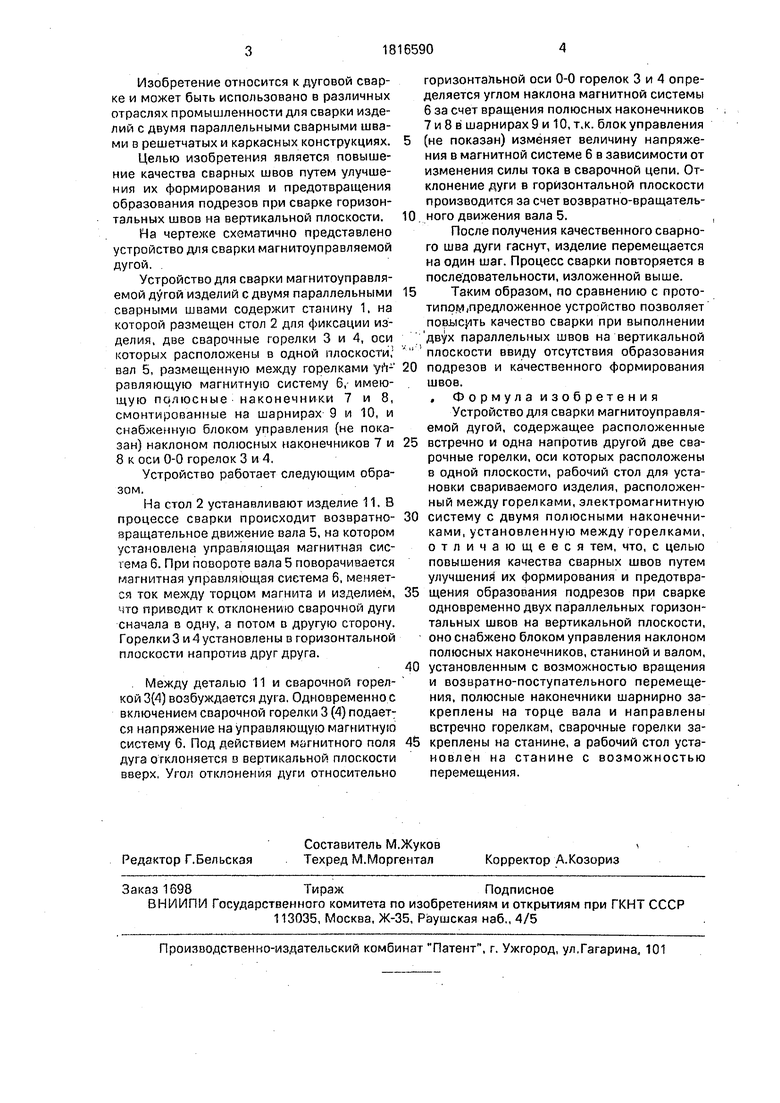
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| Устройство для одновременной сварки двух угловых швов | 1977 |
|
SU636064A1 |
| Устройство для сварки магнитоуправляемой дугой | 1983 |
|
SU1152740A1 |
| Горелка для сварки магнитоуправляемой дугой | 1990 |
|
SU1815059A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2240906C1 |
| Устройство для сварки магнитоуправляемой дугой | 1982 |
|
SU1234097A1 |
Использование: сварка двумя параллельными швами. Сущность изобретения: устройство содержит две горелки 3 и 4, закрепленные на станине 1 и расположенные встречно и одна напротив другой. Оси горелок 3 и 4 расположены в одной плоскости. Между горелками 3 и 4 расположен стол 2 для размещения изделий и вал 5, установленный с возможностью вращения и возвратно-поступательного перемещения. На торце вала 5 шарнирно закреплены полюсные наконечники 7 и 8. Устройство имеет блок управления наклоном полюсных наконечников. 1 ил. гО-,
| Устройство для сварки магнитоуправляемой дугой | 1975 |
|
SU596392A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
