(5) УСТРОЙСТВО для СВАРКИ МАГНИТОУПРАВЛЯЕМОЙ
ДУГИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ автоматической двухдуговойСВАРКи ТАВРОВыХ СОЕдиНЕНий | 1978 |
|
SU799926A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1976 |
|
SU626905A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
1
Изобретение относится к двухдуговой автоматической сварке тавровых соединений из элементов с разной толщиной и может быть использовано в различных отраслях промышленности,
Известно устройство для автоматической двухдуговой сварки тавровых соединений, которое содержит сварочную головку с двумя встречно направленными горелками, расположенными под углом одна к другой, и механизм колебания горелок, выполненный в виде кулачка с двигателем и подпружиненной системы рычагов 11.
Это,-устройство предназначено для качественной сварки деталей с практически равной толщиной стенки и полки, поскольку дуги в нем равномерно отклоняются в сторону обеих деталей. Поэтому устройство не может быть использовано для осуществления качественной сварки разнотолщинных деталей таврового соединения, кроме того, это устройство громоздко.
Известно устройство для сварки маг нитоуправляемой дугой, содерх ащее горелку и установленный симметрично относительно оси горелки магнит с П-образным магнитопроводом. Устрой- . ство имеет также электромагнит с обмоткой переменного тока, магнитопровод которого выполнен в виде стержня, параллельного оси горелки, и расположен перед горелкой 12.
10
Недостатком устройства является то, что его магнитная система обеспечивает отклонение одной дуги. В случае использования данного устройства для сварки таврового соединения дву15мя встречно направленными горелками, установленными в одной сварочной головке, два магнита, расположенные перед горелками не смогут создать каждый свое направленное магнитное поле,
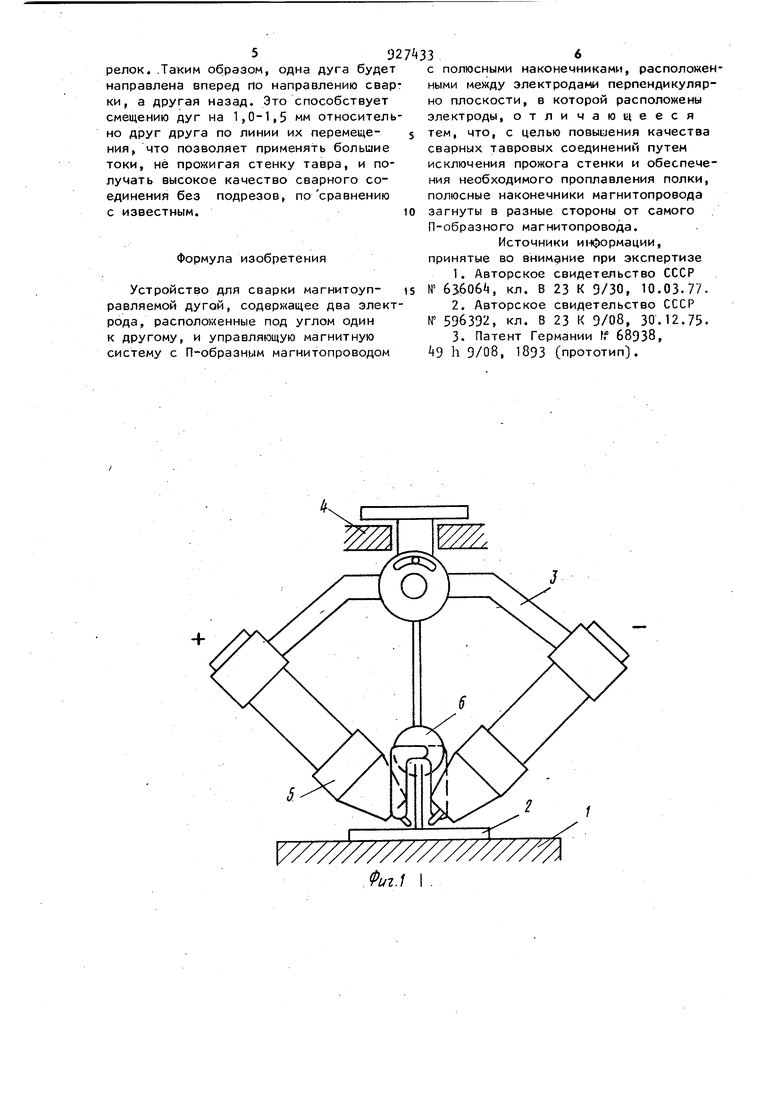
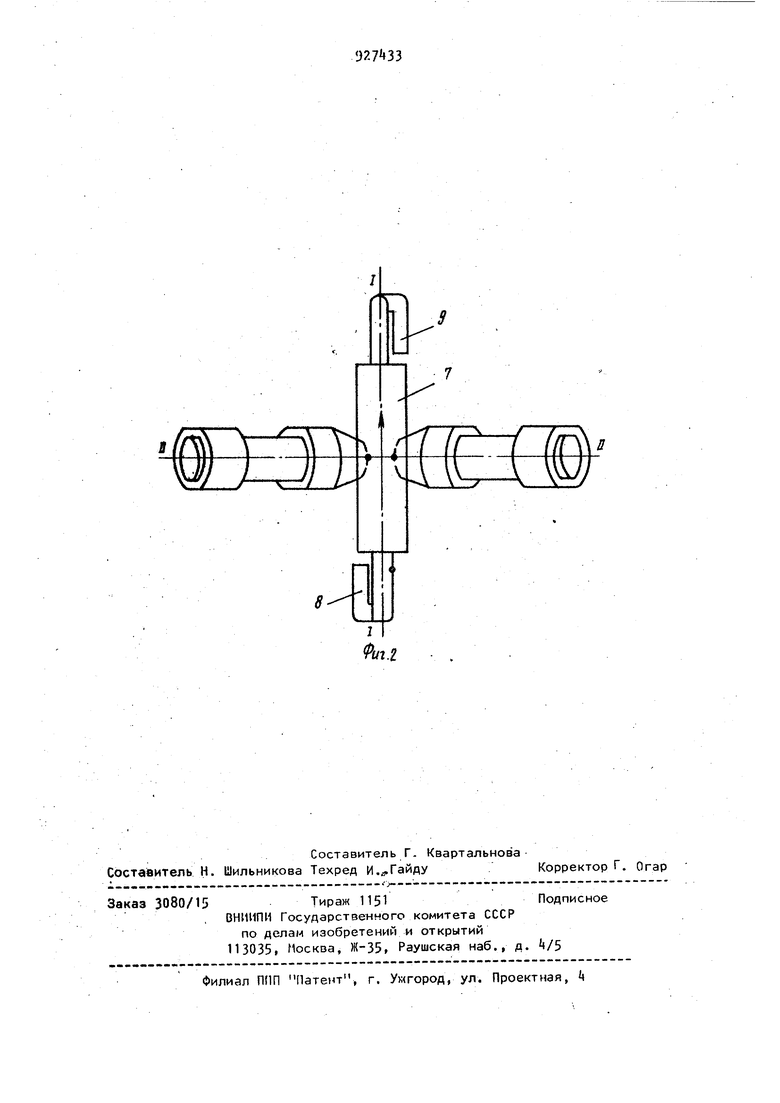
70 так как будут изменять магнитные поля друг друга. Следовательно, не будет четкого отклонения дуг в нужную сторону, поэтому качественной сварки Таврового соединения с толщиной деталей осуществить нельзя. Крот ме того, наличие двух магнитных отклоняющих систем значительно усложняет устройство и делает его громоз Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является устройство для сварки магнитоуправля емой дугой, содержащее два электрода расположенные под углом один к другому и управляющую магнитную систему с П-образным магнитопроводом с полюс ными наконечниками,- расположенными между электродами перпендикулярно плоскости, в которой расположены электроды З. Недостатком известного устройства является то, что при двухдуговой сварке тавровых соединений, с тонкой стенкой и полкой большой толщины воз можно отклонение дуг на стенку, приводящее к прожогу стенки и недостаточному проплавлению полки. Цель изобретения - повышение качества сварных тавровых соединений путем исключения прожога стенки и обеспечения необходимого проплавлени полки. Это достигается тем, что в устрой стве для сварки магнитоуправляемой дугой, содержащем два электрода, рас положенные под углом один к другому, и управляющую магнитную систему с П образным магнитопроводом с полюсны ми наконечниками, расположенными меж ду электродами перпендикулярно плоскости, в которой расположены .электро ды, полюсные наконечники магнитопровода загнуты в разные стороны от самого fl-образного магнитопровода. На фиг. 1 представлено располох ение горелок и магнитопровода; на фиг. 2 - устройство с условно снятой головкой, вид сверху. Устройство состоит из стола 1, на которой устанавливается собранное тавровое соединение 2, и сварочной головки 3 установленной с возможностью перемещения вдоль стола 1, в направлении 1-1 линии сварки по на правляющим к сварочной головке кре пятся две горелки 5, расположенные навстречу одна другой с разных сторон стенки тавра в одной плоскости II--II. Устройство снабжено магнитной отклоняющей системоС с П-образным нагнитопроводом 6, установленным между горелками 5 перпендикулярно плоскости II-II Ptx расположения, и закрепленным-на сварочной головке 3. Обмотка 7 магиитопровода расположена на средней его части вдоль продольной его оси. Полюсные наконечники 8 и 9 магнитопровода загнуты в разные стороны от самого П-образного магнитопровода. Полюсы 8 и 9 магиитопровода располагают по разные стороны продольной его оси I-i и с разных сторон плоскости расположения горелок 5- Электроды горелок |) подключают к разным полюсам. Сварка источника питания осуществляется, следующим образом. На рабочий стол 1 устанавливают собранное тавровое соединение 2, у которого полка вдвое толще стенки, Головку 3 подводят к месту начала сварки так, чтобы горелки 5 заняли свое рабочее -положение. Электроды горелок 5 подключают один к плюсовому, другой к минусовому полюсам источника питания (не показано)свариваемое изделие подключают к средней точке источника. Зажигают дуги и начинают процесс сварки. Одновременно к обмотке 7 магнитопровода 6 подают ток. Между полюсами 8 tt Э созается постоянное продольное по отношению к направлению сварки магнитное поле В, которое,воздействуя на .дуги, возбужденные между электродами горелок 5 и свариваемыми деталями 2, отклоняет их в соот.ветствии с законом Ампера в нужную сторону, в данном случае, в сторону более толстой полки. Если же в соединении стенка толще полки и дуги нужно отклонить в сторону стенки, достаточно переменить полярность полюсов магнита. Отклонение дуг в сторону полки с большей толщиной способствует равномерному проплавлению таврового соединения. Смещение полюсных наконечников в разных направлениях и на разные расстояния относительно плоскости расположения магнитопровода позволяет отклонять магнитное поле на различные углы относительно этой оси. Смещение магнитного поля на определенный угол, например 15-20 позволяет, согласно правилу Ампера, отклонить дуги в разные стороны не только на полку соединения, но еще и в разные стороны относительно плоскости расположения горелок. .Таким образом, одна дуга будет направлена вперед rto направлению свар ки, а другая назад. Это способствует смещению дуг на 1,0-1,5 мм относитель но друг друга по линии их перемещения, что позволяет применять большие токи, не прожигая стенку тавра, и полумать высокое качество сварного соединения без подрезов, посравнению с известным. Формула изобретения Устройство для сварки магнитоуправляемой дугой, содержащее два элект рода, расположенные под углом один к другому, и управляющую магнитную систему с П-образным магнитопроводом 9 3 с полюсными наконечниками, расположенными между электродами перпендикулярно плоскости, в которой расположены электроды, отличающееся тем, что, с целью повышения качества сварных тавровых соединений путем исключения прожога стенки и обеспечения необходимого проплавления полки, полюсные наконечники магнитопровода загнуты в разные стороны от самого П-образного магнитопровода. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 6j606i, кл. В 23 К 9/30, 10.03.77. 2.Авторское свидетельство СССР № 596392, кл. В 23 К 9/08, 30.12.75. 3.Патент Германии ff 68938, h 9/08, 1893 (прототип).
