1
Изобретение относится к устройствам для сварки магнитоуправляемой дугой в защитных газах и может быть использовано в химической, энергетической и других отраслях промыошен- ности, в особенности при сварке импульсным током.
Целью изобретения является повышение качества сварных швов при импуль
сной сварке, предварительного подог- 0 термообработки сварных швов длинной
рева свариваем.ых соединений и последующей термообработки сварных швов ; длинной дугой путем снижения перегрева магнитопровода электромагнита и снижения вибраций горелки.15
На чертеже изображено предлагае- мое устройство, общий вид.
Устройство содержит корпус 1, в котором выполнена проточка 2, а горелка 3 с электродом 4 жестко закрепле- 20 на на оси 5, входящей в проточку 2. Горелка 3 установлена в корпусе 1с возможностью поступательного перемещения. В корпусе 1 выполнена вторая
проточка 6, в которой на оси 7 раэме- 25 дуги двигатель 14 системы АРНД переме щен магнитопровод 8., выполненный с щает горелку 3с электродом 4 вниз, обмотками, 9 и полюсными наконечниками а магнитопровод 8 с обмоткой 9 и подугой.
При сварке импульсным током устройство работает следующим образом.
При включении устройства возбуждается электрическая дуга и двигатель 14 системы слежения за длиной дуги (АРНД) через зубчатую шестерню 13 перемещает зубчатую рейку 11 и жестко связанную с ней горелку 3 с электродом 4 вверх, а зубчатую рейку 12 с магнитопроводом 8, обмоткой 9 и полюсными наконечниками 10 вниз. При достижении заданной в соответствии с технологическими требованиями длины
10, загнутыми в сторону электрода 4. Магнитопровод 8 установлен с возможностью поступательного перемещения. Устройство снабжено механизмом относительного перемещения электрода 4 и магнитопрОБОда 8, который выполнен в виде двух реек 11 и 12, одна из которых (1 1 ) жестко закреплена на горелке 3 параллельно ее оси а вторая (12) - на магнитопроводе 8, кинемати- .чески связанной с рейками 11 и 12 шестер ней 13, установленной в корпусе 1 только с возможностью поворота. Шестерня 13 может быть размещена как на выходном валу двигателя 14 системы АРНД, так и на валу лвзбого другого привода.
Устро йство содержит цангу 15 для кр1еиления электрода 4 и штуцер 16 токогазоподвода.
На чертеже основными линиями пока- зано расположение элементов устройства в момент магнитного управления ду30
35
40
45
люсным наконечником 10 вверх до дости жения заданной длины дуги импульса тока. После-подачи импульса тока цикл повторяется.
В момент импульса тока (рабочая дуга) механизм относительного перемещения отводит магнитопровод из зоны горения дуги, поэтому он не пере- .гревается, т. е. магнитные свойства
магнитопровода сохраняются, а следовательно, обеспечивается необходимая концентрация магнитного поля в- требуемой зоне. При-предварительном подогреве или термообработке длинной дугой, мощность которой в 3-5 раз меньше мощности рабочей дуги, также отсутствует перегрев магнитного провода. Взаимное перемещение горелки и магнитопровода обеспечивает балансировку устройства в цепом, что снижает вибрации горелки, стабилизирует длину дуги, а следовательно, обеспе чивает Повышение качества сварных швов.
гон, а штрих-пунктирными линиями - положение элементов устройства в момент подачи импульса тока.
Устройство предназначено для технологической операции по сварке им- пульсным током взаимно перекрыванвдими- ся точками, оно может быть использовано для предварительного подогрева свариваемых соединений и последующей
дуги двигатель 14 системы АРНД переме щает горелку 3с электродом 4 вниз, а магнитопровод 8 с обмоткой 9 и подугой.
При сварке импульсным током устройство работает следующим образом.
При включении устройства возбуждается электрическая дуга и двигатель 14 системы слежения за длиной дуги (АРНД) через зубчатую шестерню 13 перемещает зубчатую рейку 11 и жестко связанную с ней горелку 3 с электродом 4 вверх, а зубчатую рейку 12 с магнитопроводом 8, обмоткой 9 и полюсными наконечниками 10 вниз. При достижении заданной в соответствии с технологическими требованиями длины
люсным наконечником 10 вверх до достижения заданной длины дуги импульса тока. После-подачи импульса тока цикл повторяется.
В момент импульса тока (рабочая дуга) механизм относительного перемещения отводит магнитопровод из зоны горения дуги, поэтому он не пере- .гревается, т. е. магнитные свойства
магнитопровода сохраняются, а следовательно, обеспечивается необходимая концентрация магнитного поля в- требуемой зоне. При-предварительном подогреве или термообработке длинной дугой, мощность которой в 3-5 раз меньше мощности рабочей дуги, также отсутствует перегрев магнитного провода. Взаимное перемещение горелки и магнитопровода обеспечивает балансировку устройства в цепом, что снижает вибрации горелки, стабилизирует длину дуги, а следовательно, обеспе чивает Повышение качества сварных швов.
7 S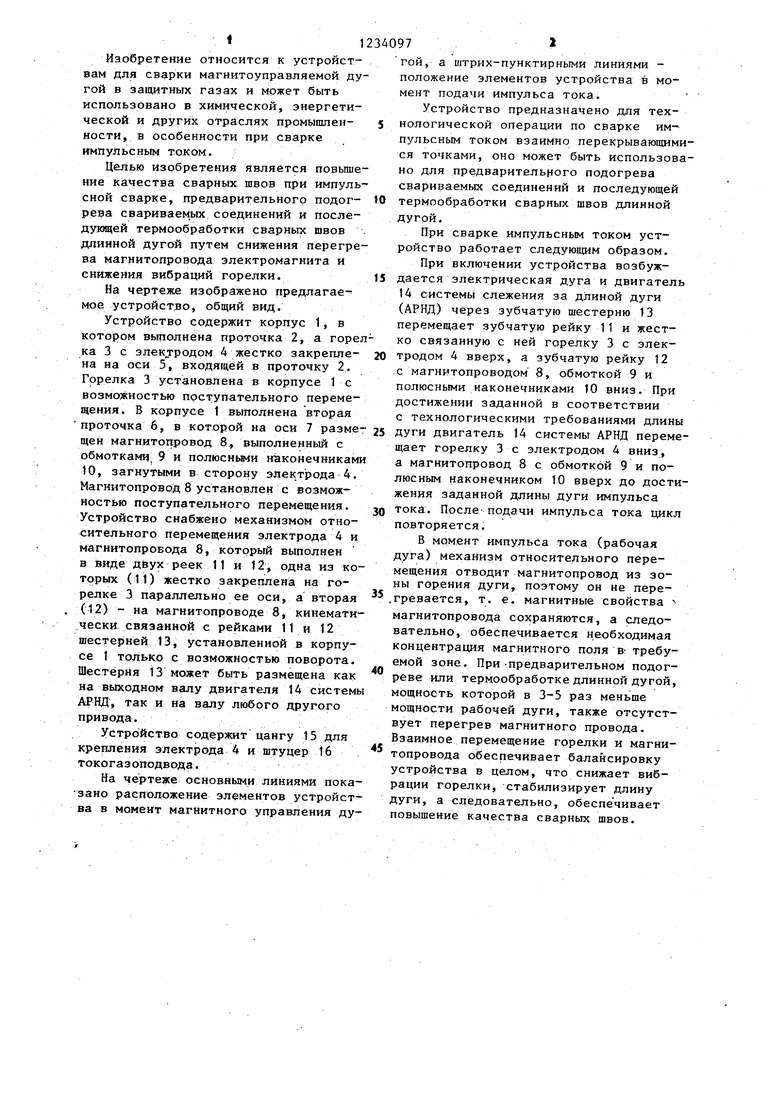
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Горелка для сварки магнитоуправляемой дугой | 1990 |
|
SU1815059A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Устройство для электродуговой сварки | 1985 |
|
SU1839129A1 |
| Устройство для сварки магнитоуправляемой дугой | 1983 |
|
SU1152740A1 |
| Устройство для автоматической сварки | 1985 |
|
SU1292291A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |

Составитель Г.Квартальнова
Редактор М. Бандура
Техред О.Сопко
Заказ 2934/14
: Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор В.СйИицкая
| Устройство для сварки магнитоуправляемой дугой | 1975 |
|
SU596392A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Завьялов В.Е | |||
| Горелка для газо-: электрической сварки с магнитным управлением дугой | |||
| Сварочное производство, 1984, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Способ отливки металлических изделий | 1946 |
|
SU68938A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
