(Л
X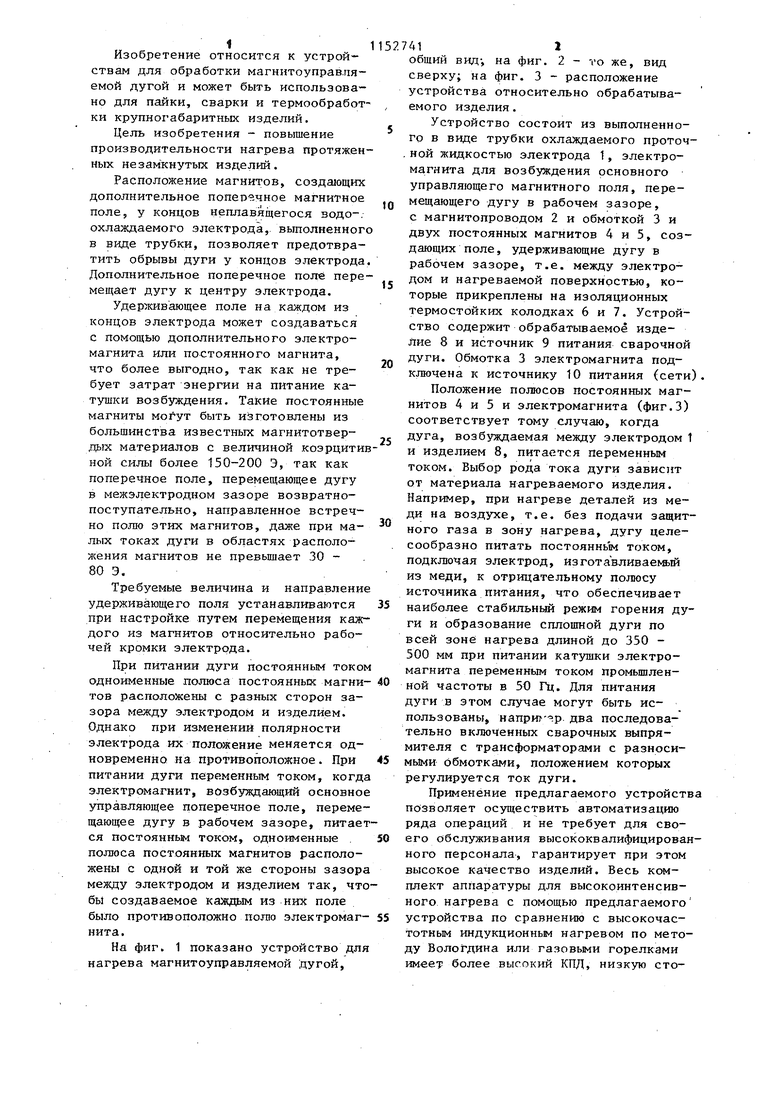
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1990 |
|
SU1811457A3 |
| Способ сварки магнитоуправляемой дугой | 1986 |
|
SU1391823A1 |
| ЛЕВИТИРУЮЩЕЕ ТРАНСПОРТНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ ВНУТРИ ВАКУУМНОГО ОБЪЕМА | 1999 |
|
RU2198241C2 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Устройство для сварки магнитоуправляемой дугой | 1990 |
|
SU1815058A1 |
| Способ сварки | 1989 |
|
SU1838060A3 |
| Устройство для нагрева длинных зон магнитоуправляемым разрядом | 1986 |
|
SU1489937A1 |
УСТРОЙСТВО ДЛЯ НАГРЕВА МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ, содержащее незамкнутый неттлавящийся водоохлаждаемуй электрод, выполненный в виде трубки, и управляющую электромагйитную систему, отличающееся тем, что, с целью повыпения производительности нагрева протяженных незамкнутых изделий, оно снабжено магнитами для возбуждения дополнительного управляющего поперечного магнитного поля, установленными у концов электрода.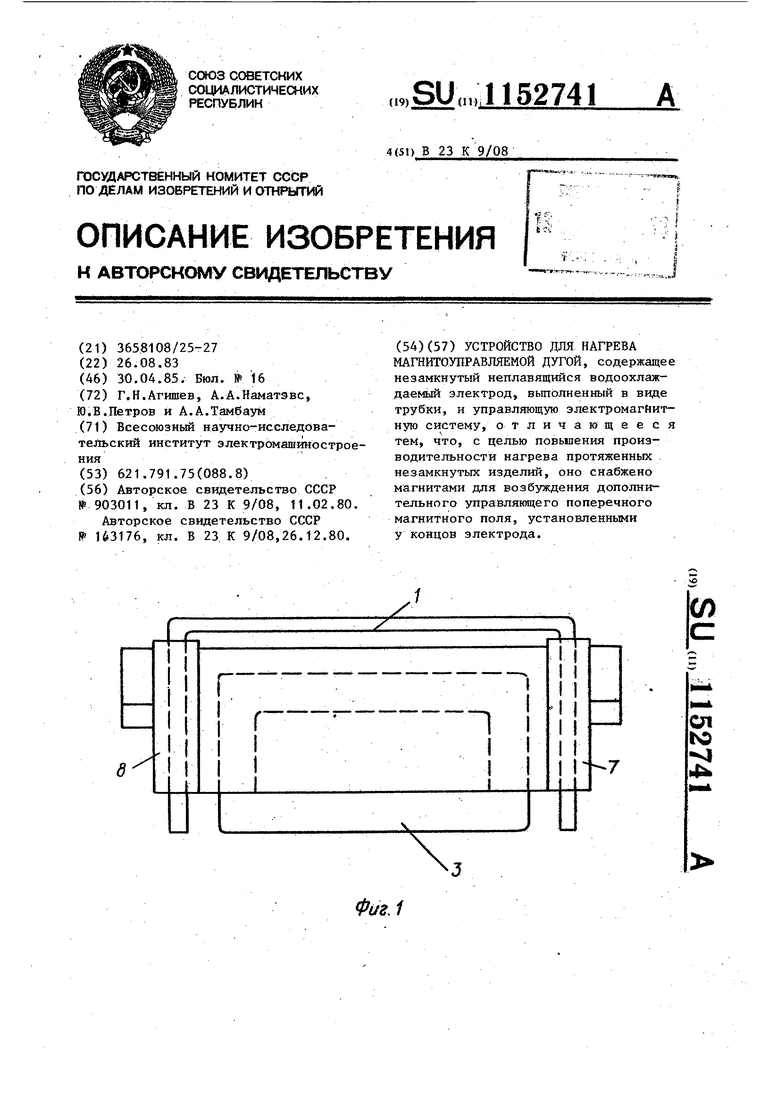
О1
ю
4;
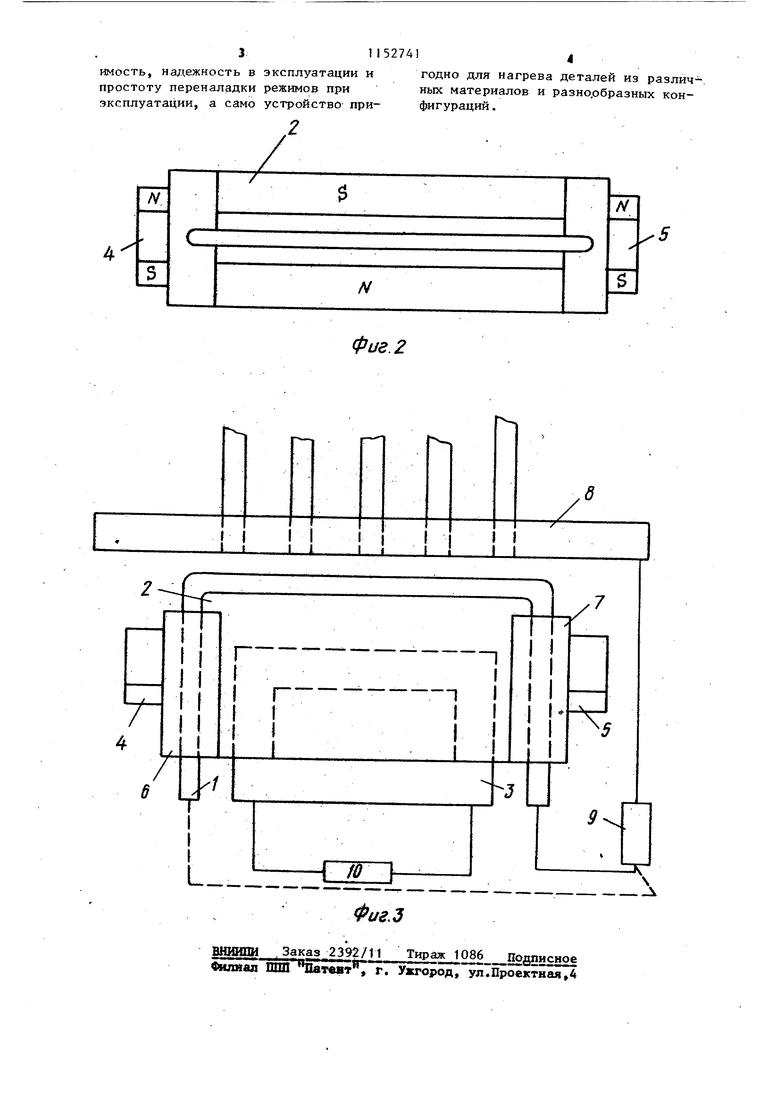
ife.f Изобретение относится к устройствам для обработки магнитоуправляемой дугой и может быть использовано для пайки, сварки и термообработки крупногабаритных изделий. Цель изобретения - повышение производительности нагрева протяжен ных незамкнутых изделий. Расположение магнитов, создающих дополнительное поперечное магнитное поле, у концов неплавящегося водо-. охлаждаемого электрода, вьтолненног в виде трубки, позволяет предотвратить обрывы дуги у концов электрода Дополнительное поперечное поле пере мещает дугу к центру электрода. Удерживающее поле на каждом из концов электрода может создаваться с помощью дополнительного электромагнита или постоянного магнита, что более выгодно, так как не требует затрат энергии на питание катушки возбуждения. Такие постоянные магниты могут быть изготовлены из большинства известных магнитотвердых материалов с величиной коэрцити ной силы более 150-200 Э, так как поперечное поле, перемещающее дугу в межэлектродном зазоре возвратнопоступательно, направленное встречно полю этих магнитов, даже при малых токах дуги в областях расположения магнитов не превьшает 30 80 Э. Требуемые величина и направлени удерживающего поля устанавливаются при настройке путем перемещения каж дого из магнитов относительно рабочей кромки электрода. При питании дуги постоянным токо одноименные полюса постоянных магни тов расположены с разных сторон зазора между электродом и изделием. Однако при изменений полярности электрода их положение меняется одновременно на противоположное. При питании дуги переменным током, когд электромагнит, возбуждающий основно управляющее поперечное поле, переме щающее дугу в рабочем зазоре, питае ся постоянньм током, одноименные . полюса постоянных магнитов расположены с одной и той же стороны зазор между электродом и изделием так, чт бы создаваемое каждым из них поле было противоположно потао электромаг нита. На фиг. 1 показано устройство дл нагрева магнитоуправляемой дугой. 41J общий вид-, на фиг. 2 - vo же, вид сверху; на фиг. 3 - расположение устройства относительно обрабатываемого изделия. Устройство состоит из вьтолненного в виде трубки охлаждаемого проточной жидкостью электрода 1, электромагнита для возбуждения основного управляющего магнитного поля, перемещающего дугу в рабочем зазоре, с магнитопроводом 2 и обмоткой 3 и двух постоянных магнитов 4 и 5, создающих поле, удерживающие дугу в рабочем зазоре, т.е. между электродом и нагреваемой поверхностью, которые прикреплены на изоляционных термостойких колодках 6 и 7. Устройство содержит обрабатываемое изделие 8 и источник 9 питания сварочной дуги. Обмотка 3 электромагнита подключена к источнику 10 питания (сети). Положение полюсов постоянных магнитов 4 и 5 и электромагнита (фиг.З) соответствует тому случаю, когда дуга, возбуждаемая между электродом 1 и изделием 8, питается переменным током. Выбор рода тока дуги зависит от материала нагреваемого изделия. Например, при нагреве деталей из меди на воздухе, т.е. без подачи защитного газа в зону нагрева, дугу целесообразно питать постоянньм током, подключая электрод, изготавливаеьай из меди, к отрицательному полюсу источника питания, что обеспечивает наиболее стабильный режим горения дуги и образование сплошной дуги по всей зоне нагрева длиной до 350 500 мм при питании катушки электромагнита переменным током промышленной частоты в 50 Гц. Для питания дуги в этом случае могут быть использовйны, напрш.р два последовательно включенных сварочных выпрямителя с трансформаторами с разносимыми обмотками, положением которых регулируется ток дуги. Прга енение предлагаемого устройства позволяет осуществить автоматизацию ряда операций и не требует для своего обслуживания высококвалифицированного персонала, гарантирует при этом высокое качество изделий. Весь комплект аппаратуры для высокоинтенсивного нагрева с помощью предлагаемого устройства по сравнению с высокочастотным индукционньм нагревом по методу Вологдина или газовыми горелками имеет более высокий КПД, низкую сто3. имость, надежность в простоту переналадки эксплуатации, а само
фиг. 2 эксплуатации и годно для нагрева деталей из различрежимов при устройство при11527414ных материалов и разнообразных конфигураций .
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сдвоенная папиросно-набивная машина | 1925 |
|
SU3176A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
