8
(
/
J
со
со
сх ю
со
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| Способ сварки | 1981 |
|
SU1030118A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1326404A1 |
| СПОСОБ ПРЕССОВОЙ СВАРКИ С НАГРЕВОМ ДЕТАЛЕЙ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2181647C2 |
| Устройство для сварки магнитоуправляемой дугой | 1990 |
|
SU1815058A1 |
| Способ сварки | 1989 |
|
SU1838060A3 |
| Способ сварки дугой ,вращающейся в магнитном поле | 1986 |
|
SU1366334A1 |
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| Способ сварки дугой, вращающейся в магнитном поле | 1987 |
|
SU1489939A1 |
| СПОСОБ ПРЕССОВОЙ СВАРКИ | 2013 |
|
RU2574544C2 |
Изобретение относится к сварочному производству, в частности к сварке дугой, управляемой магнитным полем, и может быть использовано в машиностроении для соединения разнотолщинных деталей. Цель - осуществление сварки деталей незамкнутого контура. Устанавливают вспомогательный электрод 7, замыкают им контур свариваемой детали 3. Возбуждают сварочную дугу между торцами детали 3 и электрода 7 и поверхностью второй детали 11. Луга перемещается с заданной скоростью по замкнутому контуру: торец вспомогательного электрода - торец детали, выполняя нагрев свариваемь к кромок. При приложении осевого усилия осадки сварочный цикл заканчивается. 2 ил.
Фиг. /
Изобретен 1е относится к сзароч- ному производству, в частности к сварке дугой, управляемой магнитным полем( и может быть использовано в машиностроении для соединения разно- толщинных деталей.
Целью изобретения является осуществление сварки деталей незамкнутого контура,
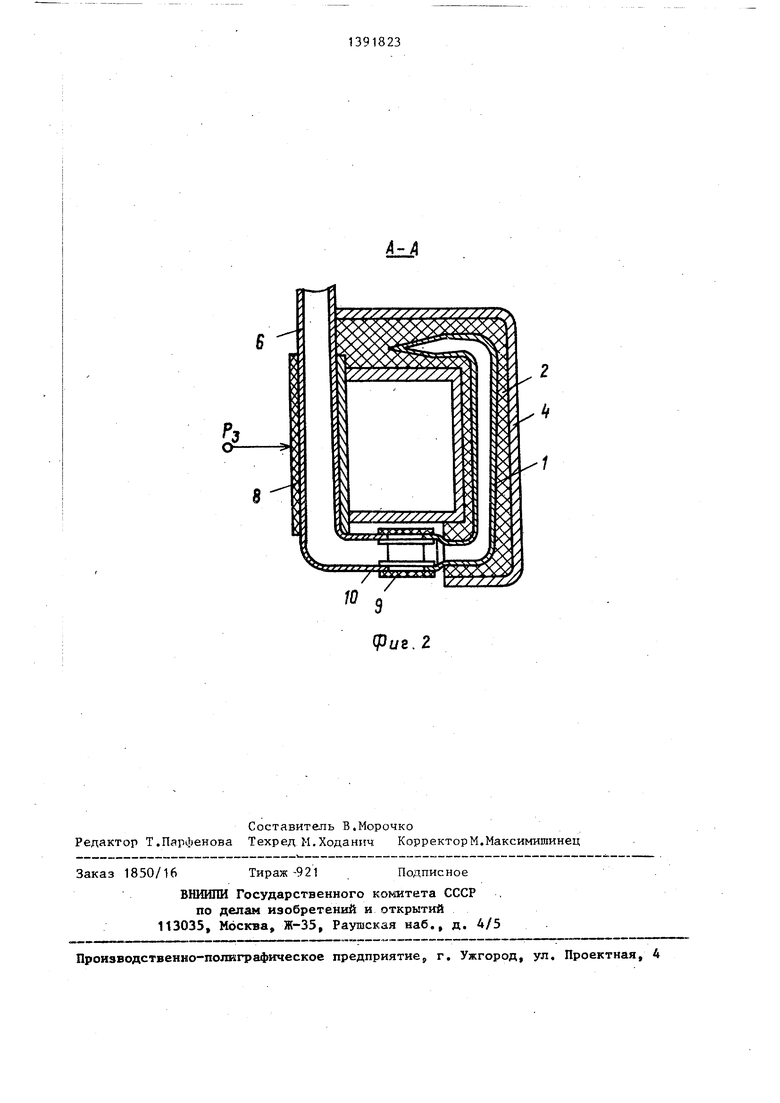
На фиг. 1 показано устройство для сварки мягнитоуправляемой дугой деталей незамкнутого профиля к листуj на фиг, 2 - сечение А-А ка фиг. 1.
Преддага емый способ осуществляют следукндим образом.
Устанавливают вспомогательньй электрод,) замыкают им контур свариваемой детали, возбуждают сварочную
дугу между торцами детали и электрода 20 комками детали 3 и вспомогательным и поверхностью второй детали и осуще- электродом 7, замыкающим эти кромки.
ствляют .цикл сварки. Для осуществления способа катушку в виде спирали из .медной водоохлаждаемой трубки 1, помещают в изолятор 2, изготовленный} 25 например, из эпоксидной смолы, заливаемой в форму по периметру свариваемой детали 3 незамкнутого контура. Снару жи изолятор 2 огражден кожухом 4 из ферромагнитного материала,, уси- 30 ливающего tiar-нитное поле катушки „ В месте отсутствия контура детали 3 стенка изолятора вьтолнена составной На верхней ее части по поверхности
Так как торцы кромок детали 3 и торе электрода 7 устанавливают в одной плоскости, то движение дуги достаточ но стабильно о Для обеспечения надежности работы вспомогательного электрода он выполнен из меди, имеет развитую рабочую поверхность и сопряжен с трубкой 6, по внутренней полости которой циркулирует вода По истечении необходимого времени для нагрева кромок детали 3 источник 12 отключаю освобождают электрод 7 от прижима
(снимают давление РЗ) и осуществляют
загхятора 2, обращенной к. деталиj ус- . соединение деталей 3 и 11 сварочньвд танавливают пластину 5 из ферромагнитного материала,, чем компенсируется отсутствие стенки детали 3 с
Нижняя часть магнитной системы изготовлена из трубки .6, ка которой с 40 одной стороны закреплен вспомогатель- ньш злактрод 7 и сопряУлен со стенкой трубки 6, ас. другой стороны закреплен- упорньгй брус 8 из изолирующего материала.
усилием PJ. . (не показано) После этого снимают магнитную систему с детали 3, отсоединяют от источника де- Таль 11, освобождают деталь 3 от зажимного фиксирующего устройства и снимают сварной узел,со стола. Цикл повторяют.
Пример. Выполняли сварку магнитоуправляемой дугой кронштейна фары трактора Т-130М с его основа- нием„ Свариваемое сечение кронштейна - гавеллер с высотой стенки 82 мм высотой полок 20 ьет, толрр ной 3 мм. Материал швел.пера сталь 10 кп,гшо- . сечения 360 T-IM- (позиция 3 на фиг. 1), Основание представляет собой шшстину толщиной 3 мм из стали to или 20.
Трубки 1 и 6 герметично соединены по наружному диаметру резиновой втулкой 9о Внутренние поверхности этих трубок соединены по периметру щеточ- HhjM мед ньм проводом 10, Конец трубок 1 н вторая деталь 11, к которой приваривается деталь 3, соединены с источником 12 питания сварочного тока,
Способ осуществляют следующим образом
Деталь 3 устанавливают в зажимное устройство с необходимым ра бочим за-- зором (не показано).
Снаруж - на деталь монтируют магнитную систему, причем вспомогательный электрод 7 поджимают усилием РЗ к
торцам детали 3, замыкают ее контур и образуют рабочую поверхность, лежащую в одной плоскости (крепление магнитной системы и устройство поджима не показаны) «: ..
Деталь 11 подключают к полюсу ис- точника 12 питания,, второй полюс источника постоянно подключен к трубке 1 спиральной катушки Включают водяное охлаждение. Между торцом детали
3 и поверхностью детали 11 возбуждают дугу, которая под действием магнитного поля от спиральной катушки, навитой из трубки 1, перемещается по замкнутому контуру, образованному
Так как торцы кромок детали 3 и торец электрода 7 устанавливают в одной плоскости, то движение дуги достаточно стабильно о Для обеспечения надежности работы вспомогательного электрода он выполнен из меди, имеет развитую рабочую поверхность и сопряжен с трубкой 6, по внутренней полости которой циркулирует вода По истечении необходимого времени для нагрева кромок детали 3 источник 12 отключают освобождают электрод 7 от прижима
соединение деталей 3 и 11 сварочньвд
усилием PJ. . (не показано) После этого снимают магнитную систему с детали 3, отсоединяют от источника де- Таль 11, освобождают деталь 3 от зажимного фиксирующего устройства и снимают сварной узел,со стола. Цикл повторяют.
Пример. Выполняли сварку магнитоуправляемой дугой кронштейна фары трактора Т-130М с его основа- - нием„ Свариваемое сечение кронштейна - гавеллер с высотой стенки 82 мм высотой полок 20 ьет, толрр ной 3 мм. Материал швел.пера сталь 10 кп,гшо- . сечения 360 T-IM- (позиция 3 на фиг. 1), Основание представляет собой шшстину толщиной 3 мм из стали to или 20.
Использовали опытный образец сварочной установки для приспособления, содержашд й механизмы зажима , свариваемых деталей, осадки на базе электромагнитного привода, индуктор специальной конструкции и пневмоцилиндр прижима вспомогательного электрода.
Индуктором создавали магнитные поля, замыкали кон тур кронштейна вспо- мога.тельным электродом. Индуктор представляет собой намотанные на алюминиевый каркас четыре витка медной трубки 6x1, изолированной лакотка- нью с бакелитовой пропиткой, и огражденные кожухом 4 из жести, Б качестве пластины (позиция 5 на фиг,1) используют стальную полосу толщиной 3 мм. Вспомогательньй электрод представляет собой медную шину сечением 10x1,5 мм с припаянной к его боковой поверхности водоохлаждаемой медной трубкой, .
В качестве источника сварочного тока использовали сварочный выпрямитель ВД-306 с падающей внешней характеристикой.
После установки свариваемых деталей зазор между торцом кронштейна и
мм
повер хностью основания составлял 3 Усилие прижатия вспомогательного электрода Pj 0,5 кН, Дугу возбуждали угольным электродом. Оптимальный сварочньм ток 1 220-240 А, время нагрева 7 с. После снятия давления PJ осуществляли осадку (проковку) от электромагнитного привода с усилием PC 20 кН,
Через 0,5 с после начала процесса осадки отключали сварочный ток, а после вьщержки 3-5 с снимали усилие осадки и разжимали сварной узел
.
1823
В процессе отработки технологии быпо также опробовано вьшолнение предлагаемого способа при питании сварочной цепи и магнитной системы от разных источников с отдельно, изготовленным и подключенным вспомогательным электродом. Сварка, опытной партии на выбранных режимах обеспечила стабиль Q ное движение дуги, эффективный прогрев и равномерное образование сварного соединения и грата по всему контуру кронштейна. Углубление (поджог , от сварочной дуги между вспомогательJ5 ным электродом и основанием детали) назначительно (до 0,2 мм) к не влияет на товарньй вид и прочность изде-
ЛИЯ,.
По сравнению с базовым объектом,. 20 за который принят прототип, предлагае- мьй способ сварки магнитоуправляемой дугой позволяет просто соединять детали незамкнутого контура, сохраняя при этом все основные достоинства про- .25 цесса - производительность, высокую степень автоматизации и стабильное качество сварного соединения.
30
35
Формула изобретения
Способ сварки магнитоуправляемой дугой, при котором дугу перемещают по контуру соединяемых деталей, нагревают свариваемые кромки, после чего выполняют их осадку, отличающийся тем, что, с целью сварки деталей незамкнутого контура, контур детали замыкают вспомогательным электродом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
