Изобретение относится к машиностроению, в частности к упрочняюще-чистовой обработке тонкостенных деталей с поверхностным пластическим деформированием.
Цель изобретения - повышение качества обработки тонкостенных деталей с переменной толщиной стенок.
На чертеже представлена схема расположения детали и инструментов при реализаций описываемого способа
При вращении детали 1 вокруг оси 00т и подаче режущего 2 н деформиру1ощего 3. инструментов в направлении S одновременно создают на поверхности резьбовую микронитку, деформируют ее по вершине и обеспечивают глубину распространения деформации в пределах высоты профиля микррнитки.
Вершину деформирующего инструмента устанавливают строго по вершине микронитки (чтобы центр деформирующго инструмента совпадал с осью симметрии микронитки) в одной плоскости с релсущей кромкой инструмента на расстоянии L от него
L .
где 5 - подача за оборот детали,
мм/об,
п - произвольное целое число. Ширину деформирующего инструмент для деформации профиля микронитки подбирают так, чтобы обеспечить контакт только с одной микрониткой, В предлагаемом способе площадь контакта деформирующего инструмента с деформируемой микрониткой очень маш Это позволяет.значительно уменьшить исходную высоту профиля микронитки и погрешность геометрической формь при малой силе деформирования.
Предлагаемый способ комбинрфованной обработки позволяет создать большую опорную площадь поверхности детали по сравнению с известными. 5 Это объясняется т ем, что при деформировании микронитки форму деформирующего инстрз ента представляют как плоскость (радиус деформирующего инструмента в 100 раз больше исходной ® опорной площади микронеровности), поэтому в результате обработки профиля микронитки угол между плоскостью основания профиля и касательной к . его боковой поверхности приближается 5 к 0, а опорная площадь по ширине стремится к величине, равной основанию профиля микронитки (поперечное сечение профиля никронитки приближается к прямоугольнику). Предлагаемым способом обрабатывают внутреннюю Поверхность отверстия большой головки шатуна двигателя грузового автомобиля; материал заготовки - сталь 40Р, длина (глубина отверстия) 38 мм, толщина стенки 2,5-6 мм, диаметр отверстия 65,6 мм, нецилиндричность 2,5-4 мкм.
Результаты показали, что точность обработки обеспечивается в пределах 0 пятого квалитета (0,0025 мм) шероховатость Rc(0,5-0,1 мкм. Фактическая опорная площадь сечения профиля на 80%-ном уровне составила 36% от геометрической Площади контакта. 5 Использование предлагаемого способа комбинированной упрочняюще-чистовой обработки нежестких тонкостенных деталей с переменной толщиной стенок обеспечивает по сравнению с сущесто вующими способами следующие преимущества: повьннается точность обработки деталей, увеличивается опорная площадь обрабатываемой поверхности.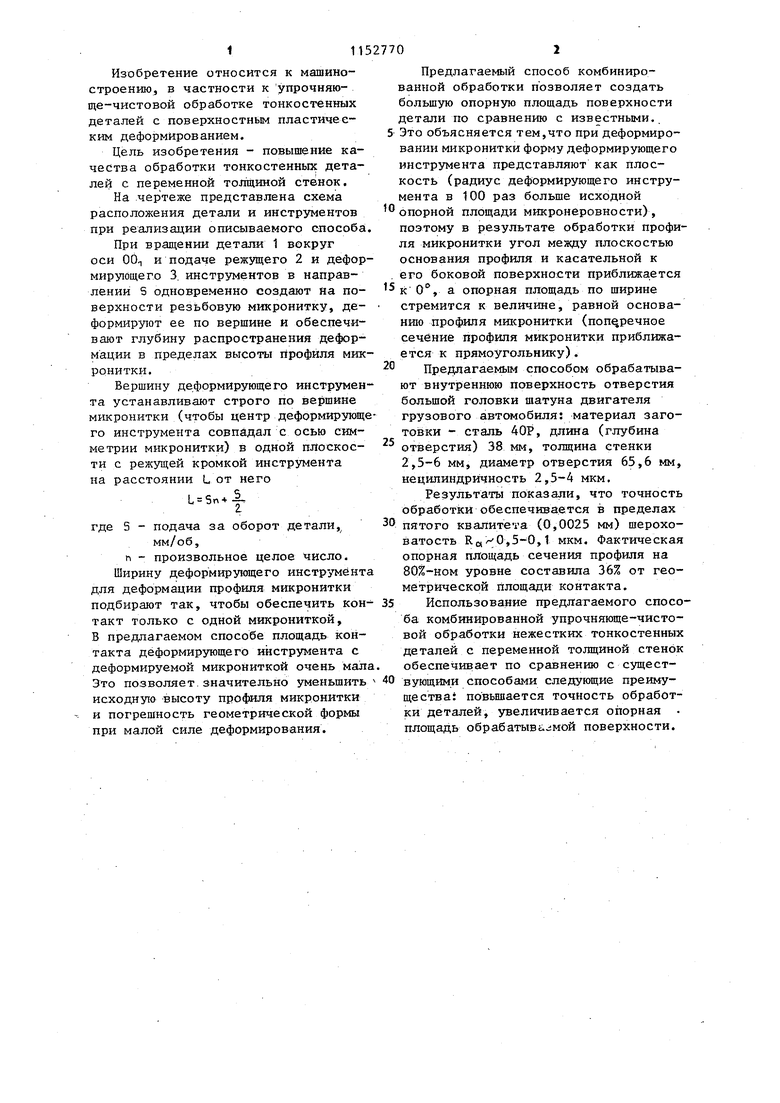
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2439172C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2012 |
|
RU2529327C2 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2014 |
|
RU2581955C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2203173C2 |
| Способ комбинированной упрочняюще-чистовой обработки | 1989 |
|
SU1669692A1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2006 |
|
RU2338005C2 |
| Способ комбинированной упрочняющечистовой обработки | 1977 |
|
SU671925A1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| Устройство для комбинированной упрочняюще-чистовой обработки | 1980 |
|
SU1094730A1 |
СПОСОБ КОМБИНИРОВАННОЙ . УПРОЧНЯЩЕ-ЧИСТОВОЙ ОБРАБОТКИ, по которому на обрабатываемой поверхности образуют резьбовую микронитку резцом с последующим поверхностным пластическим деформирова Л ем ее профиля деформирующим элементом, отличающийся тем, что, с целью повышения качества обработки тонкостенных деталей с переменной толщиной стенки, деформирующий элемент ориентируют относительно оси профиля микронитки, осуществляя его контакт с одним витком резьбовой микронитки, при этс вершину деформирунщего элемента устанавливают на расстоянии L от вершины резца, определяемом по зависимости Sn - i а где 5 - подача за оборот детали, мм/об; h - производное целой число.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ комбинированной упрочняющечистовой обработки | 1977 |
|
SU671925A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чистосердов П.С | |||
| Комбинированные инструменты для отделочноупрочняющей обработки | |||
| Минск, Беларусь, 1977, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
