Изобретение относится к области упрочняюще-чистовой обработки деталей и может быть использовано в различных областях машиностроения для упрочнения поверхностей стальных изделий с целью повышения их износостойкости.
Современной проблемой машиностроения является увеличение износостойкости узлов трения. Перспективным направлением в решении данной задачи является поверхностное упрочнение с использованием концентрированных потоков энергии (лазерная, плазменная, электромеханическая и др.). Основанные на комплексном высокоскоростном температурно-силовом воздействии на обрабатываемую поверхность, они обеспечивают формирование высокопрочных износоустойчивых наноразмерных структур поверхностного слоя стальных изделий, так называемого белого слоя, или гарденита. Основной проблемой, с которой приходится сталкиваться при этом, является затруднение процесса приработки поверхностей трения из-за высокой прочности и малой пластичности упрочненного поверхностного слоя.
Известен способ упрочняюще-чистовой обработки, когда поверхность изделия обрабатывают пластическим деформированием выглаживающим инструментом, в качестве которого используется неподвижная твердосплавная пластина или вращающийся твердосплавный ролик, с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью переменного электрического тока [авт. свид. №759299, В24В 39/00, БИ №32, 1980]. Причиной, препятствующей достижению требуемого технического результата, является невозможность получения градиентной структуры с частично разупрочненной поверхностью, обеспечивающей улучшение приработки поверхностей трения. Известен способ контроля белого слоя при механической обработке, при котором осуществляется отпуск белого слоя воздействием лазерного луча [патент US 2010/0031790 A1, B26D 7/10, 11.02.2010]. Причиной, препятствующей достижению требуемого технического результата, является отпуск белого слоя по всей его толщине, что снижает износостойкость поверхности трения.
Наиболее близким по техническому решению является способ комбинированного упрочнения поверхностей деталей, при котором пластическое деформирование деталей из железоуглеродистых сплавов осуществляют инструментом с одновременном пропусканием через зону контакта инструмента с обрабатываемой поверхностью переменного электрического тока с образованием фрагментов белого слоя [патент РФ №2203173, В24В 39/00, БИ №8, 2003]. Причиной, препятствующей достижению требуемого технического результата, является получение на обрабатываемой поверхности высокопрочных фрагментов белого слоя, что затрудняет процесс приработки поверхностей трения.
Таким образом, известные способы поверхностного упрочнения имеют низкий технический уровень, связанный с затруднением процесса приработки поверхностей трения из-за высокой твердости и малой пластичности поверхностного слоя.
В этой связи важнейшей задачей является создание нового способа поверхностного упрочнения стальных изделий, работающих в условиях трения и изнашивания.
Техническим результатом является создание нового способа упрочнения поверхности стальных изделий с целью улучшения процесса приработки поверхностей трения стальных изделий в сочетании с высокой износостойкостью поверхностного слоя за счет образования высокопрочного поверхностного слоя на первом этапе упрочнения и разупрочнения на глубину приработки на втором этапе, что обеспечивает качество упрочнения обрабатываемой поверхности и получение высокой износостойкости упрочненных деталей.
Технический результат достигается тем, что способ комбинированного упрочнения поверхности стальных деталей заключается в том, что пластическую деформацию поверхности детали осуществляют инструментом с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью детали переменного электрического тока, при этом пластическую деформацию поверхностного слоя осуществляют на глубину упрочнения δ, равную допуску на предельный односторонний износ детали при прохождении через зону контакта тока плотностью i1, определяемой по формуле:
 ,
,
где V - скорость обработки (м/с); С - содержание углерода в сплаве, а затем производят разупрочнение поверхностного слоя детали на толщину приработки путем прохождения через зону контакта тока плотностью i2, определяемой по формуле:
i2=(0,1-0,2)·i1<imin,
где imin - минимальная плотность тока, при которой происходит формирование упрочненного поверхностного слоя.
Таким образом, комбинированное упрочнение поверхности стальных деталей позволяет формировать поверхностный слой, имеющий двухслойную градиентную структуру, которая обеспечивает качество упрочненной поверхности и повышение износостойкости упрочненных деталей за счет улучшения процесса приработки поверхностей трения, обусловленное наличием разупрочненного поверхностного слоя в сочетании с высокой износостойкостью поверхности, определяемой высокими прочностными свойствами белого слоя.
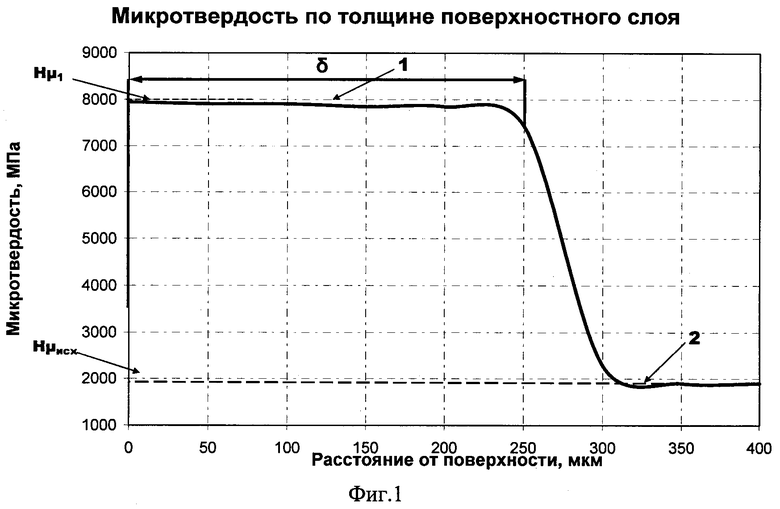
На фиг.1 показан график распределения микротвердости по толщине поверхностного слоя после упрочнения с плотностью тока i1.
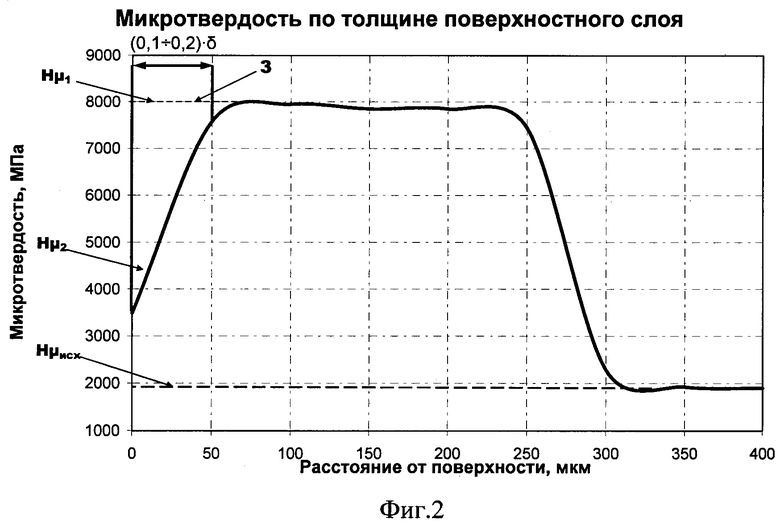
На фиг.2 показан график распределения микротвердости по толщине поверхностного слоя после разупрочнения с плотностью тока i2.
На фиг.3 показаны графики зависимости толщины формирования белого слоя на среднеуглеродистой стали от плотности тока при различных скоростях обработки.
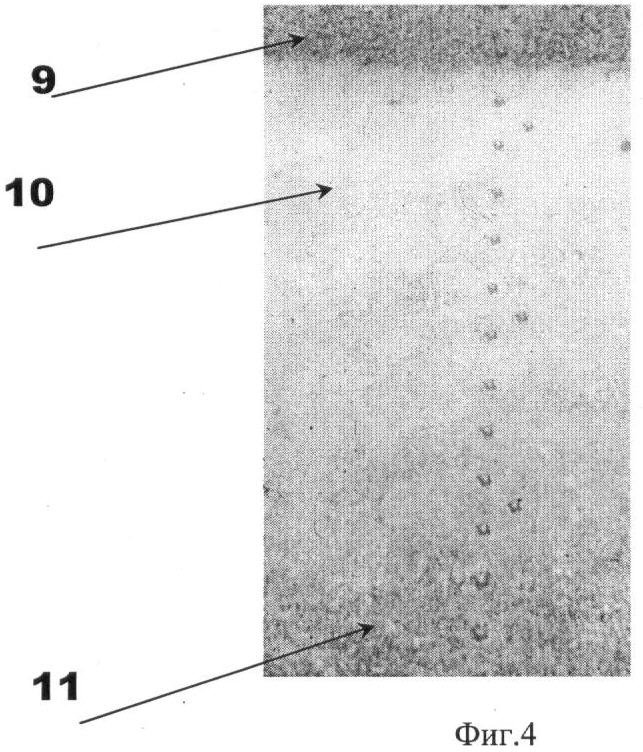
На фиг.4 показана структура поверхностного слоя стали 45, обработанной по предложенному способу.
Предлагаемый способ комбинированного упрочнения поверхности стальных деталей реализуется при пропускании электрического тока большой плотности и малого напряжения через зону контакта деформирующего электрод-инструмента с обрабатываемой поверхностью. В результате выделения большого количества Джоулева тепла происходит нагрев локального объема до температур 1300-1500 К и последующий быстрый теплоотвод в основной объем материала. Проходящие структурные и фазовые превращения приводят к образованию на поверхности стального изделия высокопрочной наноразмерной структуры высокодисперсного мартенсита - белого слоя - с высокой твердостью и износостойкостью. Пластическую деформацию поверхностного слоя осуществляют на глубину упрочнения δ, равную допуску на предельный односторонний износ детали (фиг.1) при прохождении через зону контакта тока плотностью i1, определяемой по формуле:
,
где V - скорость обработки (м/с); С - содержание углерода в сплаве, а затем производят разупрочнение поверхностного слоя детали на толщину приработки (фиг.2) путем прохождения через зону контакта тока плотностью i2, определяемой по формуле:
i2=(0,1-0,2)·i1<imin,
где imin - минимальная плотность тока, при которой происходит формирование упрочненного поверхностного слоя.
Величина i2=(0,1-0,2)·i1<imin обусловлена тем, что при значениях i2>imin возможно фрагментарное образование белого слоя, что нарушит процесс частичного разупрочнения поверхностного слоя, а при значениях i2<(0,1-0,2)·i1 толщина частично разупрочненного поверхностного слоя будет меньше толщины приработки поверхностного слоя.
Реализация предложенного способа осуществляется по следующим этапам.
Определяют плотность тока i1 для поверхностного упрочнения обрабатываемой стали с содержанием углерода С и выбранной скорости обработки V для заданного допуска на максимальный линейный износ δ по формуле:
.
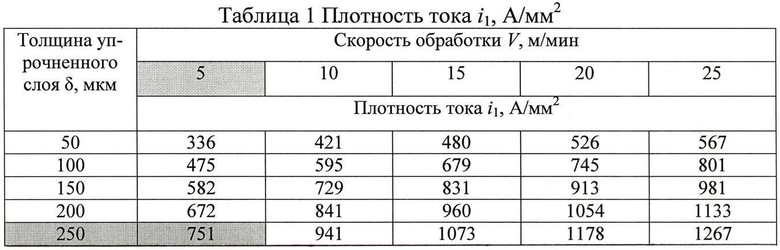
Проводят упрочнение деформирующим инструментом, пропуская через зону контакта электрический ток плотностью i1, формируют на обрабатываемой поверхности белый слой толщиной упрочнения δ (фиг.1). Результаты расчета плотности тока i1 по предложенной формуле для стали 45 представлены в таблице 1.
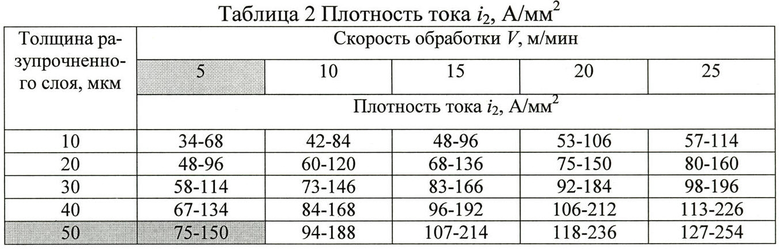
 Определяют для обрабатываемой стали плотность тока i2 из условия i2=(0,1-0,2)·i1<imin, где imin - минимальная плотность тока, при которой на данной стали происходит формирование упрочненного поверхностного слоя. Результаты расчета для плотности тока i2 для стали 45 представлены в таблице 2.
Определяют для обрабатываемой стали плотность тока i2 из условия i2=(0,1-0,2)·i1<imin, где imin - минимальная плотность тока, при которой на данной стали происходит формирование упрочненного поверхностного слоя. Результаты расчета для плотности тока i2 для стали 45 представлены в таблице 2.
Производят разупрочнение поверхностного слоя детали на толщину приработки (фиг.2) путем прохождения через зону контакта тока плотностью i2.
Пример. Осуществляли обработку по предложенному способу партии образцов (материал - сталь 45 ГОСТ 1050-74, НВ224-240, Rz20 D=40 мм, L=10 мм). Деформирующее усилие инструмента (ролик из сплава ВК-4М диаметром 40 мм с радиусом профиля 6 мм) составляло 500 Н. Плотность тока i1 определялась в соответствии с формулой
;
результаты расчета приведены в таблице 1 и на графике (фиг.3) и составляла i1=751 А/мм2 при скорости обработки 5 м/мин и глубине упрочнения δ=250 мкм (в таблице 1 соответствующие ячейки закрашены серым цветом), определяли плотность тока i2 в соответствии с условием i2=(0,1-0,2)·i1<imin, где imin - минимальная плотность тока, при которой происходит формирование упрочненного поверхностного слоя для стали 45, составляла imin=336 А/мм2, а плотность тока, при которой производится разупрочнение на толщину 50 мкм, выбираем из таблицы 2 - i2=150 А/мм2 (в таблице 2 соответствующие ячейки закрашены серым цветом). В результате комбинированного упрочнения по предложенному способу на поверхности стали 45 формировалась градиентная структура (фиг.4), состоящая из белого слоя толщиной 250 мкм, с микротвердостью 8000 МПа, частично разупрочненная с поверхности на толщину порядка 50 мкм до микротвердости 3500-4000 МПа, что подтверждает эффективность предложенного способа.
Предлагаемый способ комбинированного упрочнения поверхности стальных деталей обеспечивает качество поверхностного слоя деталей путем улучшения процесса приработки поверхностей трения деталей в сочетании с высокой износостойкостью поверхностного слоя за счет образования высокопрочного поверхностного слоя (фиг.1) который образуется в процессе прохождения через зону контакта инструмента с деталью переменного электрического тока с плотностью, определяемой по формуле . В результате высокоскоростного разогрева прилегающего микрообъема поверхностного слоя металла до температур порядка 1300-1500 К при одновременной пластической деформации и последующем быстром теплоотводе в материале проходят структурные и фазовые превращения и формируется высокопрочный поверхностный слой детали. Затем производят разупрочнение поверхностного слоя детали на толщину приработки путем прохождения через зону контакта тока плотностью i2, определяемой по формуле:
i2=(0,1-0,2)·i1<imin,
где imin - минимальная плотность тока, при которой происходит формирование упрочненного поверхностного слоя (фиг.2). Сочетание на поверхности стальной детали разупрочненного слоя и высокопрочного износостойкого слоя создает необходимое качество поверхности с оптимальными условиями прирабатывания детали в ходе эксплуатации, что уменьшает время на этапе ввода детали в эксплуатацию, в процессе которого детали притираются друг к другу, приобретают гладкость поверхностей, увеличивается контактная площадь и, как следствие, существенно повышается износостойкость упрочненных деталей.
Таким образом, предложенный способ комбинированного упрочнения поверхности стальных деталей повышает скорость приработки деталей из-за ускоренного износа разупрочненного поверхностного слоя на толщину приработки поверхностей трения с обеспечением высокой износостойкости в процессе эксплуатации за счет высокой прочности приповерхностного белого слоя.
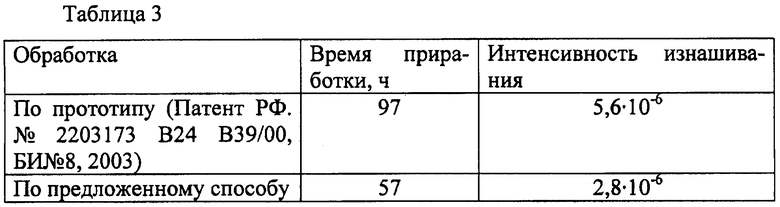
Результаты сравнительных испытаний на износостойкость образцов из стали 45, упрочненных по известному и предложенному способам, в условиях граничного трения приведены в таблице 3
Как видно из представленной таблицы 3, время приработки образцов в 1,7 раза больше, чем по известному способу, а интенсивность изнашивания в 2 раза меньше, что подтверждает эффективность данного технического решения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2014 |
|
RU2581955C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2203173C2 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2012 |
|
RU2529327C2 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ НАНЕСЕНИЯ НАНОАЛМАЗНОГО МАТЕРИАЛА КОМБИНИРОВАННОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2013 |
|
RU2530432C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361717C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |

Изобретение относится к области упрочняюще-чистовой обработки деталей и может быть использовано в различных областях машиностроения для упрочнения поверхностей деталей. Для улучшения приработки поверхностей трения стальных деталей и повышения износостойкости деталей осуществляют пластическую деформацию поверхности детали инструментом с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью детали переменного электрического тока, при этом пластическую деформацию поверхностного слоя детали осуществляют на глубину упрочнения δ, равную допуску на предельный односторонний износ детали при прохождении через зону контакта тока плотностью i1, определяемой по формуле:  , где V - скорость прохождения инструмента, (м/с); С - содержание углерода в стали, %, а затем производят разупрочнение поверхностного слоя детали на толщину приработки путем прохождения через зону контакта тока плотностью i2, определяемой по формуле: i2=(0,1-0,2)·i1<imin, где imin - минимальная плотность тока, при которой происходит формирование упрочненного поверхностного слоя. 2 табл., 4 ил.
, где V - скорость прохождения инструмента, (м/с); С - содержание углерода в стали, %, а затем производят разупрочнение поверхностного слоя детали на толщину приработки путем прохождения через зону контакта тока плотностью i2, определяемой по формуле: i2=(0,1-0,2)·i1<imin, где imin - минимальная плотность тока, при которой происходит формирование упрочненного поверхностного слоя. 2 табл., 4 ил.
Способ комбинированного упрочнения поверхности стальных деталей, включающий пластическую деформацию поверхности детали инструментом с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью детали переменного электрического тока, отличающийся тем, что пластическую деформацию поверхностного слоя детали осуществляют на глубину упрочнения δ, равную допуску на предельный односторонний износ детали при прохождении через зону контакта тока плотностью i1, определяемой по формуле
где V - скорость прохождения инструмента, м/с;
С - содержание углерода в стали, %,
а затем производят разупрочнение поверхностного слоя детали на толщину приработки путем прохождения через зону контакта тока плотностью i2, определяемой по формуле
i2=(0,1-0,2)·i1<imin,
где imin - минимальная плотность тока, при которой происходит формирование упрочненного поверхностного слоя.
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2203173C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2168552C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1999 |
|
RU2153007C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2004 |
|
RU2285728C2 |

