Изобретение относится к способам электроискрового шлифования металлических изделий в диэлектрической среде.
Известны способы шлифования металлических изделий электроискровыми установками, для которых при работе на однофазном переменном токе требуется наличие выпрямителя. Известно также получение выпрямленного однофазного переменного тока при условии вращения одного электрода с большой скоростью. Однако, если электроды помещены в диэлектрической газовой среде, выпрямленный ток имеет характер неустойчивый и малоэффективен.
Предлагаемый способ ликвидирует этот недостаток тем, что оба электрода (быстро вращающийся электрод-инструмент и электродизделие) помещают в диэлектрическую жидкую среду.
С этой целью обрабатываемое изделие и дисковый электрод-ииструмент подключают к источнику однофазного тока непосредственно (т. е. без выпрямителя). Шлифование производят в условиях быстрого вращения электрода-инструмента в диэлектрической жидкой среде для придания межэлектродгшму промежутку вентильных свойств и получения в нпм импульсов тока одного направления.
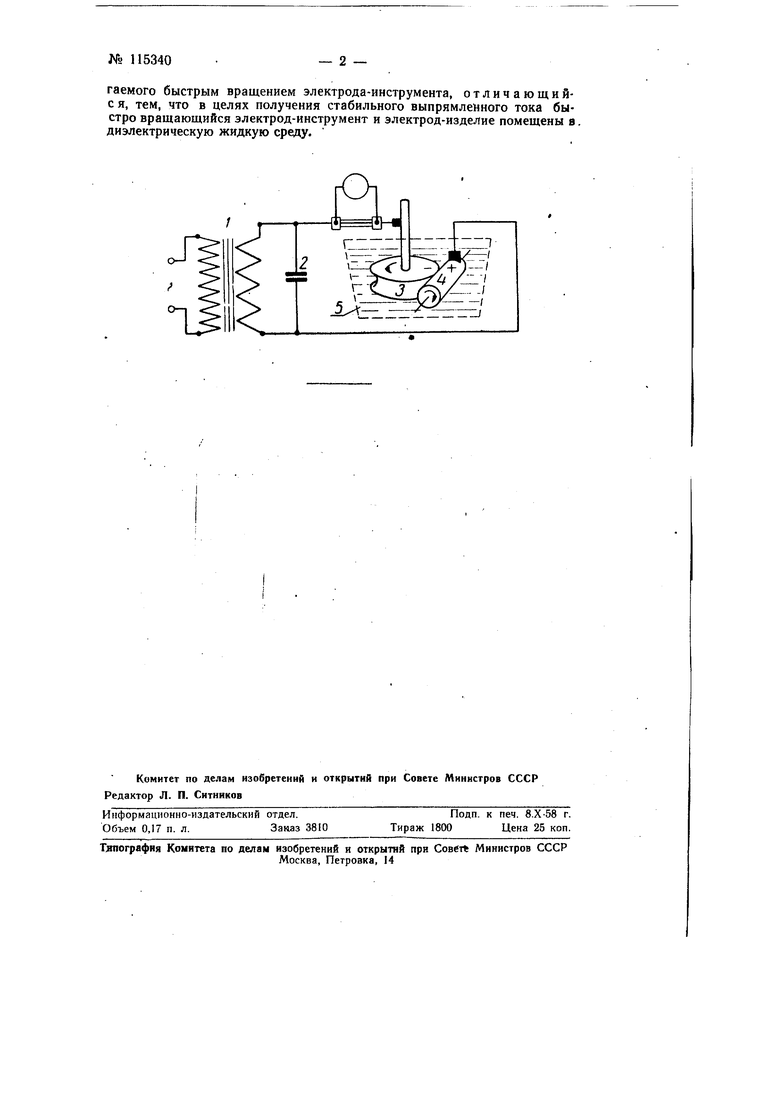
На чертеже показана схема установки для осуществления предложе П1ого способа, где: / - понижающий трансформатор, 2 -конденсатор, 3 и - - электрод-инструмент и обрабатываемая деталь, помещенные в ванну с жидким диэлектриком 5.
Электрод-инструмент вращается много быстрее, чем обрабатываемая деталь Это придает межэлектродному промежутку вентильные свойства, обеспечивающие получение в нем импульсов тока одного направления. В результате, деталь шлифуется.
П р ед м ет и 3 о б р е т ени я
Способ электроискрового щлифоваиия металлических изделий с использованием выпрямленного однофазного переменного тока, достигаемого быстрым вращением электрода-инструмента, отличающийс я, тем, что в целях получения стабильного выпрямленного тока быстро вращающийся электрод-инструмент и электрод-изделие помещены в. диэлектрическую жидкую среду. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроискровой способ прошивки отверстий | 1948 |
|
SU74168A2 |
| Устройство для электроискровой обработки металлов | 1950 |
|
SU89451A2 |
| Регулятор подачи электродов при электроискровой обработке металлов | 1949 |
|
SU90562A2 |
| Электрод-инструмент для электроискровой резки металла | 1950 |
|
SU87375A2 |
| Устройство для обработки металлов | 1947 |
|
SU71092A2 |
| Устройство для электроискровой обработки металлов | 1955 |
|
SU104184A2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ИНТЕНСИВНОСТИ ИСКРОВЫХ РАЗРЯДОВ ПРИ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКЕ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1948 |
|
SU74866A1 |
| Устройство для электроэрозионной обработки | 1959 |
|
SU129931A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2001 |
|
RU2196665C1 |