Опубликовано в йоллетене Открытия, изобр«тенияг промапленные образцы, товарнне зааки за 1977 г.
3 ОСНОВНОЙ авт.св. л 700X0 ошсан сгособ обрасЗотки металлов, сшгавов я иных токопроводщих материалов, отличительной особенностью которого является включение инструмента и обрабатьсваемого изделия в качестве электродов цепи электрического ког-батального контура, настроенного так, что он работает 3 области искрового разряда (в области нестационарного электрического
разряда).
Под действием возникащих электродинамических сил частивд металла изделия при контактном или при бесконтактном заадкании электродов (ивструмента и изделия) вырываются из тела иаделиа, благодаря чему и осужестмяется обработкапоследнего.
Известны также устройства для обработки металлов ээим способом и автоматически регулируемой-подачей электрода-янстр умента,
Для автоматического регулирования расстояния между элекэфодами путем взаимодействия двух, магнитных полей, в вдредладавмогл узтройоФве применены два вхоядади ejuoi в другой эдектрввагвита, из котора внутреншй, штаемый током, подаваемым к разрядновог кон-гуру, связан оо шшвдеием, а наружный с корпусом станка.
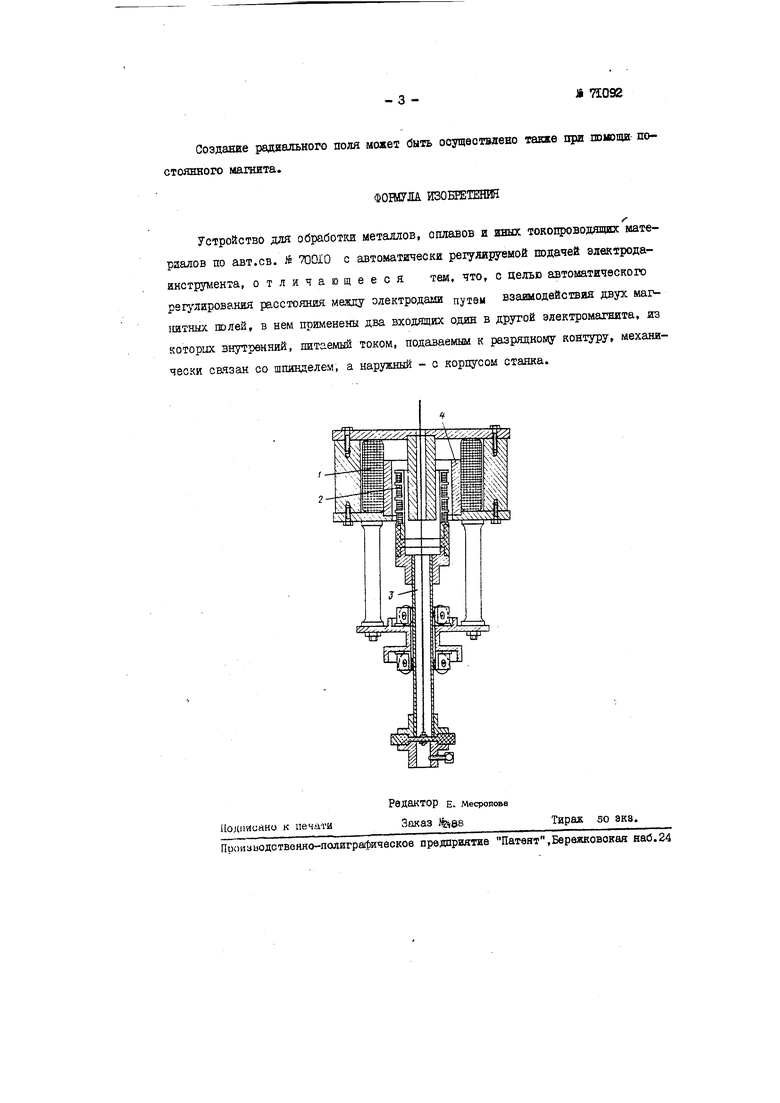
На чертеже показана схема предлагаемого устройс-ша.
Поддержание постоянства величины разрядного 11)омеяутка между инструментом и изделием осуществляется щж помощи взаимодействия двух катушек I и 2, одна из которых жестко закрепленная к станине соанка, создает радиальное магнитное поле в кольцевс.л зазоре чашечного электромагнита, а вторая,жестко связмная со шшвдвлем, находится в этом магнитном поле, Взаимодйствие теаа в 2 с магнитным по-эм катушки I создает усилие, о мшцееся двигать шшшдель 3 вверк.
Еакатяая 2 орасовдшзва оаралдвяьво чек секциям реостата, кото|ffite на даяасш рвхшв действуют, ТоЭ. она подключена к двяхку реостата и коэ.9чахЛ точке овщщй оопротовлений. Всладстаге такого вклотенля на катршу вдцазтся TOR, оала которого оирздвдяется падением напряхениа на дейстгутооиос оввцгях ооцротявявния.
При коротком эамыканш в разрядной промехутке (инструмент -изделае) падвнг kanpsveH a га секциях реостата будет равно номинальному капряхенис, подвфдэндому к схеме. Какие бы секции реостата не были вкдочеш, т.е. на кааом- н режиме установка не работала, величина падения напряжения при этом будет одна и та же. Следовательно, через подвижную катушку потечет ток одной и той же ошш. Таким образом, тяговое усилие определяется только величине падения напряжения и не зависит от режима. Переход от одного режима к другому не требует никакой регулировки электродинамического привода.
Процесс поддержания гостоянства величины разрядного промежутка протекает образом.
При отсутствии тока между электродами ток через реостат также не течет, поэтому падение напряжения на нем отсутствует и ток в обмотке, подвижной катушки 2 равен нулю. ,...
Избыточный вео шгошдвля сближает инструмент с изделием. При достижении . расстояния, соответствуицего напряжению пробоя, возникает электрический разряд. В подвижной катушке 2 возникает ток, вызывающий тяговое усилие вверх, которое стреаштся развести инструмент с изделием, т.е. увеличить зазор.
При малой инерши подвижной системы и при отсутствии демпфирован. процесс может носить прерывистый характер. В действительности же подвижная система шпиндель-инструмент- катушка-противовес имеют значительную инерцию, а каркас 4 катушки , представлянций собой ребристый цилиндр из даралюииния иди красной меди, является мощным электромагнит шм успокоителем, т.к. возникащие в нем токи Фрто при движения катушки 2 в магнитном поле создают значительные реакции, торйозящие резкие движения подвижной системы.
Наличие этих условий заставляет занять подвижную систему какое-то среднее положение, при котором происходит непрерьшный разряд между инструментом я изделием, т.е. осуществляете автомашческое поддержание постоянства велжчшш р 1эрящного цромежутка, по мере внедрения инструмента в изделие.
Кадушка I, создающая радиальное магнитное яоле, подключена негосредственно к оэ-вш постоянного тока, питащаго установку.
- 2 -J6 71092