Изобретение с тносится к устройствам для электроиокрозой обработок металлОБо
Как известно, при электроискровой обработке имеет место износ электрода-инструмента, В ряде случаев, например при необходимости прорезки точных шлицев и щелей, износ электроМ-инструмента может привести к значительным отклонениям от требуемых размеров, что ограничивает применение электроискровой обработки
Предлагаемое устройство представляет собой электроискровую уотаноаку, в которой электрод-инструмент в процессе работы перемещается, что создает периодическую смену участков поверхности его, находящейся под возде 5ствием искровых разрядов Это устройство мокет применяться для резки, шлифования, фрезерования и т.д,
Особенностью изобретения является использование в качестве электродаинетцгмента боковой поверхности токоггроводящей ленты или проволоки, напряцляемой, в зависимости от операций, шаблоном цилиндрической, плоской кли иной формы.
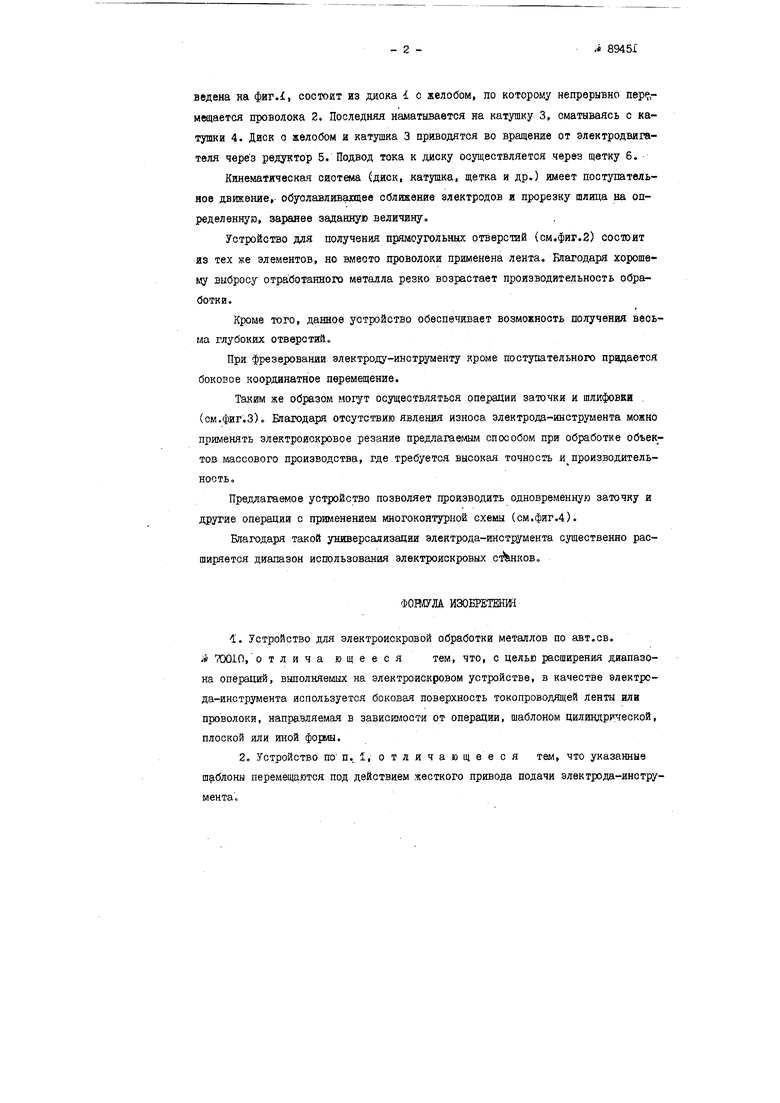
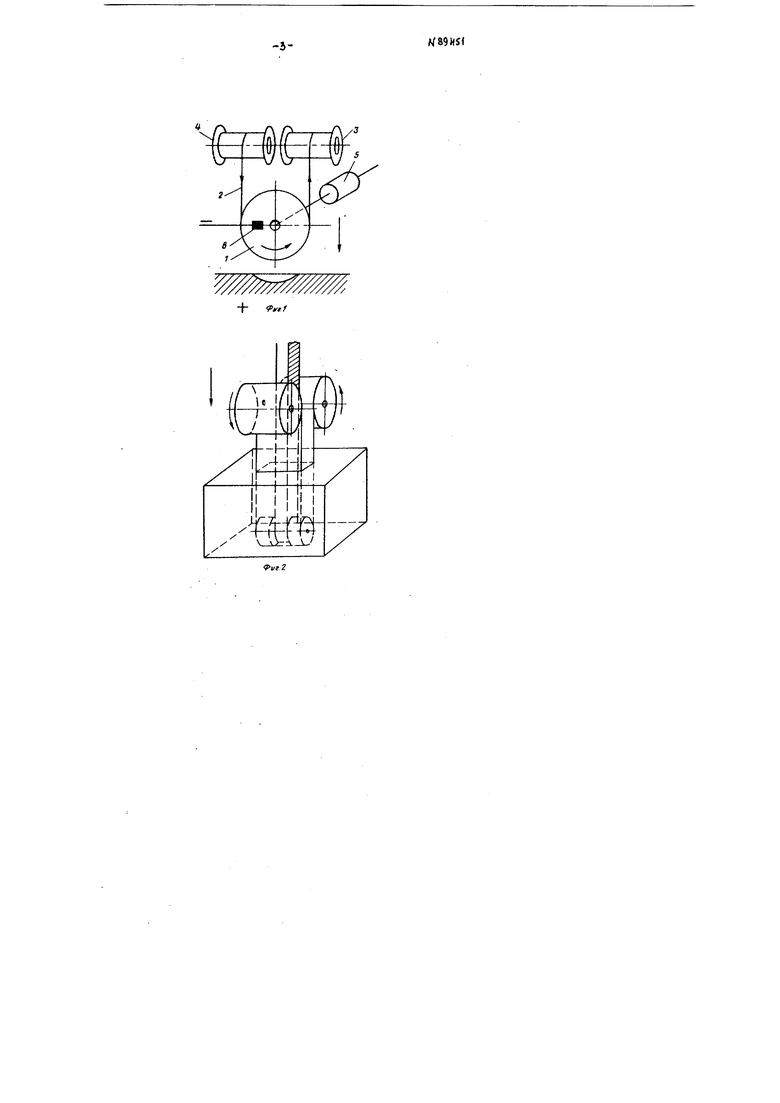
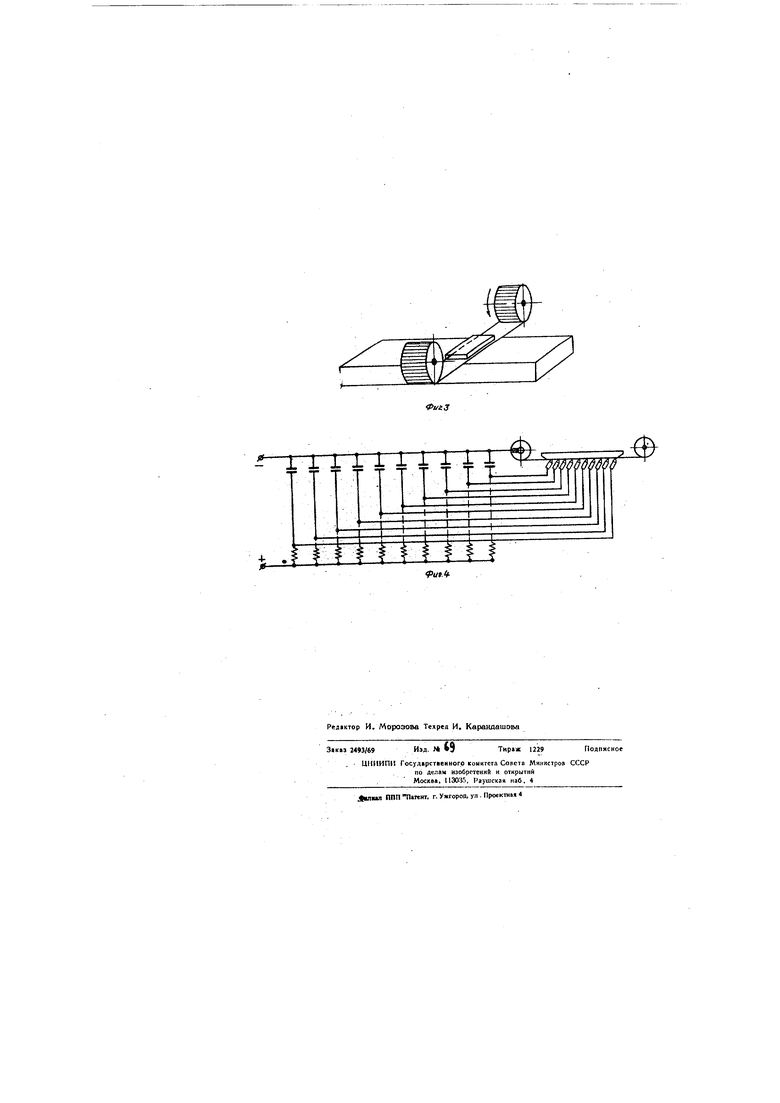
На фиг.1 изображено устройство для прорезания шлица; на фиг.2 - устройство для получения прямоугольных отверстий; на фиг.З - устройство для шлифовкиг на фиг.4 - многоконтурная схема для заточки.
Устройство для прорезанкя шлица с заданной глубиной и хордой, при точном соблвдении геометричееу;о1 формы паица в виде сегувнта,схеме которого гфиведена на фиг.i, состоит из диска 1 с желобом, по которому непрерывно пер,мещается проволока 2. Последняя наматывается на катушку 3, сматываясь с катушки 4. Диск с желобом и катушка 3 приводятся во вращение от электродвигателя через редуктор 5. Подвод тока к диску осуществляется через щетку 6.
Кинематическая система {диск, катушка, щетка и др.) имеет поступательное движение,- обуславливащее сближение электродов и прорезку шлица на определенную, заранее заданную величину.
Устройство для получения прямоугольных отверстий (см.фиг.2) состоит из тех же элементов, но вместо проволоки применена лента. Благодаря хорошему выбросу отработанного металла резко возрастает производительность обработки.
Кроме того, данное устройство обеспечивает возможность получения весьма глубоких отверстий.
При фрезеровании электроду-инструменту кроме поступательного придается боковое координатное перемещение.
Таким же образом могут осуществляться операции заточки и шлифовки . (см.фиг.З). Благодаря отсутствию явления износа электрода-инструыента можно применять злектроискровое резание предлагаемым способом при обработке объектов массового производства, где требуется высокая точность и производительность.
Предлагаемое устройство позволяет производить одновременную заточку и другие операции с пpи лeнeниeы многоконтурной схемы (см.фиг.4).
Благодаря такой универсализации электрода-инструмента существенно расширяется диапазон использования электроискровых .
I. Устройство для электроискровой обработки металлов по авт.св. А ЮОШ,о тлича ющееся тем, что, с целью расширения диапазона операций, выполняемых на электроискровом устройстве, в качестве электрода-инструмента используется бсковая поверхность токопроводящей ленты или проволоки, направляемая в зависимости от операции, шаблоном цилиндрической, плоской или иной формы.
2. Устройство ПО п.. I, отличающееся тем, что указанные шаблоны перемещаются под действием жесткого привода подачи электрода-инструмента.
- 2 --« 89451
ФОНЛУЛА ИЗОБРЕТЕНИЯ
.
-f- fl,fl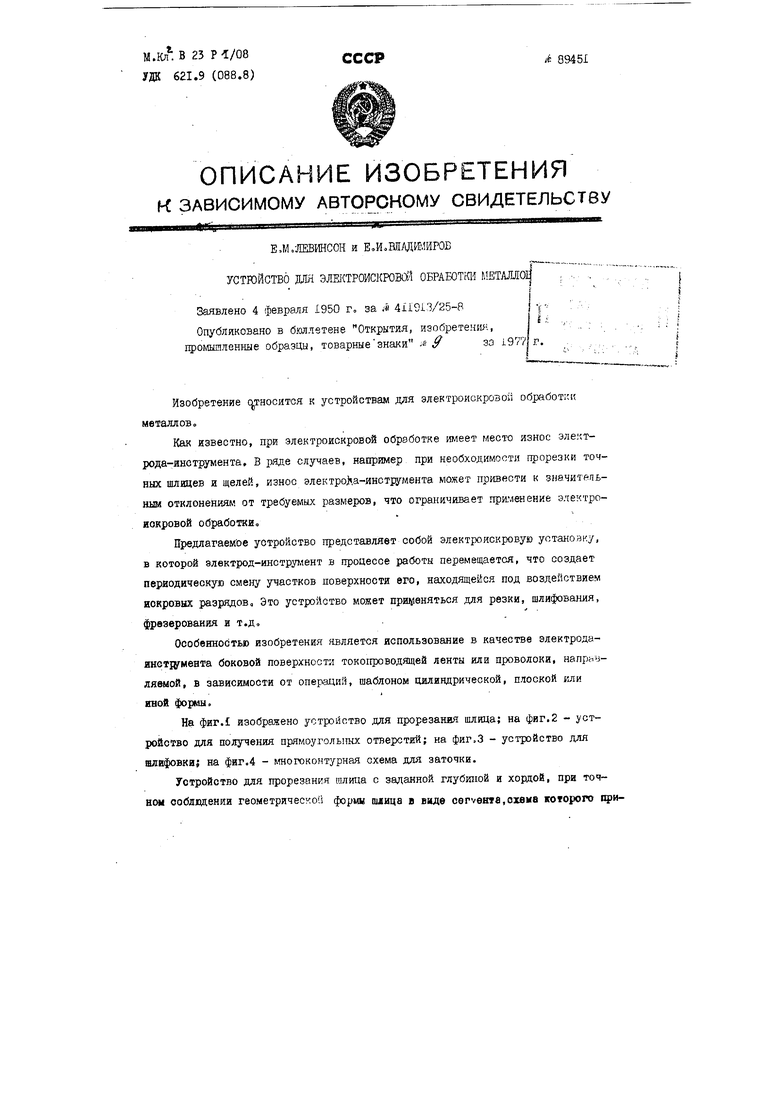
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изношенной поверхности шлицов каретки синхронизатора | 2015 |
|
RU2622551C2 |
| СИСТЕМА ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНЫХ ОРТОДОНТИЧЕСКИХ АППАРАТОВ И СООТВЕТСТВУЮЩИЕ ПРОЦЕССЫ | 2007 |
|
RU2429795C2 |
| Устройство для электроискрового легирования | 1979 |
|
SU870046A1 |
| Способ восстановления изношенной поверхности зубьев каретки синхронизатора | 2015 |
|
RU2621942C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для электроискрового вырезаниящЕлЕй | 1979 |
|
SU837709A1 |
| Способ изготовления отверстий униполярными импульсами тока | 1952 |
|
SU110432A1 |
| Полуавтоматический станок для комплексной механической обработки пластмассовых изделий прямоугольной формы | 1958 |
|
SU124108A1 |
Ly
j I
;b7lfi
. ,М f f f f U«put
