Известные схемы автоматического регулирования мощности вакуумных дуговых печей для плавки титановых и других сплавов с помощью регулятора, реагирующего на изменение величины тока и напряжения в дуге, обладают существенным недостатком, заключающимся в том, что возникающие между электродом и стенками кристаллизатора паразитные электрические разряды не устраняются при плавном перемещении электрода.
Описываемый способ обеспечивает автоматическое гашение указанных паразитных электрических разрядов путем резкого уменьщения длины дуги,, что достигается ускоренным перемещением электрода, причем в качестве сигнала для автоматики используется падение напряжения в Степках кристаллизатора, которое возникает в момент появления разряда.
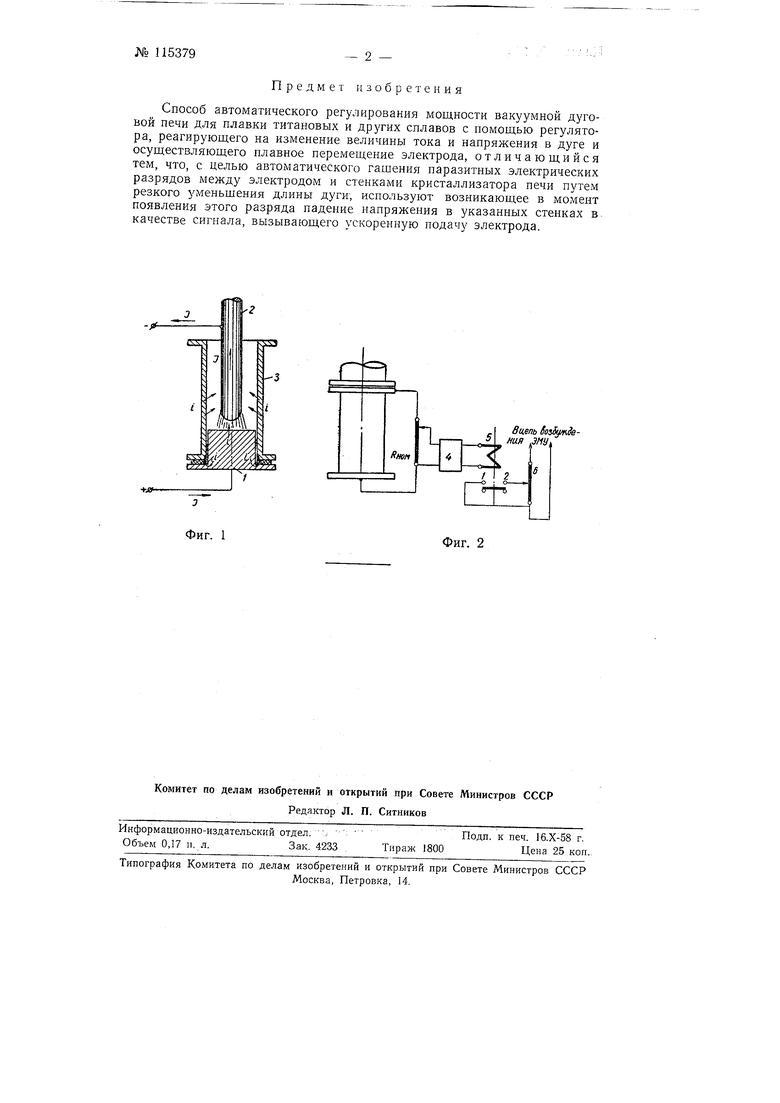
На фиг. 1 изображена схема работы печи; на фиг. 2-электрическая схема автоматики.
Как видно из схемы работы печи, до возникновения паразитных электрических разрядов ток протекает через дуговую печь по цепи: от щины «ПЛЮС к поддону (контакту) / через слиток, далее через дугу к электроду (контакту) 2 и к щине «минус. При появлении паразитных разрядов происходит перераспределение тока, и на участке поддон-электрод образуются две цепи: 1) поддон-слиток-дуга-электрод; 2) поддонстенки кристаллизатора 3-паразитные разряды-электрод. При этом на стенках кристаллизатора 5 создается падение напряженияНапряжение, возникающее на стенках кристаллизатора при появлении паразитных разрядов, подается на усилитель постоянного тока 4, который питает обмотку промежуточного реле 5- К контактам 1 и 2 (см. фиг. 2) этого реле присоединена часть сопротивления 6, являющегося плечом сравнения в нормальной схеме автоматики.
Предмет изобретения
Способ автоматического регулирования мощности вакуумной дуговой печи для плавки титановых и других сплавов с помощью регулятора, реагирующего на изменение величины тока и напряжения в дуге и осуществляющего плавное перемещение электрода, отличающийся тем, что, с целью автоматического гашения паразитных электрических разрядов между электродом и стенками кристаллизатора печи путем резкого уменьшения длины дуги, используют возникающее в момент появления этого разряда падение напряжепия в указанных стенках в. качестве сигнала, вызывающего ускоренную подачу электрода.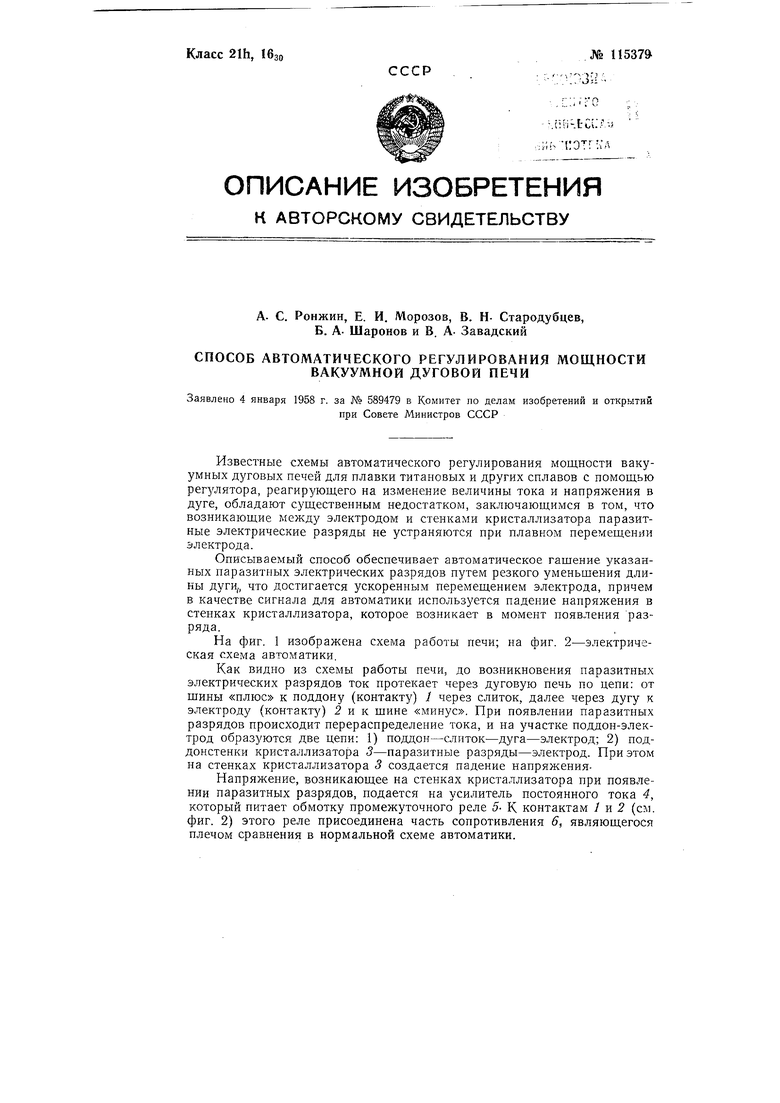
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматического регулирования режима дуговой печи с расходуемым электродом и с непрерывным вытягиванием слитка из кристаллизатора | 1956 |
|
SU107896A1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2009 |
|
RU2418871C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
| СПОСОБ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ СЛИТКОВ | 2009 |
|
RU2425157C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2004 |
|
RU2247787C1 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2007 |
|
RU2356188C1 |
| СПОСОБ КОНТРОЛЯ РАБОТЫ ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2001 |
|
RU2191837C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА ПРЕССОВАННЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2024 |
|
RU2833304C1 |
Фиг. 1
вцепь SosiynSeния зпу
Фиг. 2
