Изобретение относится к конструкции абразивных кругов, а именно к области конструкции прерывистых кругов.
Известен круг, на торцовой поверхности которого профрезерованы пазы в форме спирали Архимеда, таким образом, рабочая поверхность образована выступами, ограниченными спиральными к ривыми 1.
Однако для данного круга, как и для кругов с выступами, ограниченными прямыми, характерны повышенный износ и ухудшение качества обработанной поверхности по сравнению со сплошными кругами. Избавиться от ударов при работе кругами, торцовая поверхность которых образована выступами, ограниченными спиралями Архимеда, невозможно, так как плошадь контакта рабчей поверхности круга с обрабатываемым изделием переменная.
Цель изобретения - уменьшение колебаний в системе СПИД, повышение износостойкости круга (снижение удельного расхода абразива) и улучшение качества обработанной поверхности при шлифовании торцом прерывистого круга.
Поставленная цель достигается тем, что в прерывистом абразивном инструменте для торцового шлифования, содержащем корпус с рабочей абразивной поверхностью, образованной выступами, ограниченными кривыми, последние описаны параболическими спиралями, полюс которыхв полярной системе координат г(У ) совпадает с геометрическим центром инструмента и выражается уравнением
г(ф)
где
RI- радиус внутренней окружности рабо,чего торца круга;
R2-радиус наружной окружности рабочего торца круга; п -число из ряда натуральных чисел
1, 2, 3, ...
Ф-угол в радианах между двумя выступами (или впадинами). Таким образом, точка пересечения отрезка параболической спирали с внутренней окружностью рабочего торца круга лежит
на одной радиальной прямой с точкой пересечения другого отрезка, отстоящего на угол ф-«, с наружной окружностью рабочего торца круга.
На фиг. 1 изображен прерывистый чашечный круг; на фиг. 2 - два последовательных положения детали клиновидной формы, которая ограничена прямыми, проходящими через центр круга.
Для простоты вывода примем, что круг 1
неподвижен, а вращается деталь. В положении два деталь 2 изображена сплошными линиями, а в положении три (при повороте на угол а) деталь 3 изображена пунктирными линиями. Для соблюдения постоянства площади контакта необходимо, чтобы площадь 5i части выступа 4, вышедшая из контакта при повороте на угол а, была равна сумме площадей S2 и 5з, вошедших в контакт за это время.
Г, (ф)7л1+2/(в+,-ф).
для конкретного круга мм; мм; i|) р 6207; . Прерывистый абразивный круг работает следующим образом.
Круг закрепляется на шпинделе станка, например, заточного модели ЗВ642. Деталь устанавливается в зажимном приспособлении, расположенном на столе станка. Кругу придается вращательное движение, а деталидвижение поперечной подачи. Соблюдение
постоянства площади контакта рабочей (режущей) поверхности выступов прерывистого круга и обрабатываемой детали в процессе обработки позволяет избежать ударных нагрузок. Поэтому обработка предложенным кругом может вестись с меньшим удельным расходом абразива по сравнению с известным в 1,1 -1,2 раза и обеспечивает уменьщение шероховатости поверхности. По сравнению с сплощным кругом предложенный прерывистый круг позволяет
повысить производительность обработки на 10-15% и увеличить стойкость заточенного инструмента в 1,2-1,3 раза.
Экономический эффект от внедрения предлагаемого круга при обработке инструмента из быстрорежущей стали составляет
1,1 руб. на 1 карат кубического нитрида бора.
J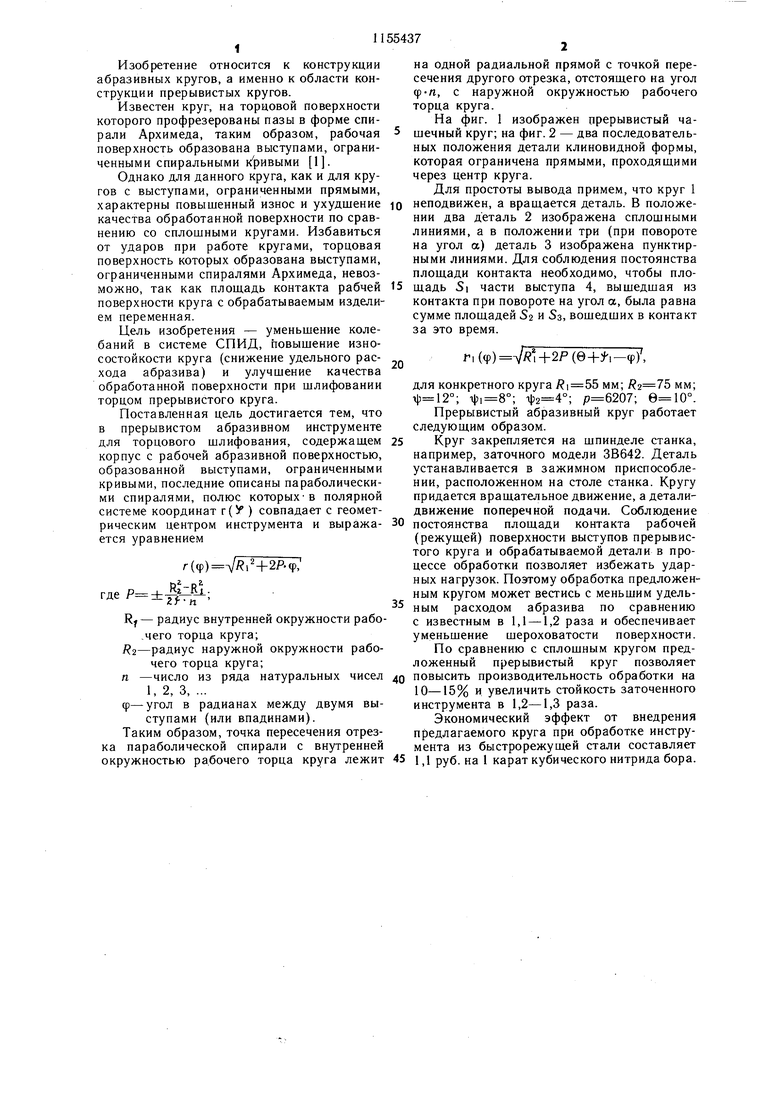
| название | год | авторы | номер документа |
|---|---|---|---|
| Прерывистый абразивный круг для торцового шлифования | 1988 |
|
SU1593936A1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| Композиционный шлифовальный круг для торцевого шлифования | 2019 |
|
RU2697542C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
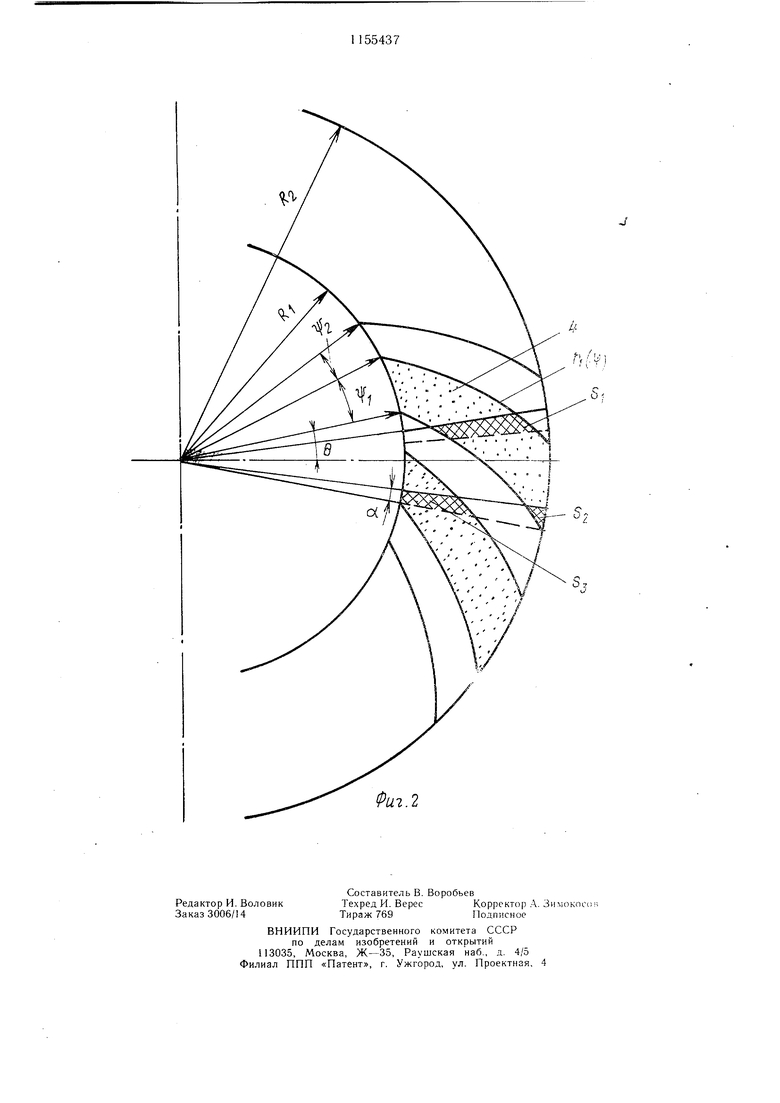
ПРЕРЫВИСТЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ для торцового шлифования, содержащий корпус с рабочей абразивной поверхностью, образованной выступами, ограниченными кривыми, отличающийся тем, что, с целью повышения износостойкости путем сохранения постоянной площади . контакта рабочей поверхности круга с обрабатываемой поверхностью, кривые, ограничивающие выступы абразивной поверхности, описаны параболическими спиралями, полюс которых в полярной системе координат г (|)) совпадает с геометрическим центром инструмента и выражается уравнением r(T|)) р, Ra+Rf. - RI - радиус внутренней окружности рабочего торца круга; R2-радиус наружной окружности рабочего торца круга; ф - угол в радианах между двумя выступами (или впадинами); п - число из ряда натуральных чисел 1, 2, 3, ... (Л сд ел OQ 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РАБОЧИЙ ОРГАН КУЛЬТИВАТОРА | 1998 |
|
RU2128897C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
