(21)4183052/25-27
(22)14,01.87 (46) 28o02.89o Бюй. № 8
(71)Специальное конструкторско-тех- нологическое бюро средств неразрущаю- щего контроля
(72)А«Д„Волчек, Л.А.Казенная, ЛоТ,Нс)совский, В.Н.Рубцов
и ВоС.Цемехман
(53)621.791.75о039(088„8)
(56) Авторское свидетельство СССР 1П7169, кл„ В 23 К 31/06, 1983,
Авторское сввдетельство СССР № 1186880, кл. Б 23 К 31/06, 1983.
(54)УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЬЖОВ
(57) Изобретение относится к сварка, а именно к конструкции устройств для сварки кольцевых стыков с использованием оптических систем для настройки электрода на стык и контроля за процессом сварки, и может быть использовано в различных отраслях машиностроения при изготовлении трубопроводов ответственного назначения.Цель изобретения - упрощение конструкции устройства. Устройство содержит корпус I, в котором вращается ротор 4 со сварочной горелкой 8 и эндоскопом I1 о Эндоскоп I1 монтируется на роторе 4 с помощью механизма фиксации 10. Механизм фиксации 10 представляет собой подпружиненную шайбу, установленную с перекосом в механизме фиксации 10. При уменьшении переко- са шайбы эндоскоп 11 получает возможность перемещаться для проведения : операций по настройке электрода 6 на стык 9, при увеличении перекоса шайба надежно фиксирует эндоскоп 11.
I ЗоПо ф-ЛЫ, 3 ил.1
е fS
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки кольцевых стыков | 1983 |
|
SU1156880A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Устройство для автоматической сварки неплавящимся электродом | 1983 |
|
SU1301616A1 |

/ /
4 9д
эо
fus. f
Изобретение относится к сварке, а именно к конструкции устройств для сварки кольцевых стыков с использованием оптических систем для настрой- ки электрода на стык и контроля за процессом сваркиj и может быть использовано в различных отраслях машиностроения при изготовлении трубопроводов ответственного назначения,
Целью изобретения является упрощение конструкции устройства о
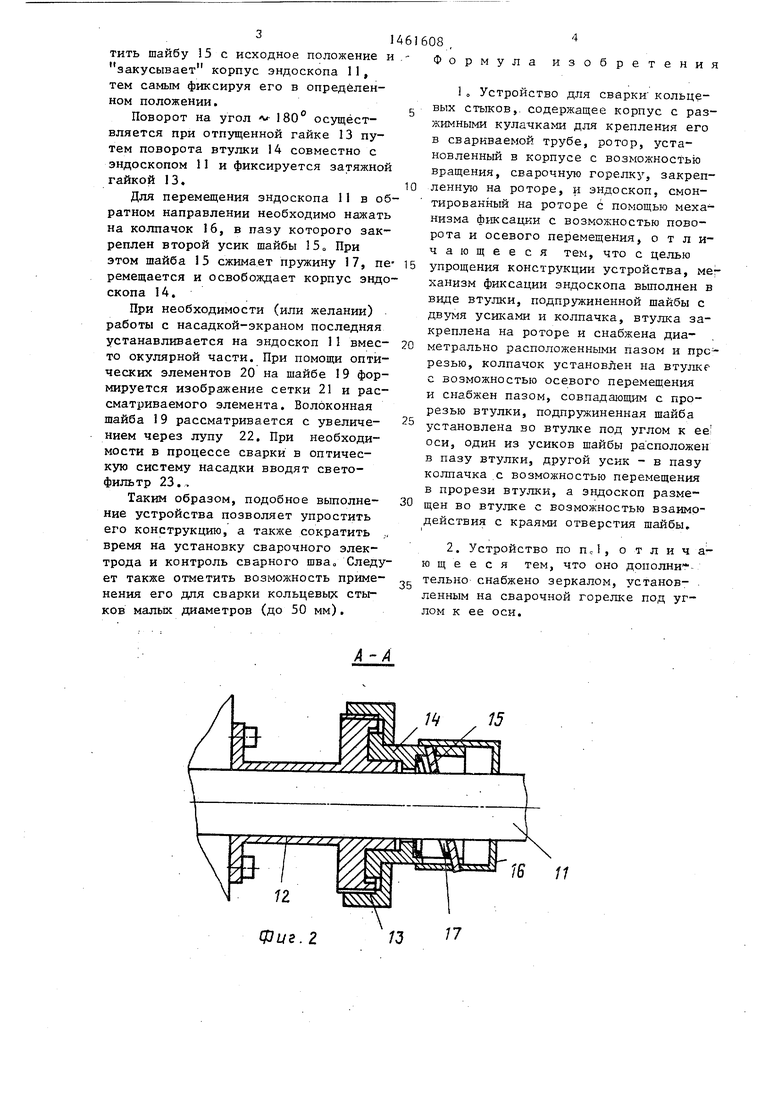
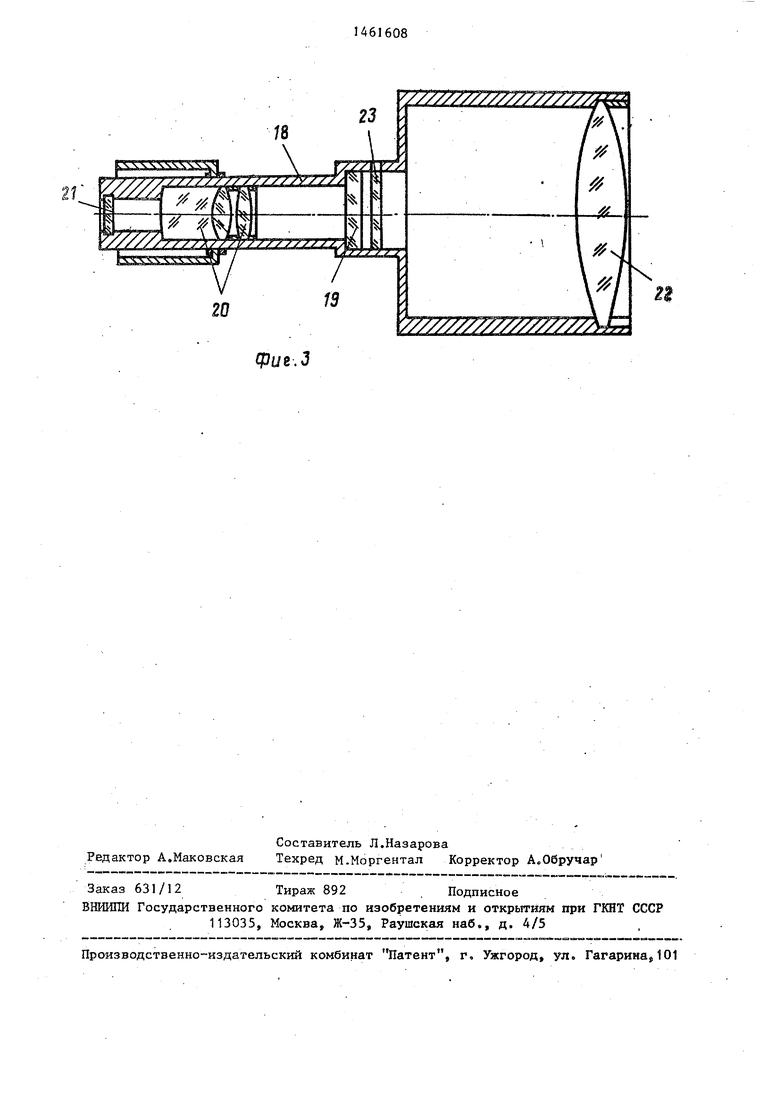
На фиГо представлено описьшаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.; на фиГоЗ - ва- риант вьшолнения устройства с насадкой-экраном
Устройство содержит корпус 1, размещенный внутри свариваемых деталей 2, Для фиксации -устройства служат разжимные кулачки 3 Ротор 4- установлен на валу 5, Сварочный электрод 6 и зеркало 7 з реплену иг сварочной горелке 8, которая в свою очередь закреплена на роторе 4„ Электрод 6 ориентирован на стык 9 свариваемых деталей 2, ось его лежит в плоскости стыка 9о На роторе 4 размещен меха-;; низм 10 фиксации эндоскопа П.
Механизм 10 фиксации эндоскопа 11 содержит фланец 12, к торцу которого гайкой 13 поджимается втулка 14-механизма 10 фиксации Втулка 14 установлена с возможностью вращения при незажатой гайке 13 Во втулке 14 раз мещена стопорная шайба 15, один усик которой закреплен в пазу втулки 14, а вто рой - в колпачке 16, надетом на втулку 14. Стопорная шайба 15-поджимается пружиной 17 о
Сменная насадка-экран представляет собой корпус 18, в котором расположены волоконная шайба 19, оптические элементы 20, сетка 21, лупа 22 и светофильтр 23,,
Устройство работает следующим образом
В роторе 4 устанавливают и фиксируют эндоскоп По С помощью механизма 10 фиксации добиваются совмещения визира на сварочной горелке 8 с центром перекрестия сетки эндоскопа 1 1 (визир представляет собой две взаимно перпендикулярные оси, нанесенные на тыльной стороне горелки 8, с цен- тром/ совпадающим с осью электрода) Это соответствует совмещению острия сварочной горелки 8 с перекрестием сетки эндоскопа 11 Затем эндоскоп
разворачивают под углом, приблизи- тельно равным 180, что позволяет наблюдать в поле зрения внутренние поверхности свариваемых деталей. Устройство перемещают в свариваемых деталях 2 до совпадения сварочного стыка 9 с перекрестием сетки эндоскопа 11 и закрепляют в свариваемых деталях посредством разжимных кулачков 3„ Вращая ротор 4, осуществляют контроль взаимного расположения сетки (т.е„ острия электрода 6) относительно стыка 9 и величины зазора в стыке 9. При обнаружении смещения изображения сварного стыка 9 относительно перекрестия сетки эндоскопа 11 его устраняют посредством разворота или продольного перемещения корпуса 1 внутри свариваемых деталей 2. Затем, развернув эндоскоп 11 в исходное положение, перемещают его в устройстве 10 фиксации вперед на зара- . нее известное расстояние, задаваемое конструкцией. При этом в поле зрения эндоскопа 11 должно появиться изображение электрода и свариваемого стыка 9, которое наблюдается в эндоскоп 11 с помощью зеркала 7
Совмещение воображаемой прямой между стыком 9 и острием электрода 6 с одной из осей сетки производится с помощью гайки плавного перемещения механизма 10 фиксации. Зная цену деления сетки при известном зада-- ваемом конструктивно расстоянии от эндоскопа 11 до острия электрода 6, определяют и-с помощью механизма пе« ремещения электрода 6 устанавливают необходимую величину зазора. По за- вершении настройки величины и положения дугового промежутка производят сварку стыка 9 с визуальным контролем процесса сварки По окончании сварки эндоскоп возвращают в исходное положение. Контролируют состояние сварного шва вращением ротора 4. Перемещение и фиксацию эндоскопа 11 в механизме 10 фиксации проводят следующим образом.
При введении эндоскопа 11 в меха- 10 фиксации шайба 15, сжимая пружину 17, поворачивается на усике, введенном в паз втулки. 14, и при пе- ремещении второго усика в прорези втулки дает возможность эндоскопу 11 перемещаться вдоль оси фланца 12, . При прекращении перемещения эидо- скопа 11 пружина 17 стремится возвра
тить шайбу 15 с исходное положение и закусывает корпус эндоскопа 1 1, тем самым фиксируя его в определенном положении.
Поворот на угол л- 180° осущёст- вляется при отпущенной гайке 13 путем поворота втулки 14 совместно с эндоскопом II и фиксируется затяжной гайкой 13.
Для перемещения эндоскопа 1I в обратном направлении необходимо нажать на колпачок 16, в пазу которого закреплен второй усик шайбы 15„ При этом шайба 15 сжимает пружину 17, пе ремещается и освобождает корпус эндоскопа 14.
При необходимости (или желании) - работы с насадкой-экраном последняя устанавливается на эндоскоп 11 вместо окулярной части. При помощи оптических элементов 20 на шайбе 19 формируется изображение сетки 21 и рассматриваемого элемента. Волоконная шайба 19 рассматривается с увеличением через лупу 22. При необходимости в процессе сварки в оптическую систему насадки вводят светофильтр 23.,
Таким образом, подобное выполнение устройства позволяет упростить его конструкцию, а также сократить ,„ время на установку сварочного электрода и контроль сварного шва„ Следует также отметить возможность применения его для сварки кольцевых стыков малых диаметров (до 50 мм).
10
6i
-
is
0
0
608,4
Формула изобретения
1 о Устройство для сварки- кольцевых стыков,, содержащее корпус с разжимными кулачками для крепления его в свариваемой трубе, ротор, установленный в корпусе с возможностью вращения, сварочную горелк , закрепленную на роторе, и эндоскоп, смонтированный на роторе с помощью механизма фиксации с возможностью поворота и осевого перемещения, отличающееся тем, что с целью упрощения конструкции устройства, механизм фиксации эндоскопа выполнен в виде втулки, подпружиненной шайбы с двумя усиками и колпачка, втулка закреплена на роторе и снабжена диаметрально расположенными пазом и прс - резью, колпачок установлен на втулке с возможностью осевого перемещения и снабжен пазом, совпадаюш:им с прорезью втулки, подпружиненная шайба установлена во втулке под углом к ее оси, один из усиков шайбы расположен в пазу втулки, другой усик - в пазу колпачка с возможностью перемещения в прорези втулки, а эндоскоп размещен во втулке с возможностью взаимодействия с краями отверстия шайбы.
15
16 11
J3 Т7
20
ф1/8 J
/////////////У/77777.
y77/7/Z / y7/////7/.
