Изобретение относится к механосборочному производству, в частности к способу соединения деталей типа вал-втулка с натягом и является усовершенствованием устройства по авт. св. № 846214.
Целью изобретения является повышение надежности путем повышения прочности соединения при воздействии на него крутяш.его момента.
На чертеже изображена схема, поясняюш,ая последовательность операций предлагаемого способа.
Способ осуществляют следуюшим образом.
На обхватываемую деталь 1 напрессовывают обхватываюшую деталь 2, один или оба торца которой выполняют скошенным под углом оС 60-85° к оси соединения. Затем на обхватываемой детали в зоне, прилегаюшей к скошенному торцу обхватывающей детали, формируют роликом 3 под углом f кольцевую канавку 4. Радиус образующей канавки составляет 0,01-0,1 диаметра обхватываемой детали, глубина 0,05- 0,2 радиуса образующей. В зоне, прилегающей к нескощенному торцу, формируют кольцевую канавку 5 с теми же геометрическими параметрами. В зависимости от конструкции соединения и другой торец обхватывающей детали выполняют под углом of к оси соединения и также формируют кольцевую канавку.
Величина угла ос. зависит от конструктивных размеров соединения, материала обхватываемой и обхватывающей деталей, эксп-туатационных нагрузок и других параметров и выбирается из условия максимальной эффективности работы соединения на кручение.
При выполнении одного из торцов под углом оС 60-85° буртик, образованный при формировании канавки, работает на срез, что ведет к значительному увеличению крутящего момента при круговом смещении. Эффективность работы соединения на кручение значительно повышается. При выполнении одного из торцов под углом о( 60° эффективность работы соединения в значительной мере снижается из-за того, что при скосе торцов детали происходит существенное уменьшение номинальной площади соединения и, следовательно, силы трения покоя.
Выполнение одного или обоих торцов обхватывающей детали под углом оС 60- 85° можно проводить как до, так и после сборки деталей.
Пример. Для определения крутящего момента при круговом смещении использованы образцы прессовых соединений, детали
5 которых выполнены из стали 45. На вал диаметром 30 мм напрессована с натягом 0,05 мм втулка с наружным диаметром 50 мм. Длина соединения 30 мм. Образцы соединения были разделены на 4 группы: 1-я группа соединения, у которых торец обхватывающей детали выполнен под углом ос 80°; 2-я группа - соединения, у которых торец обхватывающей детали выполнен под углом oL 87°; 3-я группа - соединения, у которых торец обхватывающей детали
5 выполнен под углом ос 58°; 4-я группа - соединения с углом оС 90°.
Усилие запрессовки в средне.м для всех групп составляет 43000 ±2000 Н.
На приспособлении для испытания соединений с натягом на скручивание произвели определение крутящего момента при круговом смещении деталей всех четырех групп как до, так и после формирования канавки. Усредненные по пяти опытам данные испытаний показывают, что предлагаемый
способ при выборе оптимального угла скоса торца обхватывающей детали повышает прочность соединений с натягом, работающих на кручение. При работе соединений в условиях динамических нагрузок повышение прочности приводит к замедлению процесса фреттинг-коррозии, т.е. к повышению долговечности.
СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ типа вал-втулка по авт. св. № 846214, отличающийся тем, что, с цетью повышения надежности, по крайней мере один из торцов об.хватывающей детали выполнен скошенным под углом 60-85° к оси соединения. (Л ел О5 00 00 СО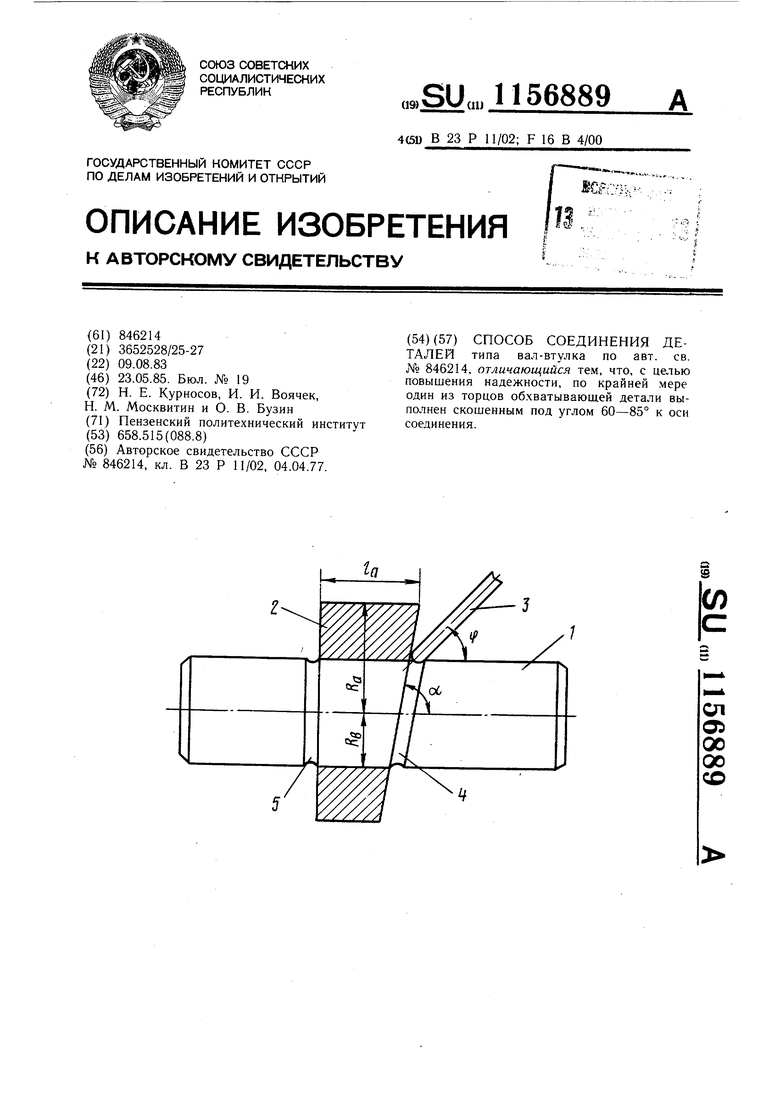
| Способ соединения деталей | 1977 |
|
SU846214A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
