Изобретение относится к машиностроению, в частности к способам не подвижного соединения деталей типа вал - втулка. Цель изобретения - повьппение про ности и герметичности соединения за счет внедрения частиц порошка на глубину, обеспечивающую соприкосновение поверхностей собираемых деталей. Способ осуществляют следующим образом. Порошок твердого материала с пов шенным сопротивлением, найример фехраль, посредством шаржирования или каким-либо другим способом нано сят на одну из сопрягаемых поверхностей. После сборки через соединение пропускают электрический ток в течение времени, необходимого для внедрения частиц порошка до соприкосновения сопрягаемых поверхностей Момент контакта поверхностей фиксируется с помощью амперметра, показы вающего резкое возрастание тока че рез зону стыка. На.фиГ. 1 показана зона контакта с твердьми частицами до приложения сжимаюцей нагрузки; на фиг. 2 - то же, после приложения сжимающей нагрузки; на фиг. 3 - то же, после пр ложения сжимающей нагрузки и пропус кания электрического тока. При реапизации предлагаемого спо соба для дрстиже ния заданной прочности соединения с натягом требуетс значительно меньший натяг, необходи мый для внедрения частиц порошка, чем в известном способе. Пример. Изготавливают образ цы соединения с натягом, обхватываю щую деталь которых выполняют в виде втулки с наружньм и внутренним диаметрами 30 NM и 60 мм соответственно а обхватываемую деталь - в виде сплошного вала. Длина вала и втулки 30 мм. Материал вала и втулки сталь 45 ГОСТ 1050-74. Посадочные диаметры обрабатывают шлифованием с ,25 мкм, натяг в соединениях вьщерживают равным мкм, материал порошка - фехраль (сплав хрома и алюминия иа железной основе), обладающий удельным сопротивлением 1.1 - 1,35 мкОм м. Размер зерен выдерживают равным 20±3 мкм. Все соединения разбивают на две группы по 10 щт. в каждой. Иа валы наносят пбкрытия в виде мелкодиспёрсногр порошка посредством шаржирования. По-, еле сборки тепловым методом ( с нагревом втулки) частицы порошка под действием контактного давления врезаются в поверхностные слои сопрягаемых деталей. Через зону контакта соединений второй группы пропускают электрический ток. Номинальная площадь соединения составляет 0,006 м. Мощность источника питания (постоянного тока), используемого для разрхрева частиц порошка до 1773 К равна 830 Вт (сопротивление стыка 1,56 Ом, напряжение источника питания 36 В). Время нагрева 2 с, время вьдержки . При таком способе нагрева зерен пороп кА объемная температура образцов повьш1ается лишь на 25 - 30 К. Полученные двумя способами соединения проверяют по усилию выпрессовки на прессе мод. П125 и на герметичность с помощью прибора ПКГ-903 и специального приспособления. Усилие вьшрессовки деталей, собранных по изЭестному способу, составляет 85 120 кН, а по предлагаемому - 170 220 кН, при этом герметичность соединений, собранш 1Х по известному способу, в 4 - 6 раз .хуже по сравнению с предлагаемым способом. Таким образом, у деталей, соединенных по предлагаемому способу прочность Соединений увеличивается в 1,8 - 2 раза, а герметичность соединения увеличивается в 4 - 6 раз. По сравнению с известным в машинои приборострое.нии методом сборки соединений с натягом с нагревом обхватывающей или охлаждением обхватываемой детали предлагаемый способ повышает прочность в 5 - 8 раз.
Фиг.З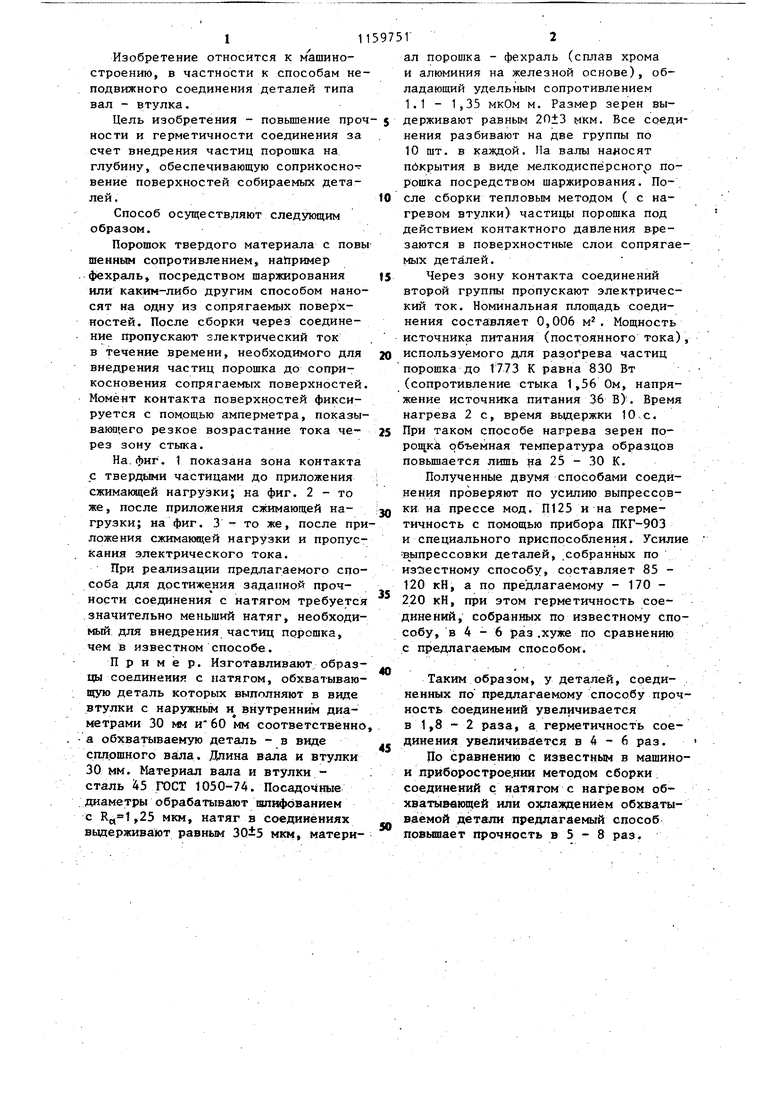
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1291348A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1987 |
|
SU1418025A2 |
| Способ неподвижного соединения деталей | 1982 |
|
SU1031712A1 |
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| СПОСОБ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1996 |
|
RU2093334C1 |
| Способ соединения деталей, охватывающих одна другую | 1987 |
|
SU1611676A1 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| Способ сборки с натягом соединения деталей типа вал-втулка и устройство для его осуществления | 1984 |
|
SU1189636A1 |
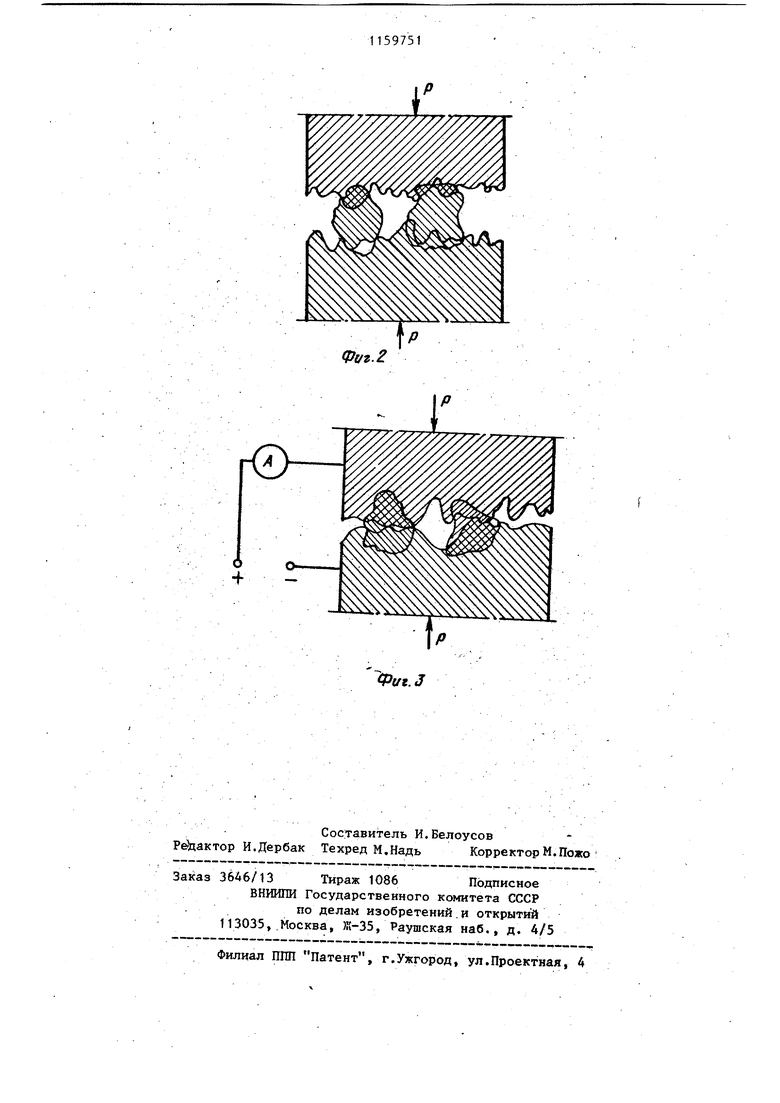
1. СПОСОБ ТЕПЛОВОЙ СБОРКИ С НАТЯГОМ ОБХВАТЬтАЕМОЙ И ОБХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ, включающий нанесение на сопрягаемую поверхность одной из деталей слоя порошка из материала, твердость которого превышает твердость сопрягаемых поверхностей, изменение температуры одной из деталей до получения сборочного зазора, сборку деталей и последующую вы.держку собранного узла до вьфавнивания температуры деталей, отличающийся тем, что, с целью повьппения прочности и герметичности соединения, в качестве материала порошка используют электропроводный материал, более жаропрочный, чем материал соединяемых деталей, с размером частиц, в 4 - 8 раз превышающим среднюю высоту микронеровностей сопрягаемых поверхностей, порошок наносят в один слой, а после сборки деталей частицы порошка нагревают путем пропускания через детали электрического тока до температуры, обеспечивающей внедрение частиц порошка в сопрягаемые поверхности, в течение времени до соприкосновения послйдиях. 2. Способ по п. 1, о т л и ч а ющ и и с я тем, что в качестве материала порошка используют материал с повьшйнным электрическим сопротив- лением, например фехраль. сл со сл
| СПОСОБ СБОРКИ ДВУХ ДЕТАЛЕЙ | 0 |
|
SU288530A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
