ел
qD ND
00
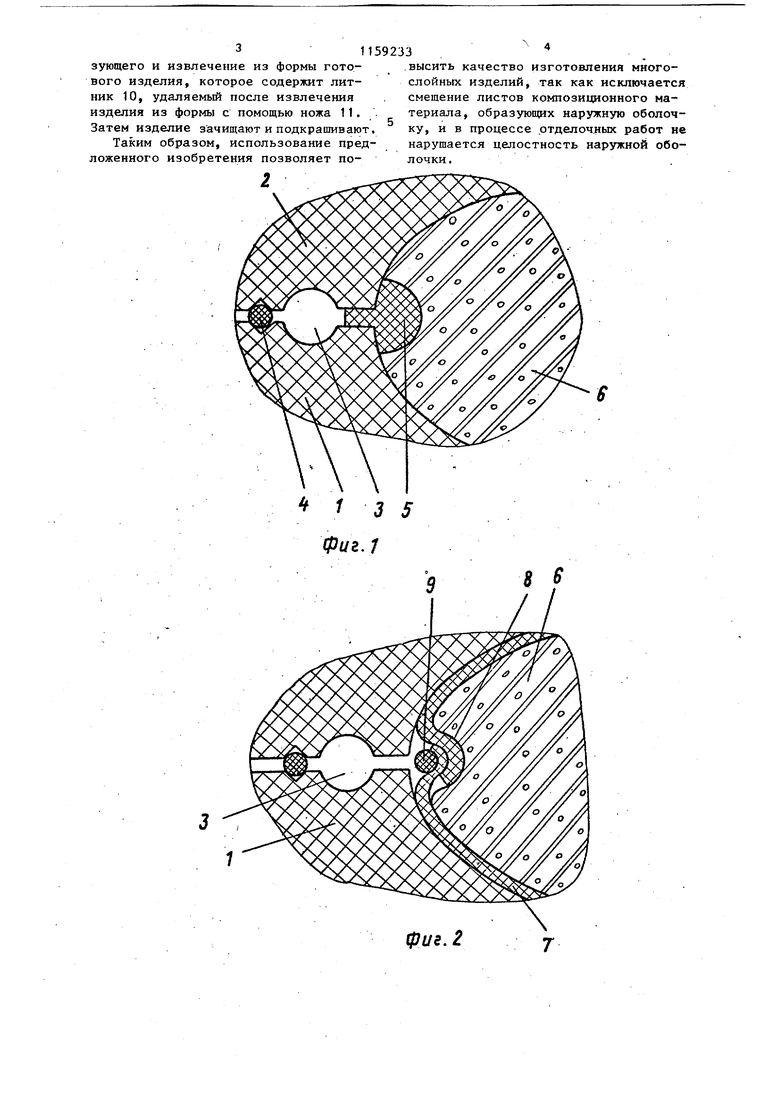
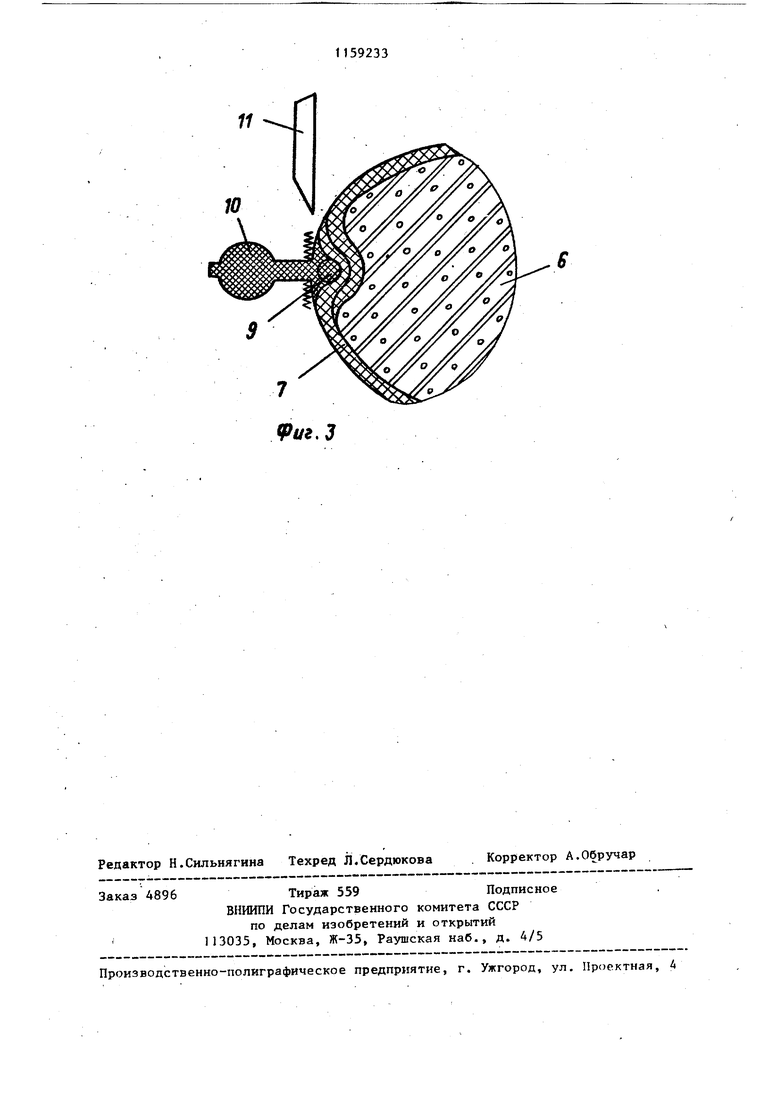
с Изобретение относится к области переработки полимерных композиционн материалов и может быть использован в различных отраслях народного хозя ства при изготовлении объемных мног слойных изделий с внутренним слоем из пенопласта. Известен способ формования объем ных многослойных изделий с внутренн слоем из пенопласта, включающий руч ную выкладку предварительно пропита ного /связуюпщм полимерного композиционного материала на внутренней по верхности двух полуформ, отверждени связующего, соединение полуформ межд собой, заливку в образовавщуюся полость пенопласта, который, расширяя заполняет внутреннюю полость и отверяздается. После отверзкдения изде. лие извлекают из формы и производят обрезку припусков, подкраску, отделк Однако известный способ трудоемок и необеспечивает высокого качества изделий из-за повреждений нapyя нoгo слоя в процессе зачисток и отделок места стыка двух полуформ. Известен также способ изготовления объемных многослойных изделий с внутренним слоем из пенопласта, включающий формование внутреннего пенопластового вкладыша в замкнутой форме, его извлечение из формы, укладку несущего слоя из композиционного материала на наружную поверхность пенопластового вкладыша, пропитку под давлением помещенной в замкнутую форму заготовки связующим, отверждение ее с последующим извлечением из формы готового изделия, обрезку литников, зачистку и подкраску. Однако известный способ не обеспечивает высокого качества изделия из-за нарушения сплошности наружной оболочки и смещения композиционного материала, нанесенного на наружную поверхность пенопластового вкладыша. Последнее из указанных технических решений по своей сущности наиболее близко изобретению. Целью изобретения является повышение качества формуемого изделия. Это осуществляется за счет сохранения сплошности наружной оболочки и заданной ориентации несущих волоко используемого композиционного материала. Эта цель достигается тем, что в способе изготовления объемных многослойных изделий с внутренним слоем из пенопласта, включающем формование внутреннего пенопластового вкладыша в замкнутой форме, его извлечение из формы, укладку несущего слоя из композиционного материала на наружную поверхность пенопластового вкладьш1а, .пропитку под давлением помещенной в замкнутую форму заготовки связующим, отверждение ее с последующим извлечением из формы готового изделия, обрезку литников, зачистку и подкраску, согласно изобретению, пенопластовый вкладьшг в зоне стыка формы формуют с пазом, в который при укладке несущего слоя изделия заворачивают края композиционного материала . Кроме того, завернутые в паз края, композиционного материала фиксируют путем намотки витков жгута. На фиг. 1 показано формование пенопластового вкладьш1а в замкнутой форме} на фиг. 2 - пропитка заготовки с наружным слоем связующим; на фиг. 3 - сечение изготовленного объемного многослойного изделия. Способ изготовления объемных многослойных изделий осуществляют следующим образом. Между полуформами 1, 2 в литниковом канале 3 помещают уплотнительное кольцо 4 и формующий паз знак 5. Затем полуформы 1, 2 смьжают и в замкнутый объем впрыскивают пенопласт, заполняющий всю полость формы. После отверждения пенопластового вкладыша 6 размыкают форму, вынимают вкладьш 6. Далее на наружной поверхности вкладыша 6 выкладывают заданное число слоев композиционного материала 7, например стеклоткани или стеклохолста, вьфезанных по определенному шаблону, обеспечивающему плотное прилегание слоев к вкладышу 6. Края материала 7 загибают в паз 8 и фиксируют их в этом положении намоткой, по крайней мере, одного витка, например стеклонити или стекложгута 9. Подготовленную таким образом заготовку вновь помещают в форму. После смыкания полуформ 2, .2 по литниковым каналам 3 подаются под давлением связующее, которое пропитывает материал 7. После окончания пропитки перекрывают каналы 3, производят отверждение свя311592зующего и извлечение из формы готового изделия, которое содержит литник 10, удаляемый после извлечения изделия из формы с помощью ножа 11. . Затем изделие эачищают и подкрашивают. Таким образом, использование предложенного изобретения позволяет по33высить качество изготовления многослойных изделий, так как исключается смещение листов композиционного материала, образующих наружную оболочку, и в процессе ртделоч.ных работ не нарушается целостность наружной оболочки.
11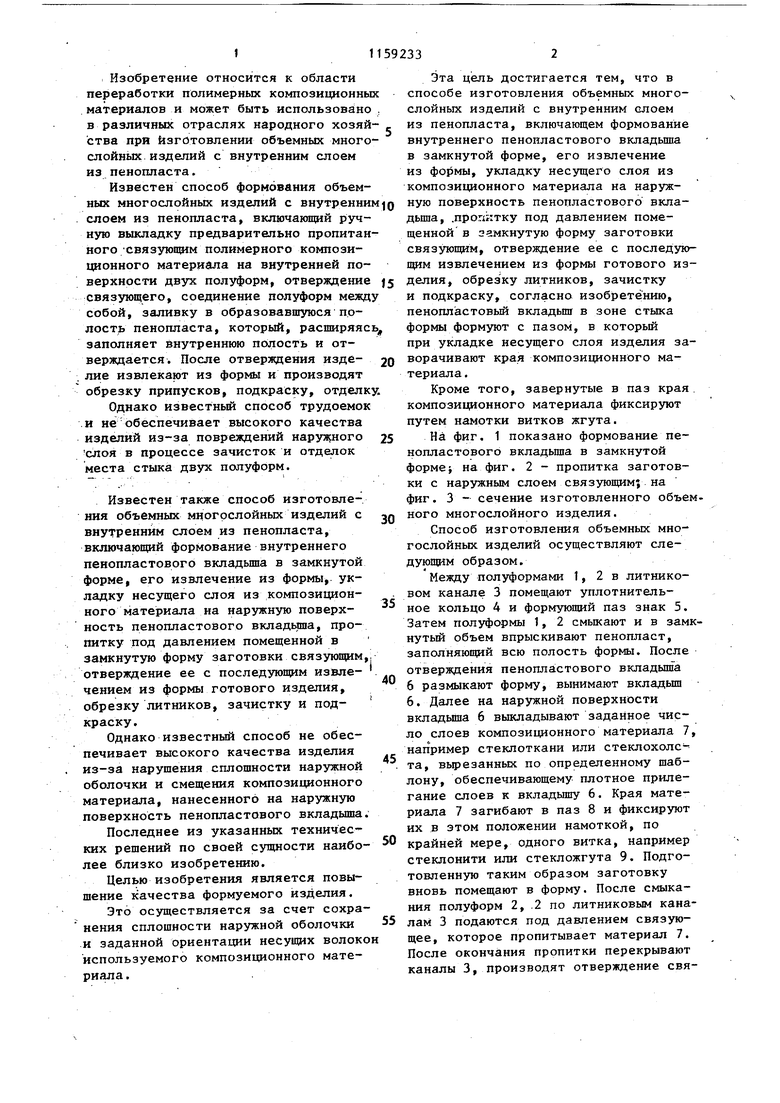
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПОЛИМЕРНЫМ СВЯЗУЮЩИМ | 2008 |
|
RU2381132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТРАНСФЕРНО-МЕМБРАННЫМ ФОРМОВАНИЕМ "ТМФ" (ВАРИАНТЫ) | 2012 |
|
RU2496640C1 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЗАПОЛНИТЕЛЯ ТРЁХСЛОЙНОЙ ОБОЛОЧКИ НЕСУЩЕЙ КОРПУСНОЙ КОНСТРУКЦИИ | 2017 |
|
RU2665001C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРХИТЕКТУРНО-ХУДОЖЕСТВЕННОГО ГИПСОПЕНОПЛАСТОВОГО ИЗДЕЛИЯ | 2007 |
|
RU2373060C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ РАДИОПРОЗРАЧНОЙ ПАНЕЛИ СО СРЕДНИМ СЛОЕМ КАЛИБРОВАННОГО ПЕНОПЛАСТА | 2011 |
|
RU2486060C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКОГО ТЕЛА ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ | 2008 |
|
RU2375264C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ, С ВНУТРЕННИМ СЛОЕМ ИЗ ПЕНОПЛАСТА, включающий формование внутреннего пенопластового вкладыша в замкнутой форме. его извлечение из формы, укладку несущего слоя из композиционного материала на наружную поверхность пенопластового вкладьш1а, пропитку по;; давлением помещенной в замкнутую форму заготовки связующим, отверждение ее с последующим извлечением из формы готового изделия, обрезку литников, зачистку и подкраску изделий, отличающийся тем, что, с целью повышения качества формуемогЬ изделия, пенопластовый вкладыш формуют в зоне стыка формы с пазом, в который при укладке несущего слоя изделия заворачивают края композиционного материала. (Л 2. Способ по п. 1, отличающийся тем, что завернутые в паз края композиционного материала фиксируют путем намотки витков жгута.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Заявка ФРГ № 300120,кл.В 29 С 17/07, опублик | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
