Изобретение относится к обработке металлов давлением и может быть использовано для разделения прутка на длинномерные заготовки.
Известен способ, разделения прутка на длинномерные заготовки, заключающийся в подаче прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщении клиновому инструменту вращательного движения и приложении к нему деформирующего усилия, формировании V-образной канавки в плоскости разделения прутка, приложении нажимного усилия к консольному концу мерной заготовки и отделении ее от прутка разрушением металла по плоскости надреза. Полученные этим способом длинномерные заготовки имеют торцевые фаски, что повышает их качество (Ковка и штамповка. Справочник в 4-х т. Т. 1.; под ред. Е.И. Семенова. - М.: Машиностроение, 1985. - С. 165).
Основным недостатком названного способа разделения прутка на длинномерные заготовки является пониженное качество мерных заготовок, обусловленное большой шероховатостью и неровностью их торцевых поверхностей, так как отделение мерной заготовки осуществляется путем ее отрыва от прутка с разрушением металла по плоскости надреза (Ковка и штамповка. Справочник в 4-х т.Т. 1. Под ред. Е.И. Семенова. - М.: Машиностроение, 1985. - С. 165).
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ разделения прутка на длинномерные заготовки, включающий подачу прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщение клиновому инструменту вращательного движения, одновременное одностороннее относительно оси прутка приложение деформирующего усилия к клиновому инструменту и нажимного усилия к консольному концу длинномерной заготовки в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, формирование V-образной канавки в плоскости разделения прутка, приложение нажимного усилия к консольному концу длинномерной заготовки и отделении ее от прутка. Величины циклических знакопеременных напряжений в плоскости разделения прутка устанавливают в диапазоне от величины предела упругости металла в момент внедрения клинового инструмента до величины не менее значения предела текучести металла на сдвиг в момент отделения мерной заготовки от прутка.
Одновременным односторонним приложением нажимного и деформирующего усилий с размещением их в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, в данном способе разделения прутка на длинномерные заготовки создают круговой знакопеременный изгибающий момент, а установлением величины циклических знакопеременных напряжений в плоскости разделения прутка в диапазоне изменения от величины предела упругости металла в момент внедрения клинового инструмента до величины не менее значения предела текучести металла на сдвиг в момент отделения мерной заготовки от прутка вызывают внутризеренную сдвиговую деформацию с образованием поверхности усталостного разрушения металла в этой плоскости к моменту отделения мерной заготовки от прутка (Колмогоров В.Л. Напряжения, деформации, разрушение / В.Л. Колмогоров. - Металлургия, 1970. - С. 56-60). В результате получают мерные заготовки с гладкими торцевыми поверхностями и торцевыми фасками, что обеспечивает повышенное качество длинномерных заготовок (патент RU 2508187, МПК B23D 23/00 (2006.01), B23D 23/00 (2006.01)).
Однако, к ухудшению качества длинномерных заготовок приводит, во-первых, то, что при установлении циклических знакопеременных напряжений от величины предела упругости металла в момент внедрения клинового инструмента создают высокую амплитуду напряжений в плоскости разделения прутка и сокращают, тем самым, накопленную к моменту отделения заготовки степень деформации сдвига, чем уменьшают площадь усталостного разрушения металла к моменту отделения длинномерной заготовки от прутка и увеличивают, соответственно, площадь отрыва в плоскости разделения (Колмогоров В.Л. Механика обработки металлов давлением: учебник для вузов / В.Л. Колмогоров. М.: Металлургия, 1986. - С. 552, 553 и рис. 12.2), что ухудшает качество торцевой поверхности заготовки, так как площадь отрыва имеет грубую шероховатую поверхность; во-вторых, то, что в известном способе не обеспечивают выполнение условия продольной устойчивости длинномерной заготовки, что может вызвать ее пластический изгиб в процессе разделения прутка и, как следствие этого, нарушение упорядоченной сдвиговой деформации в плоскости образования усталостной трещины, ухудшающее качество поверхности разделения (Колмогоров В.Л. Напряжения, деформации, разрушение / В.Л. Колмогоров. - Металлургия, 1970. - С. 32-34).
Техническая проблема, решение которой обеспечивается при осуществлении изобретения, заключается в создании способа разделения прутка на длинномерные заготовки повышенного качества.
Решение этой технической проблемы достигается тем, что в способе разделения прутка на длинномерные заготовки, включающем подачу прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщение клиновому инструменту вращательного движения, одновременное одностороннее относительно оси прутка приложение деформирующего усилия к клиновому инструменту и нажимного усилия к длинномерной заготовке в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, формирование V-образной канавки в плоскости разделения и отделение длинномерной заготовки от прутка, при этом, величину циклических знакопеременных напряжений в плоскости разделения прутка в момент отделения длинномерной заготовки устанавливают в диапазоне до значения не менее предела текучести металла на сдвиг, согласно изобретению величину циклических знакопеременных напряжений в плоскости разделения прутка в момент внедрения клинового инструмента устанавливают до значения предела упругости металла, а плоскость приложения нажимного усилия к длинномерной заготовке устанавливают по условию продольной устойчивости этой заготовки:

где ƒ - упругий прогиб консольной части длинномерной заготовки, мм;
 - расстояние плоскости приложения нажимного усилия от плоскости разделения прутка, мм;
- расстояние плоскости приложения нажимного усилия от плоскости разделения прутка, мм;
ηдоп - допустимый по условию продольной устойчивости относительный прогиб длинномерной заготовки в процессе разделения прутка.
Получение длинномерных заготовок высокого качества, стабильно точных по форме и размерам, с торцевыми фасками и гладкими торцевыми поверхностями, перпендикулярными их продольной оси, при реализации предлагаемого способа обусловлено тем, что установлением величины циклических знакопеременных напряжений в момент формирования V-образной канавки до значения менее предела упругости металла уменьшают амплитуду напряжений в плоскости разделения прутка и увеличивают, тем самым, накопленную к моменту отделения заготовки степень деформации сдвига, чем повышают площадь усталостной поверхности разрушения и уменьшают, тем самым, площадь отрыва длинномерной заготовки от прутка, а приложением нажимного усилия от плоскости разделения прутка на расстоянии, определяемом из условия продольной устойчивости длинномерной заготовки, создают упорядоченную внутризеренную сдвиговую деформацию в момент формирования усталостной поверхности разрушения и обеспечивают слияние микротрещин в единую макротрещину усталостной поверхности разрушения металла (Колмогоров В.Л. Напряжения, деформации, разрушение / В.Л. Колмогоров. - Металлургия, 1970. - С. 32-34).
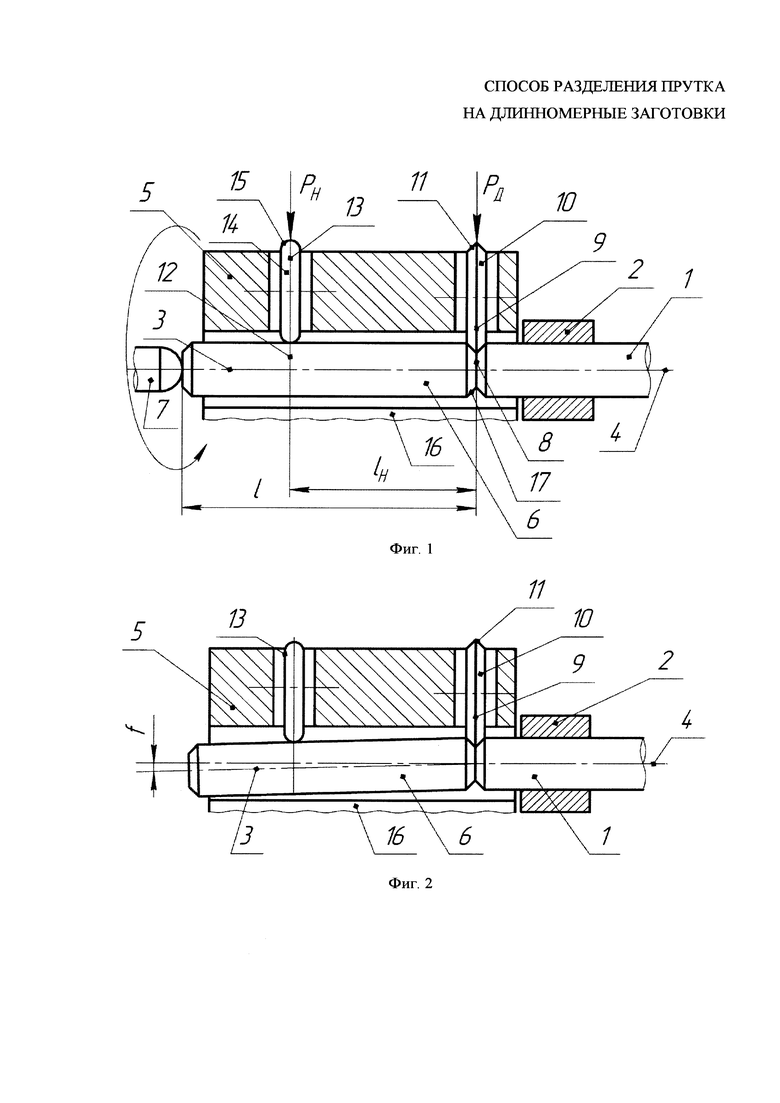
Предложенное изобретение поясняется чертежом, где на фиг. 1 показан момент начала процесса разделения прутка на длинномерные заготовки; на фиг. 2 - момент отделения длинномерной заготовки от прутка.
Дополнительно на чертеже вертикальными линиями со стрелками, обращенными сверху вниз, показаны направления приложения деформирующего усилия Рд и нажимного усилия Рн.
Способ разделения прутка на длинномерные заготовки включает подачу прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщение клиновому инструменту вращательного движения, одновременное одностороннее относительно оси прутка приложение деформирующего усилия к клиновому инструменту и нажимного усилия к длинномерной заготовке в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, формирование V-образной канавки в плоскости разделения и отделение длинномерной заготовки от прутка. Величину циклических знакопеременных напряжений в плоскости разделения прутка в момент внедрения клинового инструмента устанавливают в диапазоне от величины до значения предела упругости металла до величины не менее предела текучести металла на сдвиг в момент отделения длинномерной заготовки от прутка, а плоскость приложения нажимного усилия к длинномерной заготовке устанавливают по условию продольной устойчивости этой заготовки согласно выражению (1).
Способ разделения прутка на длинномерные заготовки реализуют следующим образом.
Пруток 1 через направляющую втулку 2 подают во вращающийся вокруг оси 3, совпадающей с продольной осью 4 прутка, ротор 5, имеющий привод вращательного движения (на чертеже не показан) на длину  длинномерной заготовки 6 до упора 7 и зажимают во втулке 2. При этом плоскость 8 разделения прутка 1 совмещают с плоскостью 9 внедрения клинового инструмента, выполненного в виде ролика 10 с V-образной рабочей кромкой 11, а плоскость 12 приложения нажимного усилия устанавливают по условию (1) продольной устойчивости длинномерной заготовки 6 и на расстоянии
длинномерной заготовки 6 до упора 7 и зажимают во втулке 2. При этом плоскость 8 разделения прутка 1 совмещают с плоскостью 9 внедрения клинового инструмента, выполненного в виде ролика 10 с V-образной рабочей кромкой 11, а плоскость 12 приложения нажимного усилия устанавливают по условию (1) продольной устойчивости длинномерной заготовки 6 и на расстоянии  от плоскости 8 разделения прутка 1 совмещают с плоскостью 13 действия нажимного ролика 14, выполненного с округленной рабочей кромкой 15. Ролики 10 и 14 устанавливают в роторе 5 с возможностью радиального перемещения относительно оси 3 (фиг. 1).
от плоскости 8 разделения прутка 1 совмещают с плоскостью 13 действия нажимного ролика 14, выполненного с округленной рабочей кромкой 15. Ролики 10 и 14 устанавливают в роторе 5 с возможностью радиального перемещения относительно оси 3 (фиг. 1).
Затем сообщают ролику 10 вращательное движение и одновременно односторонне относительно оси прутка 1 прикладывают к нему деформирующее усилие и нажимное усилие к длинномерной заготовке 6 в общей продольной радиальной плоскости 16, имеющей возможность вращательного движения вокруг оси 4 прутка 1 посредством ротора 5, формируют V-образную канавку 17 и отделяют длинномерную заготовку 6 от прутка 1.
Величину циклических знакопеременных напряжений устанавливают в диапазоне изменения от величины до значения предела упругости металла в момент внедрения клинового инструмента до величины не менее предела текучести металла на сдвиг в момент отделения длинномерной заготовки от прутка, чем уменьшают амплитуду напряжений в плоскости 8 разделения прутка 1 и увеличивают, тем самым, накопленную к моменту отделения заготовки 6 степень деформации сдвига, чем повышают площадь усталостной поверхности разрушения и уменьшают, тем самым, площадь отрыва длинномерной заготовки 6 от прутка 1, а приложением нажимного усилия к длинномерной заготовке 6 по условию продольной устойчивости (1) этой заготовки создают упорядоченную внутризеренную сдвиговую деформацию в момент формирования усталостной поверхности разрушения и обеспечивают слияние микротрещин в единую макротрещину усталостной поверхности разрушения металла.
В результате получают длинномерные заготовки высокого качества.
Пример. Получена партия длинномерных заготовок диаметром d=25 мм, длиной  , с торцевыми фасками h=2×45°. Материал сталь 45, предел упругости стали 45 σв=610 МПа; предел текучести σт=360 МПа (Ковка и штамповка. Справочник в 4-х т.Т. 1.; под ред. Е.И. Семенова. - М.: Машиностроение, 1985. - С. 13. Табл. 7.).
, с торцевыми фасками h=2×45°. Материал сталь 45, предел упругости стали 45 σв=610 МПа; предел текучести σт=360 МПа (Ковка и штамповка. Справочник в 4-х т.Т. 1.; под ред. Е.И. Семенова. - М.: Машиностроение, 1985. - С. 13. Табл. 7.).
1. Определяют расстояние плоскости приложения нажимного усилия от плоскости разделения прутка из условия продольной устойчивости длинномерной заготовки по соотношению (А. Зоммерфельд. Механика деформируемых сред / Зоммерфельд А. - М.: Изд. Иностранной литературы, 1954. - С. 374):

где  - расстояние плоскости приложения нажимного усилия от плоскости разделения прутка, мм;
- расстояние плоскости приложения нажимного усилия от плоскости разделения прутка, мм;
Мизг=σу⋅W - изгибающий момент, Нм;
σу - предел упругости стали, МПа; σу≈σт (Политехнический словарь; гл. ред. И.И. Артоболевский. - М.: Советская энциклопедия, 1977. - С. 386); принимают σу=0,9σт;
 - момент сопротивления сечения, мм3;
- момент сопротивления сечения, мм3;
где dк - диаметр плоскости разделения прутка;
Е=2⋅105 - модуль упругости, МПа;
 - момент инерции сечения, мм4;
- момент инерции сечения, мм4;
dк=d-2h=25-2⋅2=21 мм.
Упругий относительный прогиб консольного стержня из выражения (2):

Допустимый относительный прогиб консольной балки установлен по выражению

(СНиП 2.01.07.85. Нагрузки и воздействия. Прогибы и перемещения. Табл. 19.).
Принимают  , из формулы (2) получают:
, из формулы (2) получают:
 .
.
2. Определяют величину нажимного усилия из соотношений:


 .
.
Установлением величины циклических знакопеременных напряжений в плоскости разделения прутка в диапазоне изменения от величины до значения предела упругости металла в момент внедрения клинового инструмента до значения не менее предела текучести металла на сдвиг в момент отделения длинномерной заготовки от прутка уменьшают амплитуду напряжений в плоскости разделения прутка и увеличивают, тем самым, накопленную к моменту отделения заготовки степень деформации сдвига, чем повышают площадь усталостной поверхности разрушения и уменьшают, тем самым, площадь отрыва длинномерной заготовки от прутка, а приложением нажимного усилия к длинномерной заготовке по условию продольной устойчивости этой заготовки, создают упорядоченную внутризеренную сдвиговую деформацию в момент формирования усталостной поверхности разрушения и обеспечивают слияние микротрещин в единую макротрещину усталостной поверхности разрушения металла.
В результате получают длинномерные заготовки стабильные по форме и размерам, с торцевыми фасками и гладкими торцевыми поверхностями, перпендикулярными оси длинномерной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ПРУТКА НА ДЛИННОМЕРНЫЕ ЗАГОТОВКИ | 2012 |
|
RU2508187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ БОРОНЫ | 2021 |
|
RU2770808C1 |
| Способ изготовления дисков бороны | 2018 |
|
RU2687524C1 |
| Способ разрезки прутка на мерные заготовки | 2019 |
|
RU2704043C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ С ЗАОСТРЕНИЕМ НА КОНЦЕ | 2004 |
|
RU2277450C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
Изобретение относится к обработке металлов давлением. Описан способ разделения прутка на длинномерные заготовки, включающий подачу прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщение клиновому инструменту вращательного движения, одновременное одностороннее относительно оси прутка приложение деформирующего усилия к клиновому инструменту и нажимного усилия к длинномерной заготовке в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, формирование V-образной канавки в плоскости разделения и отделение длинномерной заготовки от прутка, при этом величину циклических знакопеременных напряжений в плоскости разделения прутка в момент отделения длинномерной заготовки от прутка устанавливают в диапазоне до значения не менее предела текучести металла на сдвиг, при этом величину циклических знакопеременных напряжений в плоскости разделения прутка в момент внедрения клинового инструмента устанавливают до значения предела упругости металла, а плоскость приложения нажимного усилия к длинномерной заготовке устанавливают по условию продольной устойчивости этой заготовки: (ƒ/lн)≤ηдоп, где ƒ - упругий прогиб консольной части длинномерной заготовки, мм; lн - расстояние плоскости приложения нажимного усилия от плоскости разделения прутка, мм; ηдоп - допустимый по условию продольной устойчивости относительный прогиб длинномерной заготовки в процессе разделения прутка. Технический результат - получение длинномерных заготовок высокого качества - стабильных по форме и размерам, с торцевыми фасками и гладкими торцевыми поверхностями, перпендикулярными оси длинномерной заготовки. 2 ил., 1 пр.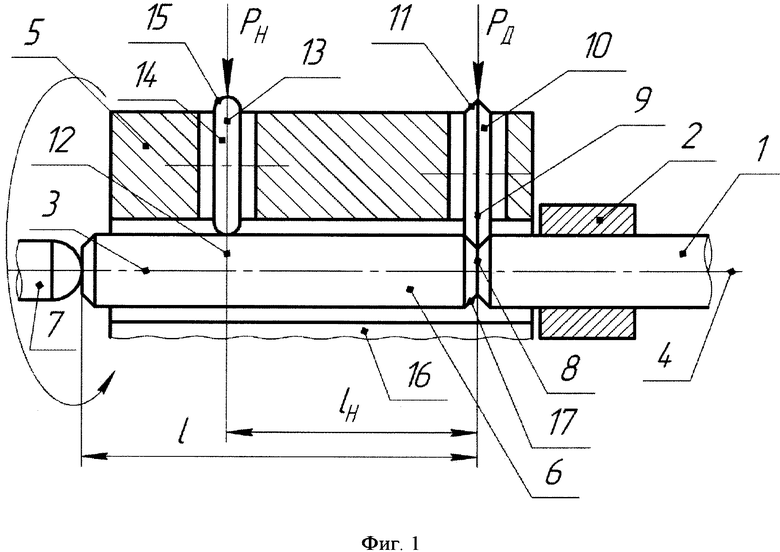
Способ разделения прутка на длинномерные заготовки, включающий подачу прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщение клиновому инструменту вращательного движения, одновременное одностороннее относительно оси прутка приложение деформирующего усилия к клиновому инструменту и нажимного усилия к длинномерной заготовке в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, формирование V-образной канавки в плоскости разделения и отделение длинномерной заготовки от прутка, при этом величину циклических знакопеременных напряжений в плоскости разделения прутка в момент отделения длинномерной заготовки от прутка устанавливают в диапазоне до значения не менее предела текучести металла на сдвиг, отличающийся тем, что величину циклических знакопеременных напряжений в плоскости разделения прутка в момент внедрения клинового инструмента устанавливают до значения предела упругости металла, а плоскость приложения нажимного усилия к длинномерной заготовке устанавливают по условию продольной устойчивости этой заготовки
где ƒ - упругий прогиб консольной части длинномерной заготовки, мм;
l н - расстояние плоскости приложения нажимного усилия от плоскости разделения прутка, мм;
ηдоп - допустимый по условию продольной устойчивости относительный прогиб длинномерной заготовки в процессе разделения прутка.
| СПОСОБ РАЗДЕЛЕНИЯ ПРУТКА НА ДЛИННОМЕРНЫЕ ЗАГОТОВКИ | 2012 |
|
RU2508187C1 |
| Способ резки пруткового материала | 1982 |
|
SU1038112A2 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| DE 20105903 U1, 13.06.2001 | |||
| US 4535662 A1, 20.08.1985. | |||

