Изобретение относится к обработке материалов давлением, в частности к оборудованию для компактирования прессованием порошкообразных материалов и штамповке литых металлов как отдельно, так и совместно и может быть использовано для получения слоистых коррозионностойких, антифрикционных, электротехнических, инструментальных, износостойких и термобиметаллических материалов.
За аналог принимается известный способ объемного прессования брикетов из порошкообразного материала и устройство для осуществления способа, включающие размещение материала в замкнутой матричной полости, образованной шестью пластинами, и деформирующее нагружение материала с помощью пластин, которое осуществляют посредством попарного возвратно-поступательного перемещения пластин в сторону общего геометрического центра матричной полости и обратно, с обеспечением схемы прессования, включающей «сжатие-сжатие-сжатие», «сжатие-растяжение-сжатие» и/или «сжатие-растяжение-растяжение» и устройство для реализации способа, содержащее верхнее основание с размещенным в нем верхним пуансоном со штоком, нижнее основание с размещенным в нем нижним пуансоном со штоком, и установленными попарно напротив друг друга боковыми пуансонами со штоками, шесть пластин, размещенных своими рабочими поверхностями в сторону общего геометрического центра с образованием замкнутой матричной полости и контактирующих своими обратными плоскостями с соответствующими пуансонами, при этом рабочие поверхности пластин контактируют с боковыми поверхностями смежных с ними пластин, при этом пластины выполнены с возможностью возвратно-поступательного перемещения с обеспечением перемещения в сторону общего геометрического центра матричной полости посредством пуансонов и с обеспечением перемещения от общего геометрического центра матричной полости посредством выталкивателей, установленных попарно со штоками и контактирующих с торцевыми поверхностями пластин, при этом выталкиватели снабжены упругими элементами для поддержания постоянного контакта между смежными пластинами. (Патент на изобретение №2572268 Российской Федерации МПК7 B22F 3/02, B22F 3/03, В22В 15/02. Способ объемного прессования брикетов из порошкообразного материала и устройство для осуществления способа. №2014124242/02 заявка от 17.06.2014, опубл. 10.01.2016 Бюл. №1).
Недостатком способа деформирования является плохое перемешивание слоев порошковой заготовки, а именно, верхние вертикальные слои не перемещаются вниз, а нижние слои не перемещаются вверх, каждый слой перемещается в своей плоскости, поэтому не происходит дробления конгломератов и не разрываются их связи. Слои ужимаются в объеме, уплотнение происходит за счет смятия переходных элементов арочной структуры и дробления зерен, схлопывания макропор и выжимания газа из объема брикета, сток дислокаций приводит к частичному перемешиванию слоев. Этого недостаточно для структурирования объема материала порошковой заготовки, так как степень уплотнения характеризуется только шаровым тензором напряжения - средним давлением в точке при всестороннем равномерном сжатии или растяжении. Первый инвариант шарового тензора напряжений совпадает с первым инвариантом тензора напряжений, при этом второй и третий инварианты шарового тензора напряжений равны нулю вследствие отсутствия деформации сдвига. Таким образом, данный способ всестороннего обжатия приводит к сужению технологических возможностей обработки порошкового материала давлением.
Известен способ получения брикетов радиальным выдавливанием, заключающийся в приложении осевого деформирующего усилия к торцу заготовки и выдавливании металла в направлении под углом к направлению деформирующего усилия, при этом процесс деформирования осуществляют в несколько стадий, на первых двух последовательно выдавливают металл заготовки, по меньшей мере, в двух противоположных направлениях или в направлениях радиально разнесенных вдоль оси заготовки, затем производят осевое совмещение верхней части вытесненного объема металла с нижней частью вытесненного объема заготовки при одновременном продолжении вытеснения в последнюю и перемещение всего объема верхней части металла в сторону нижней части металла заготовки. (А.с. СССР №1447508, МПК B21J 5/00, Способ получения изделий радиальным выдавливанием, №4132550/25-27 заявка от 30.12.1986 г. опубл. 30.12.1988. Бюл. №48).
Недостаток - плохое перемешивание материала заготовки так как компактирование заготовки проводят только в одной плоскости с неизменным установленным направлением сдвига, при этом трение порошка о стенки затрудняет его перемещение в стороны, перпендикулярные направлению прессования. В результате на боковые стенки устройства передается значительно больше давления, чем в направлении оси прессования. Порошковая заготовка со стороны перемещающихся пуансонов уплотняется с одновременным уменьшением плотности на периферии, в направлении от стенки контейнера к его центру, в то время как в нижних слоях наоборот, - от центра к стенке контейнера. Со стороны заготовки каждый вышележащий слой оказывается плотнее нижележащего. Слои, контактирующие с пуансонами, несколько толще последующих слоев, обращенных к центру контейнера, так как сказывается влияние трения между частицами порошка и трения на поверхности пуансона. У торца неподвижного пуансона частицы порошка передвигаются на меньшее расстояние из-за трения о стенки. Это приводит к анизотропии свойств в направлениях, отличных от направлений перемещения.
Известна пресс-форма для прессования брикетов из порошкообразного материала, содержащая нижнее основание с размещенными в ней матрицей, нижним пуансоном, верхней матрицей, верхней плитой, с размещенным на ней верхним пуансоном, на нижнем основании имеется боковой пуансон, контактирующий одновременно с верхней и нижней матрицами и формирующий три стенки замкнутой матричной полости, при этом верхняя матрица и боковой пуансон снабжены самостоятельными приводами, а верхняя матрица и пуансон выполнены с возможностью возвратно-поступательного перемещения, формообразующего компостируемую заготовку. (Патент на полезную модель №160347, МПК B21J5/00, B23D15/40, B26F1/00, 2016. Пресс-форма для прессования брикетов из порошкообразного материала. 2015146586/02 - заявка от 29.10.2015. опубл. 20.03.2016 Бюл. №8).
Недостатком полезной модели является невозможность проведения деформации заготовки в плоскости, перпендикулярной плоскости перемещения контейнера, структура заготовки недостаточно прорабатывается, что приводит к анизотропии поперечного сечения по отношению к продольному. К недостатку можно отнести высокое контактное трение на стенках матрицы, которое, в ряде случаев, приводит к разрушению брикета при его выпрессовке, что ограничивает технологические возможности оборудования при получении брикетов со сквозной пористостью.
Общий недостаток рассмотренных технических решений - низкие технологические возможности оборудования. Рабочие органы устройств (инструмент - пуансоны, сборная матрица) конструктивно не предназначены изменять направления сдвига порошкового материала в процессе его деформирования на перпендикулярные. Каждый отдельно рассматриваемый способ сужает возможности процессов технологии обработки материалов давлением (ОМД), реализует узкое направление деформирования, например, либо объемное сжатие (включающее: «сжатие-сжатие-сжатие», «сжатие-растяжение-сжатие» и/или «сжатие-растяжение-растяжение»), либо угловое прессование.
Предложенное техническое решение создает условия одновременного и последовательного формоизменения заготовки методами сжатия-растяжения-сдвига в различных плоскостях Декартовой системы координат с сопутствующими изменениями направления сдвига, в процессе которого меняется как схема напряженно-деформированного состояния материала, так и направление приращений главных деформаций, и представляет собой немонотонное деформирование. Реализуется возможность чередования процессов сжатия-растяжения-сдвига, что повышает плотность деформируемого материала, снижает анизотропию структуры материала и приводит к изменению свойств исходного материала, расширяя технологические возможностей оборудования, реализующего способы силового компактирования (прессования).
При совместной пластической деформации литого и порошкообразного материала производят плакирование. На стадии совместной пластической деформации литого металла и порошка в изделии формируется геометрия основы и покрытия из порошка, обеспечивается их соединение. Дополнительная обработка - спекание спрессованного порошкового покрытия.
Конструктивное решение устройства позволяет проводить нанесение металлокерамических порошковых покрытий на металлическую основу в технологиях плакирования путем совместной пластической деформации наносимого и покрываемого металлов, что обеспечивает литому материалу новые качества и повышенные физико-механические свойства.
Техническим результатом группы изобретений является расширение технологических возможностей оборудования, реализующего методы ОМД путем наложения в ортогональных плоскостях объема брикета сдвиговой деформации за счет введение в действие девиатора напряжений, обеспечивающего сдвиговую деформацию, при которой касательные напряжения в точке сдвига приводят к деформации - изменению формы элемента путем создания гибкой связи между рабочими элементами деформирующего инструмента и обрабатываемого материала заготовки.
Указанный технический результат обеспечивается тем, что способ немонотонного деформирования анизотропного материала, включает размещение заготовки из анизотропного материала в замкнутой полости матрицы, выполненной с тремя сквозными каналами с общим геометрическим центром, два из которых являются сквозными боковыми каналами, расположенными в одной плоскости под прямым углом, и приложение осевого деформирующего усилия к торцам заготовки посредством пуансонов, установленных в сквозных боковых каналах напротив друг друга с образованием пар пуансонов, и верхнего и нижнего пуансонов, расположенных в третьим из трех упомянутых сквозных каналов напротив друга с образованием пары с обеспечением давления, превышающего предел текучести материала заготовки, новым является то, что используют матрицу с тремя сквозными каналами, расположенными по трем взаимно-перпендикулярным осям в прямоугольной системе координат, а осевое деформирующее усилие к торцам заготовки прикладывают по упомянутым осям путем одновременного попарного и последовательного перемещения пуансонов, образующих пары, реализации схемы деформирования «сжатие-сдвиг» или «сжатие-сдвиг-сжатие», с изменением схемы напряженно-деформированного состояния анизотропного материала заготовки и направления приращений главных деформаций,
Устройство для немонотонного деформирования анизотропного материала содержит матрицу, выполненную с тремя сквозными каналами с общим геометрическим центром, два из которых являются сквозными боковыми каналами, расположенными в одной плоскости под прямым углом, пуансоны, установленные в сквозных боковых каналах напротив друг друга с образованием пар пуансонов, и верхний и нижний пуансоны, установленные в третьем из указанных трех сквозных каналов с образованием пары пуансонов, при этом пуансоны установлены в сквозных каналах с возможностью возвратно-поступательного перемещения посредством механизмов перемещения при этом оно снабжено верхним и нижним основаниями, сквозные каналы матрицы расположены по трем взаимно-перпендикулярным осям в прямоугольной системе координат, механизмы перемещения пуансонов выполнены с возможностью управления системой ЧПУ, а верхний и нижний пуансоны расположены, соответственно, на верхнем и нижнем основаниях.
Расширение технологических возможностей прессования выражается в получении изотропных брикетов высокого качества за счет введения дополнительного направления перемещения пуансонов в плоскости, перпендикулярной плоскости первоначального направления перемещения.
Повышение качества брикетов, улучшении их структуры обеспечивается за счет устранения несплошности материала по объему прессовки. Известно, что смена вектора основного усилия (X, Y, Z) с одновременным изменением схемы прессования (сжатие-растяжение-сдвиг), приводит к дроблению зерен на периферии и в центральных слоях.
Устройство для немонотонного деформирования выполнено таким образом, что матричная полость может изменять свою форму и объем в трех взаимно-перпендикулярных направлениях. При этом прессование производится циклично, последовательно по трем взаимно-перпендикулярным осям пространственной прямоугольной системы координат, одновременно и попарно в направлении каждой координатной оси, с чередованием направления действия усилий «сжатия-растяжения», в сторону приближения к общему геометрическому центру системы координат и отдаления от него с увеличением значений удельных усилий и уменьшением абсолютных значений обжатий при каждой смене цикла.
Сдвиговая деформация разрушает конгломераты, дробит зерна и устраняет несплошности материала внутри прессовки, что приводит к улучшению качества структуры материала.
Известно, что относительные перепады плотности порошковой массы по контуру пресс-формы в полтора раза превышают послойные перепады и в два раза - перепады в средней части слоев. При этом повышение давления практически не влияет на величину перепадов.
Известно, что при монотонном процессе деформирования, обусловленном какой-либо одной схемой деформации (например, либо сжатием, либо растяжением), в материале заготовки накапливаются микроповреждения структуры, которые и приводят к разрушению материала заготовки до достижения последней оптимального уровня физико-механических свойств.
Процессы немонотонного деформирования построены на совмещении или чередовании различных схем деформации (например, «сжатие-растяжение-сдвиг»), а также дискретном изменении направления приложения усилия. При этом в процессе деформирования меняется как схема напряженно-деформированного состояния материала, так и главных направлений приращений деформаций.
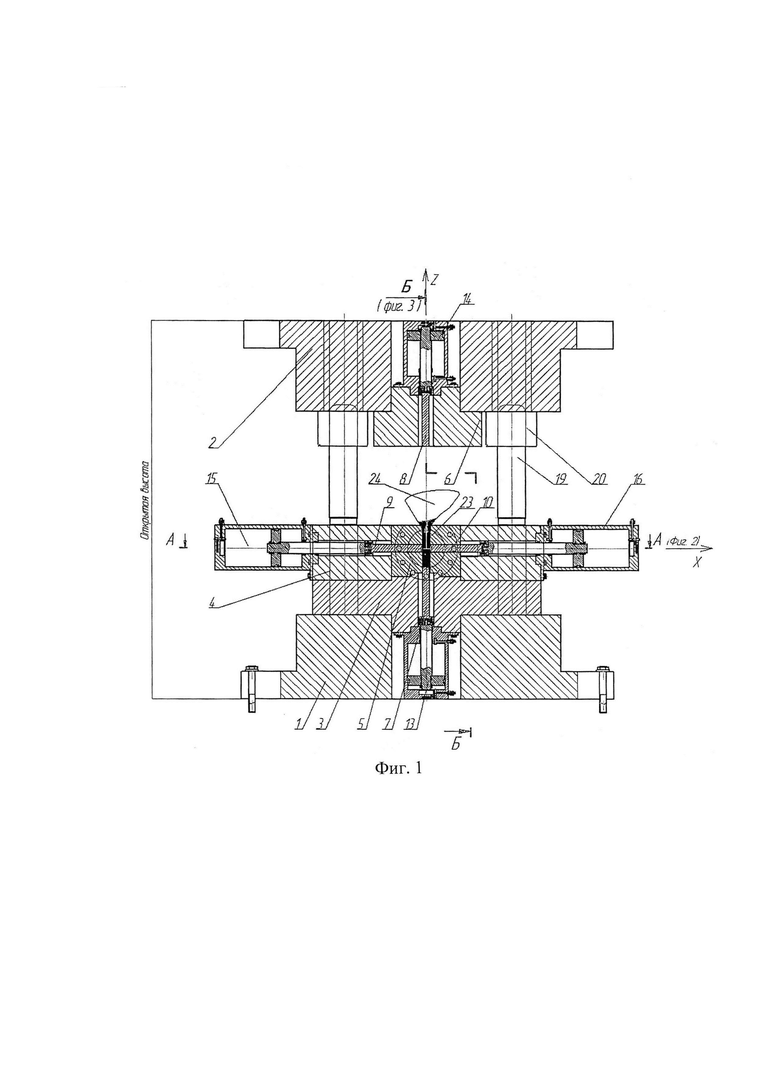
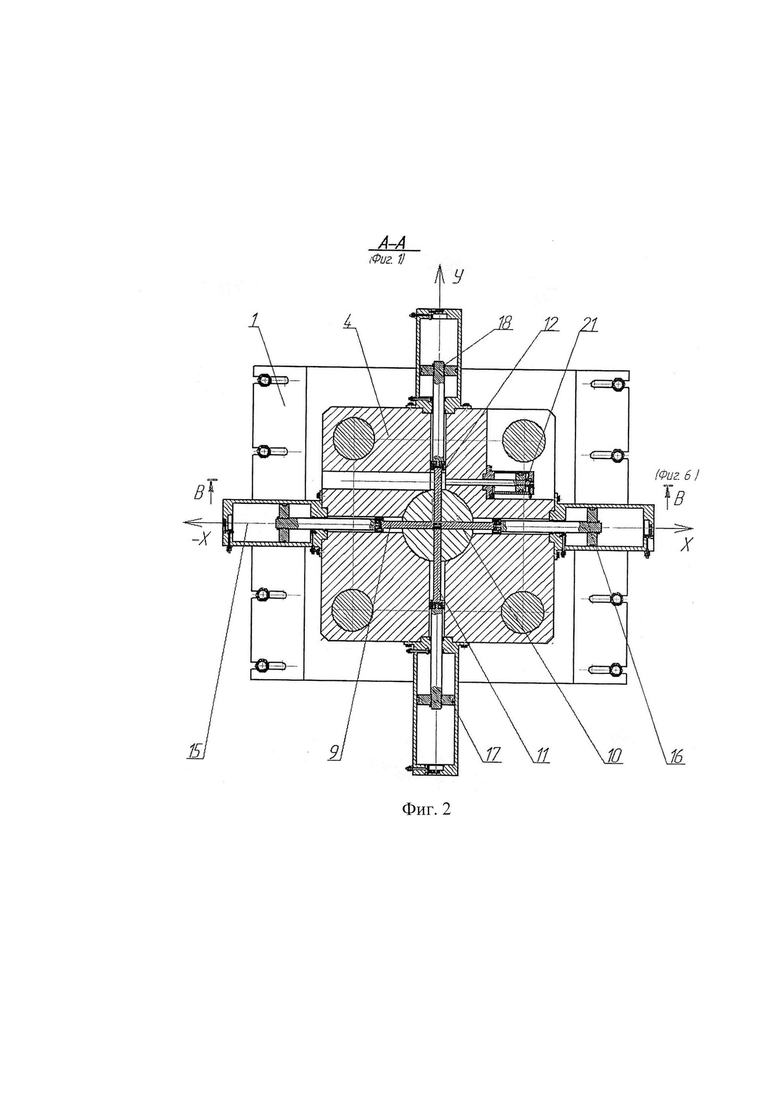
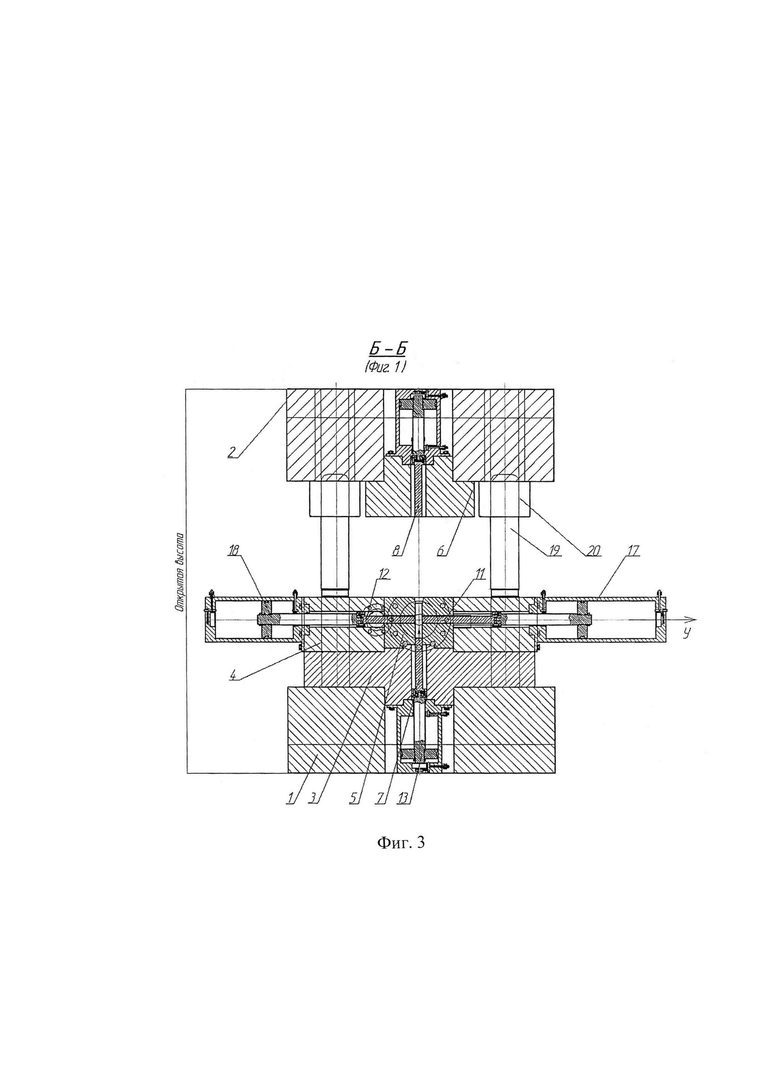
Сущность заявленного изобретения поясняется графическими материалами (фиг. 1-7), где:
на фигуре 1 - Схема устройства, вид спереди, исходное положение, загрузка заготовки в матрицу;
на фигуре 2 - Схема устройства, вид сверху, разрез А-А;
на фигуре 3 - Схема устройства, вид слева, разрез Б-Б;
на фигуре 4 - Схема устройства, вид слева, разрез В-В;
на фигуре 5 - Момент извлечения готовой детали нижним пуансоном 7;
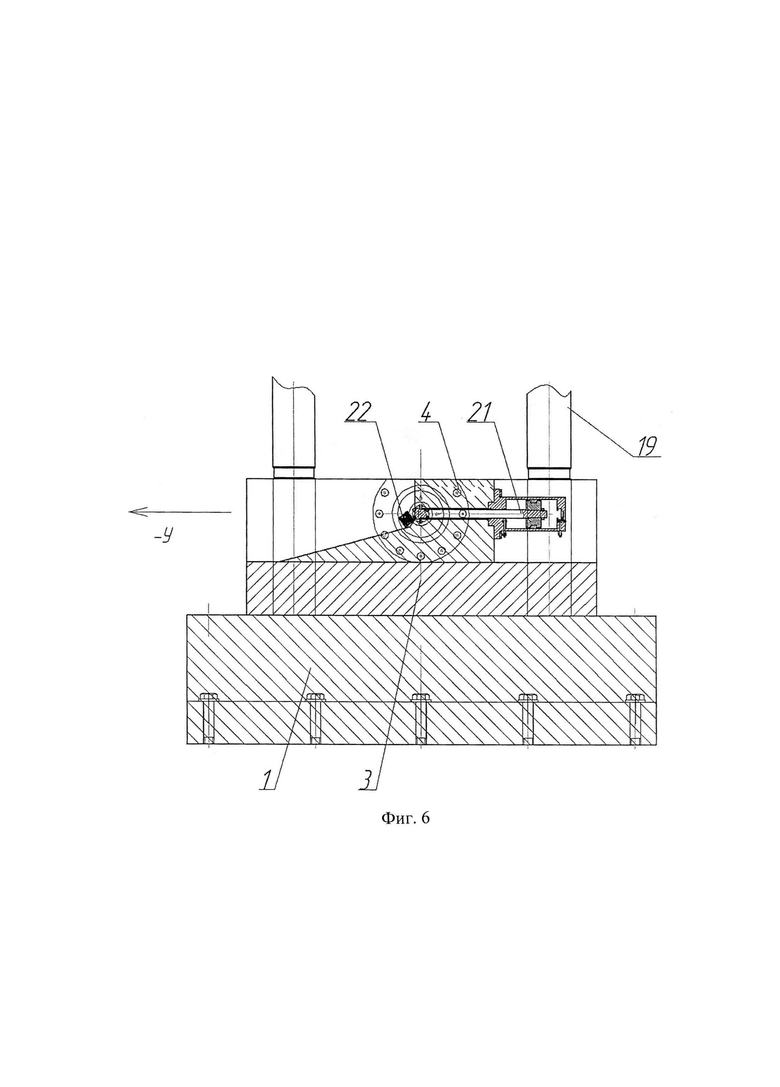
на фигуре 6 - Момент извлечения готовой детали боковым пуансоном 9, вид сбоку;
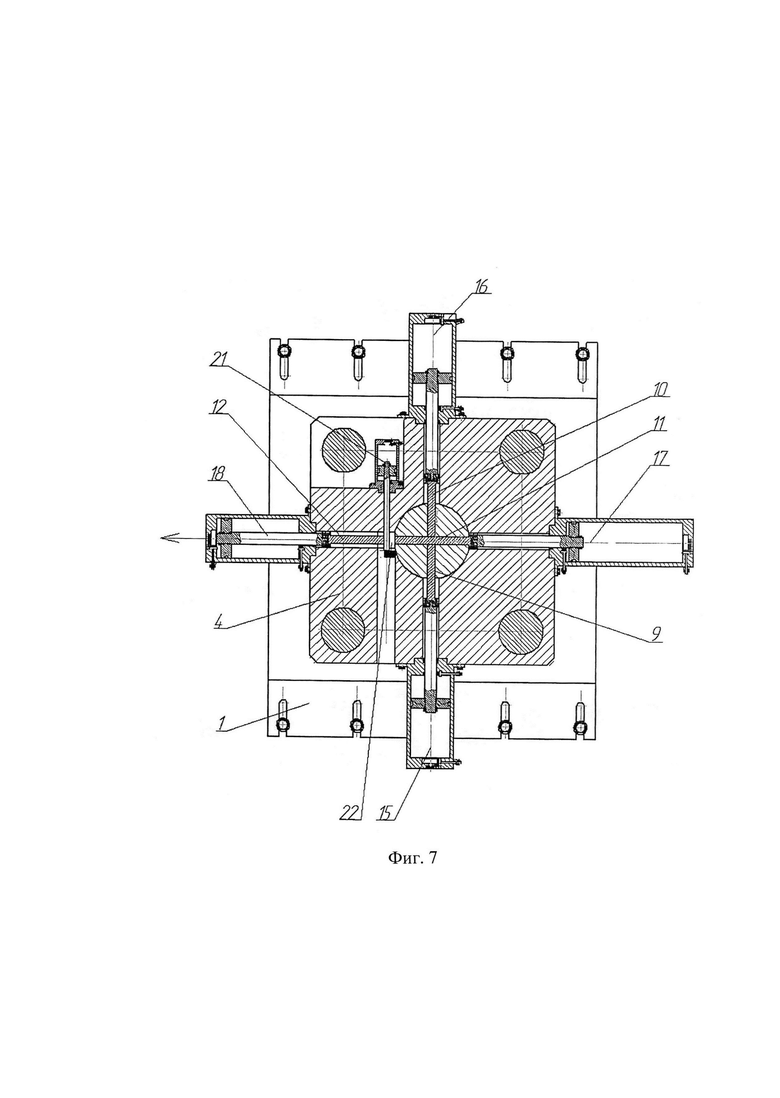
на фигуре 7 - Момент извлечения готовой детали боковым пуансоном 9, вид сверху;
8 на фигуре 8 - Осадка заготовки по оси OZ;
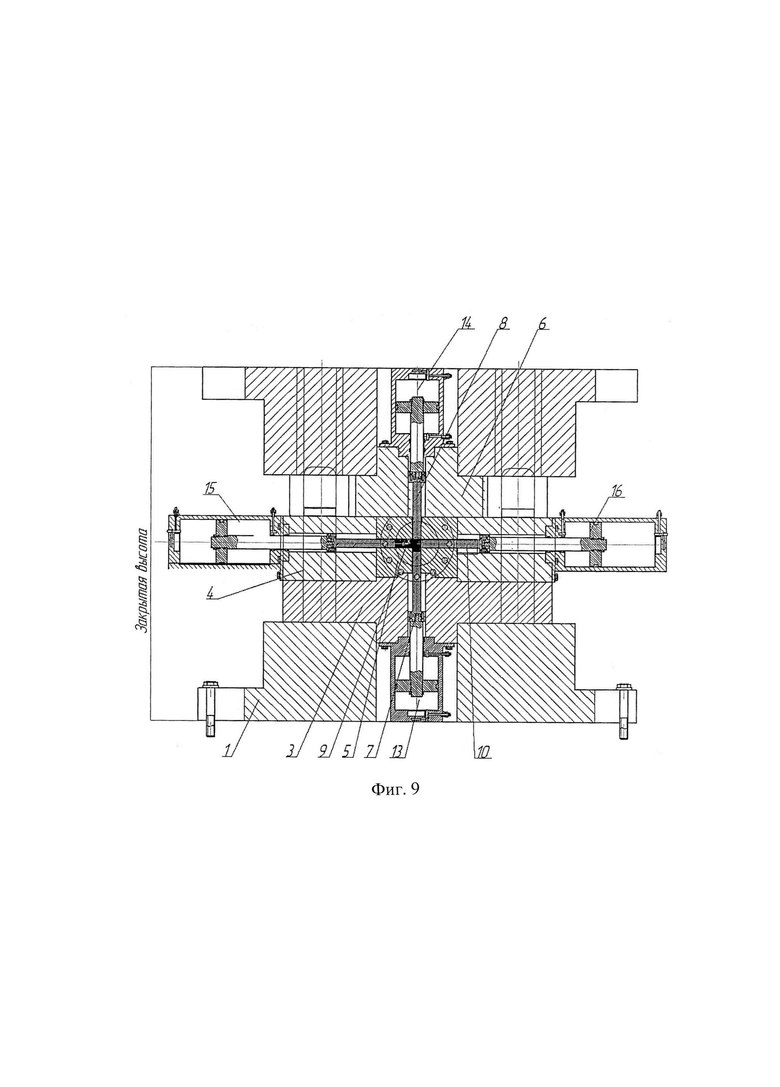
на фигуре 9 - РК-прессование в плоскости ZOX по осям OZ-OX;
на фигуре 10 - РК-прессование в плоскости ZOY по осям OZ-OY;
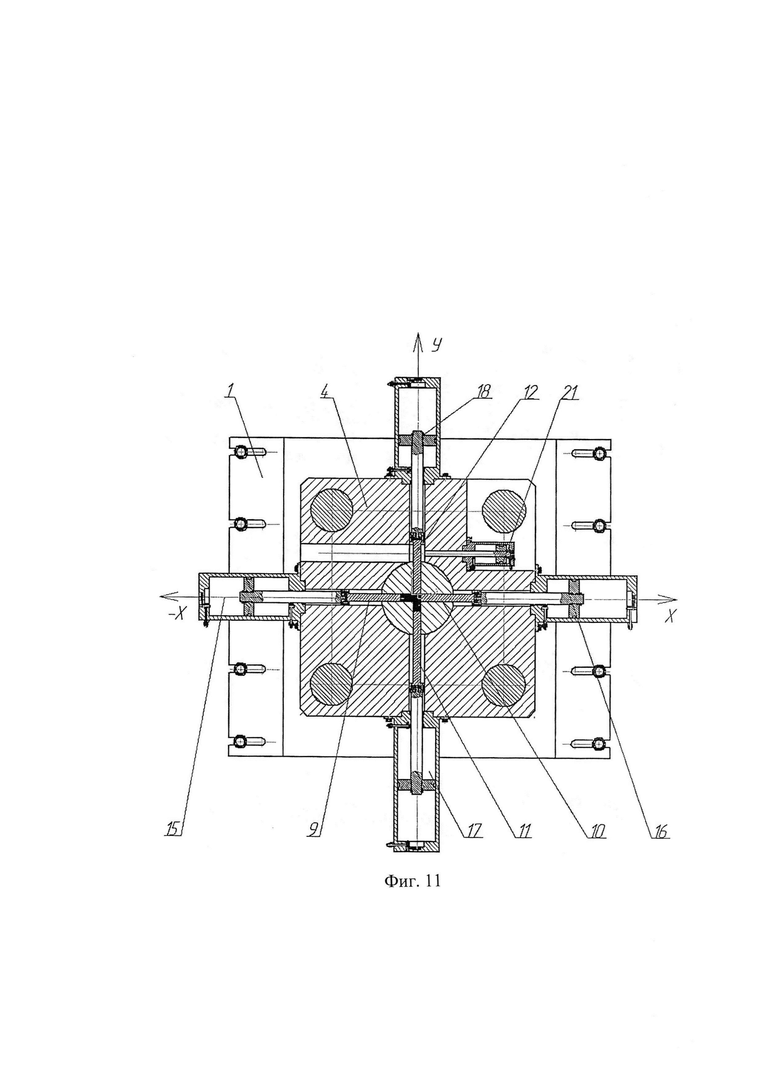
на фигуре 11 - РК-прессование в плоскости XOY по осям OY-OX;
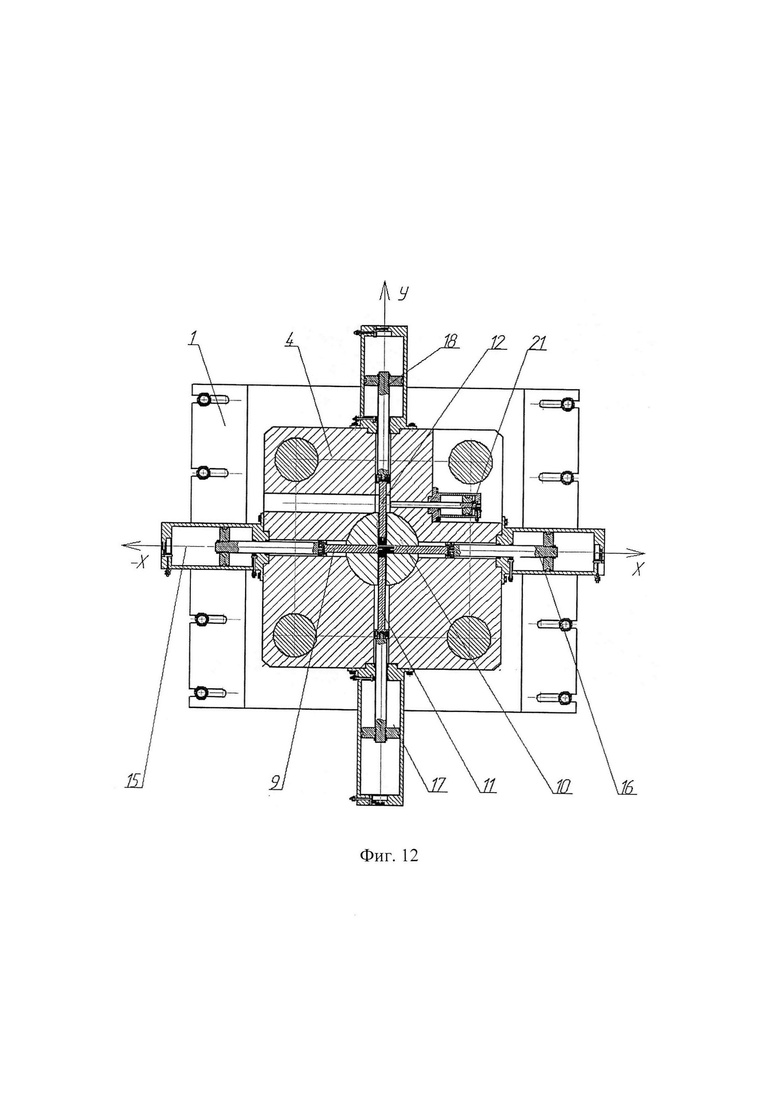
на фигуре 12 - Раздача заготовки в плоскости YOX по осям (+ОХ) и (- ОХ), (+OY) и (-OY);
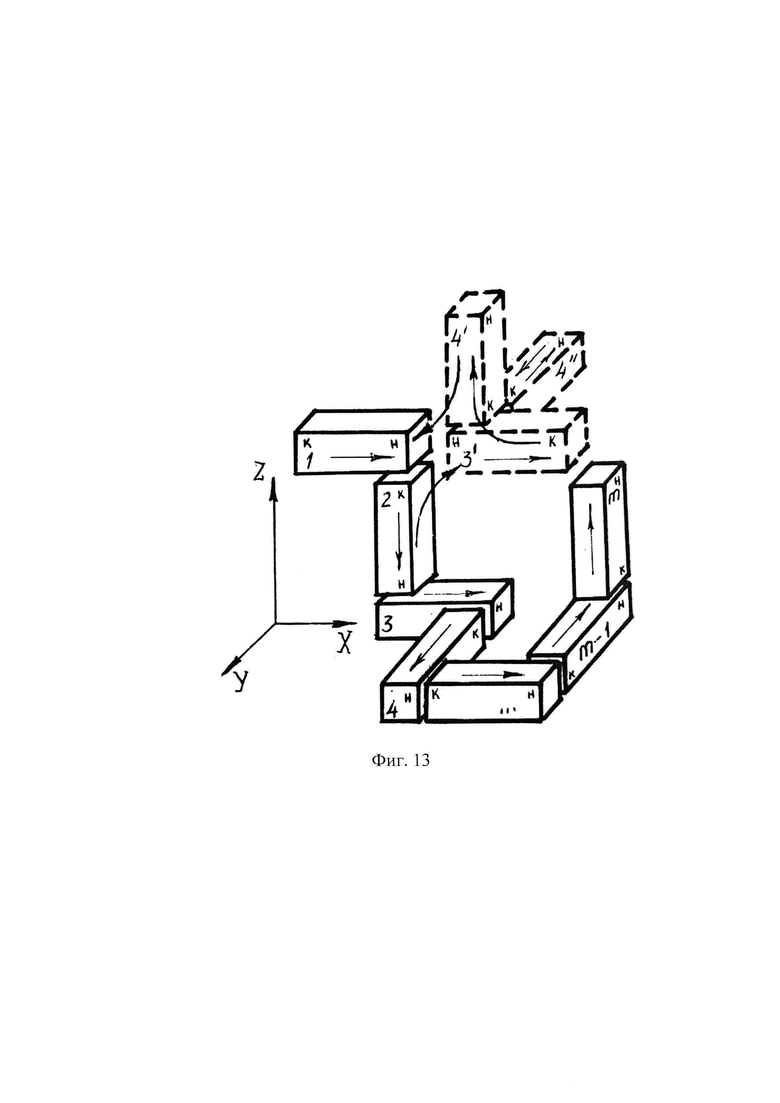
на фигуре 13 - Общая схема возможных направлений перемещения заготовки в многоканальной матрице;
на фигуре 14 - Представлены кривые накопления повреждаемости при двухэтапном деформировании материала заготовки по схеме: 1, 2, 3, 4 -α=1, при k=-0.5;
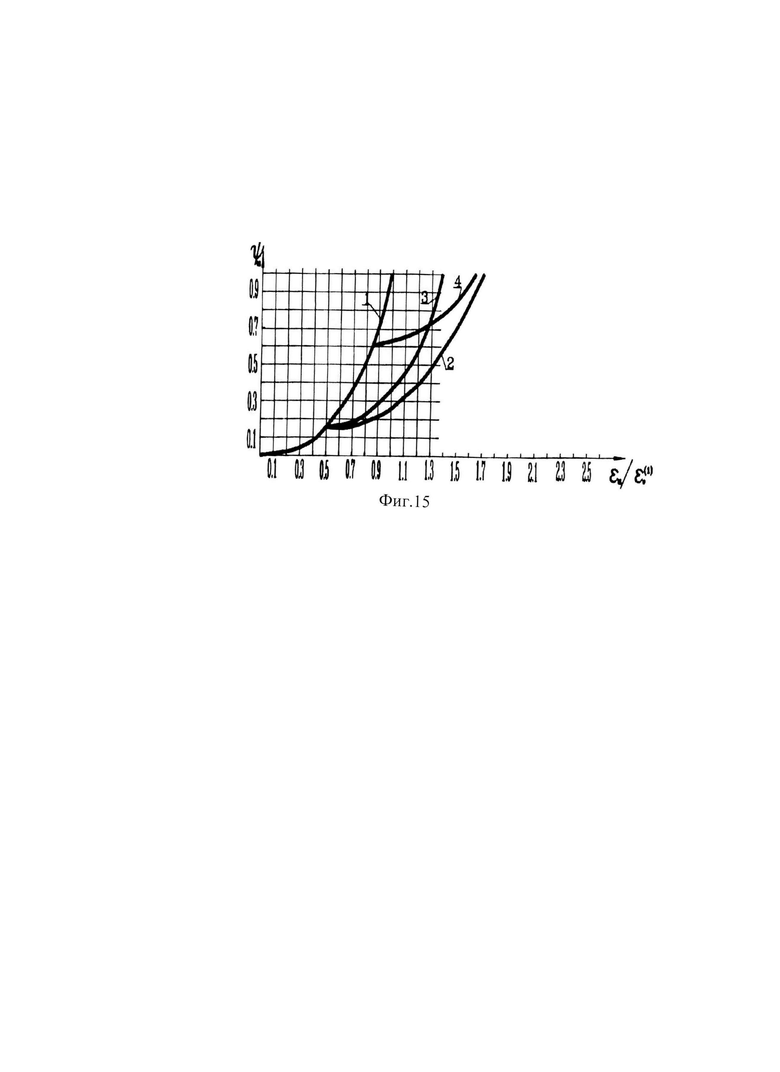
на фигуре 15 - Представлены кривые накопления повреждаемости при двухэтапном деформирование по схеме: 1, 2, 4-α=0,5;  при k=0;
при k=0;
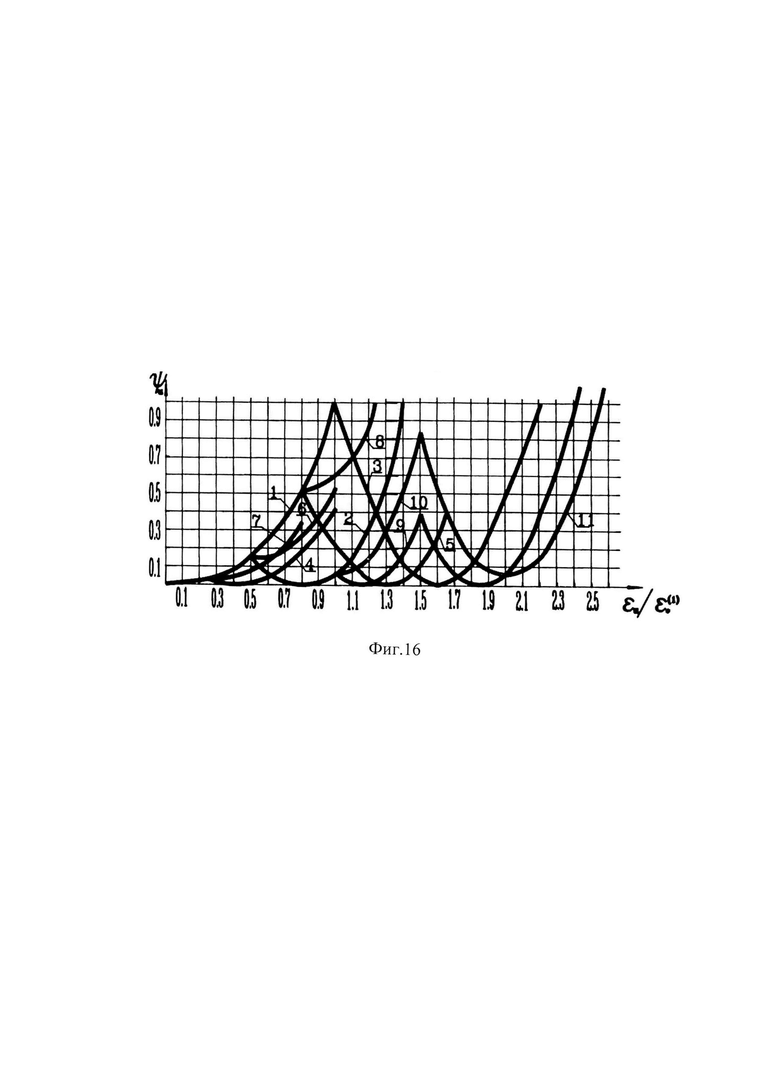
на фигуре 16 - Представлены кривые накопления повреждаемости при трехэтапном деформировании, сжатие-сдвиг-сжатие, сжатие - знакопеременное кручение - сдвиг: 1, 2, 3, 4, α=2, k=-1 - знакопеременное кручение; 5, α=1, k=-1; 6, 7, 8, α=1, k=0; 9, 10, 11, α=1, k13=1; k12=k23=-1 - знакопеременное кручение с различными степенями деформации на каждом этапе.
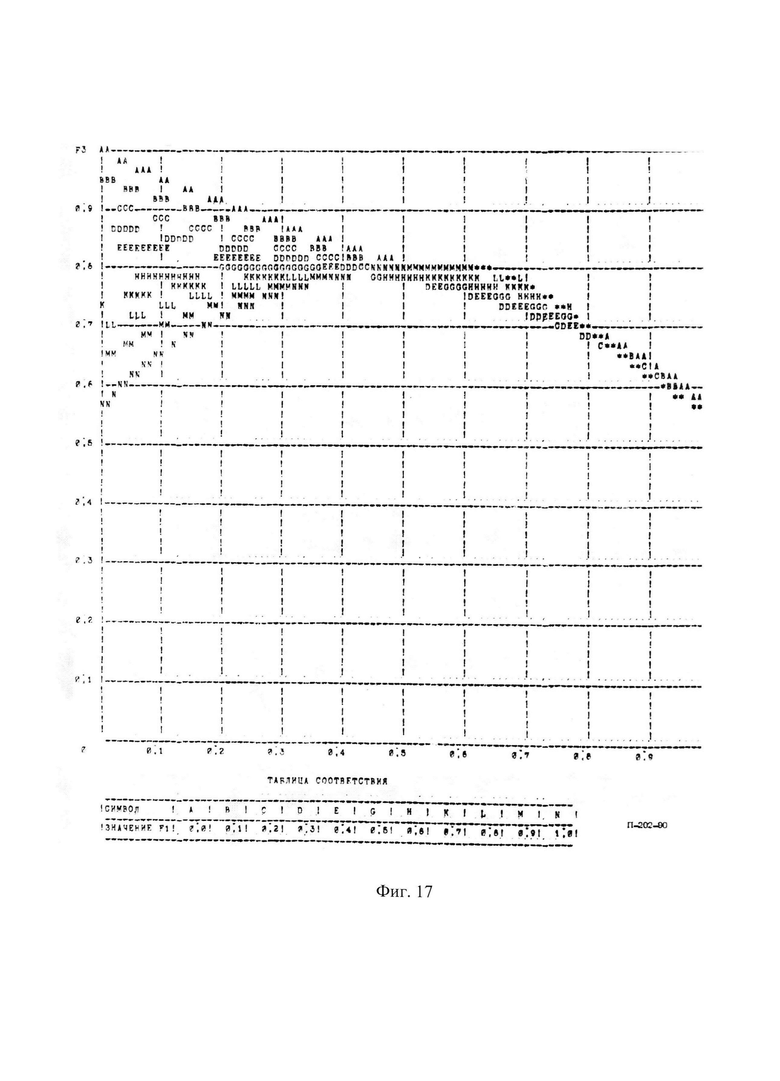
на фигуре 17 - Представлены кривые накопления повреждаемости при трехэтапном деформировании чередование v: сжатие по оси ОУ - сдвиг по оси ОХ  , при условии 0,8⋅ε*(η=-1), сжатие по оси ОХ, сдвиг по оси OZ (0,16÷0,25)⋅ε*(η=0), увеличивает предельную деформацию сжатия до 0,28⋅ε*⋅(η=-1), т.е. на 40%.
, при условии 0,8⋅ε*(η=-1), сжатие по оси ОХ, сдвиг по оси OZ (0,16÷0,25)⋅ε*(η=0), увеличивает предельную деформацию сжатия до 0,28⋅ε*⋅(η=-1), т.е. на 40%.
Устройство для прессования брикетов из порошкового материала состоит из нижней 1 и верхней 2 плит, на нижней плите 1 установлена промежуточная плита 3, удерживающая контейнер 4, предназначенный для расположения матрицы 5. На верней плите установлена направляющая плита 6.
По центру матрицы 5 выполнено вертикальное центральное сквозное отверстие (фиг. 1), в котором установлены два парные друг к другу пуансоны: нижний пуансон 7 и парный ему верхний пуансон 8 и, по два парных пуансонов (9-10) и (11-12) в двух сквозных боковых отверстиях (фиг. 2),
- в плоскости ZOX по оси ZO перемещаются парные вертикальные пуансоны 7 и 8, а по оси ОХ - боковые пуансоны 9 и 10 (фиг. 1);
- в плоскости XOY (фиг. 2) по оси ОХ перемещаются парные боковые пуансоны 9 и 10, а по оси OY - парные боковые пуансоны 11 и 12;
- в плоскости XOY по оси OY - парные боковые пуансоны 11 и 12, а по оси ZO - парные вертикальные пуансоны 7 и 8.
Пуансоны 7-12 соединены со штоками гидроцилиндров, установленных в корпусе 3 во взаимно перпендикулярных плоскостях ZOX, ZOY и XOY.
Каждая пара пуансонов управляется попарно:
- штоки гидроцилиндров 13-14 (фиг. 1) перемещают вертикальную пару пуансонов 7-8;
- штоки гидроцилиндров 15-16 (фиг. 1) перемещают боковую пару пуансонов 9-10;
- штоки гидроцилиндров 17-18 (фиг. 2) перемещают пару пуансонов 11-12.
Нижняя плита 1 и верхняя плита 2 соединены через направляющую колонку 19 (фиг. 1), которая центрирует оси нижнего 7 и верхнего 8 пуансонов. Направляющие колонки 19 запрессованы в верхней плите 2 и контактируют с направляющими втулками 20, установленными в верхней плите 2. Направляющие втулки 20 ограничивают ход верхней плиты 2 вниз за счет контакта своих торцевых поверхностей с корпусом 4, что предохраняет устройство от поломки.
Верхняя плита 2 крепится к ползуну пресса, а нижняя плита 1 - к столу пресса.
В контейнере 4 расположен выталкиватель 21 (фиг. 2), предназначенный для выталкивания детали 22 (фиг. 5), полученной деформированием заготовки 23 (фиг. 1), которая может быть либо в виде порошка (тогда его пересыпают при помощи воронки 24 (фиг. 1)), либо в виде спрессованного брикета для уменьшения хода пуансонов. Пресс-форма также предназначена для деформирования литых металлов. В контейнере 4, в зоне действия выталкивателя 21, выполнен паз 25 со склизом для удаления отформованной детали 22.
Из теории разрушения металлов известны закономерности уплотнения порошковой (пористой) и литой заготовки в зависимости от степени деформации, величины гидравлического давления, схемы нагружения, времени прессования и других факторов. Известны также условия пластичности, которые позволяют определять параметры, при которых начинаются необратимые формоизменения сплошной или пористой заготовки.
Устройство работает следующим образом.
Устройство устанавливают на нижнюю плиту пресса и закрепляют болтами, а верхнюю плиту устройства крепят к ползуну пресса. Таким образом устанавливают закрытую высоту устройства, затем ползун пресса поднимают наверх, в крайнее верхнее положение, расстояние между верхней плоскости верхней плиты и нижней плоскостью нижней плиты определяет величину открытой высоты устройства.
- этап №1 (фиг. 1) Производят осадку заготовки по оси ZO в пересечении плоскостей ZOX и ZOY.
В верхнюю матрицу 5 засыпают порошок или вставляют предварительно спрессованную в брикет порошковую заготовку, которая проваливается через рабочее очко матрицы 5 и через зазор, образованный торцами боковых пуансонов 9, 10, 11, 12 и укладывается на торец нижнего пуансона 7.
- этап №2 (фиг. 7). Включают пресс и опускают ползун пресса до контакта верхнего пуансона 8 с заготовкой 21, дальнейшее перемещении верхнего пуансона 8 реализуется штоком гидроцилиндра 13. Навстречу ему, под действием гидроцилиндра 14, перемещается нижний пуансон 7, парный верхнему 8. Таким образом пара пуансонов 7-8 перемещается к общему геометрическому центру и уплотняет порошковую заготовку до заданной плотности. Заготовка получает осевую деформацию. Боковые пуансоны 9-10 и 11-12 остаются на месте.
- этап №3 (фиг. 8). Проводят угловое прессование путем двухсторонней осадки заготовки по оси ZO со стороны нижнего 7 и верхнего 8 пуансонов в пересечении плоскостей ZOX и ZOY навстречу друг другу к общему геометрическому центру. При достижении заготовкой заданной плотности начинает перемещаться шток 16, расположенный в плоскости XOY, перпендикулярной плоскости ZOX, а вместе с ним боковой пуансон 10.
На третьем этапе проводится проработка структуры материала заготовки угловой сдвиговой деформацией. Этап заканчивается перемещением заготовки в боковую полость пуансона 10. Если решается вопрос приданию заготовки структуры сдвиговой деформации углового прессования, то спрессованная заготовка может быть удалена через боковой паз 25 выталкивателем 21 (фиг. 4).
Скорости перемещения вертикальной пары пуансонов 7-8 и пары боковых пуансонов 11-12 согласуются, чтобы обеспечить сохранение объема прессуемой заготовки. На этом цикл формообразования детали заканчивается, либо переводится в четвертую стадию.
- этап №4 (фиг. 9-11). В зависимости от технологических задач прессование заготовки можно повторять в других различных комбинациях, например, верхний пуансон 8 поднимается наверх, нижний пуансон 7 остается на месте, при этом боковой пуансон 11 выталкивает заготовку 23 из полости матрицы 5, в то время как парный ему пуансон 12 перемещается от общего центра (фиг. 9). В это время боковой пуансон 12 также, как и боковой пуансон 11, перемещается от общего центра. В данном случае идет сдвиг заготовки 23 как в плоскости XOY, так и в перпендикулярной ей плоскости ZOX (фиг. 9, 10). После перемещения заготовки 23 в «Г-образный» канал в плоскости XOY, образованный полостями пуансонов 9, 12, производят перемещение пуансонов 9 и 12 в сторону общего геометрического центра, пуансоны 10 и 11 отводят от центра. Таким образом производится дробление структуры заготовки 23 во взаимно-перпендикулярных плоскостях XOY и ZOX.
Извлечение готовой детали можно производить путем перемещения бокового пуансона 9 по горизонтальной оси ОХ приводом 15 (фиг. 9), так и при помощи нижнего пуансона 7 приводом 13 при установке рабочих плоскостей боковых пуансонов 9-10 и 11-12 в положение, когда их рабочие торцы находятся в одной плоскости со стенками вертикального сквозного канала. (фиг. 2).
Пример реализации способа немонотонного деформирования материала заготовки.
Схема перемещения заготовки 23 в матрице 5 со сквозными каналами представлена на фиг. 12.
Для реализация способа необходимо использовать закономерности разрушения компактных тел, используя теорию разрушения металлов. Тензорная модель разрушения имеет вид

где ψij - тензор повреждений, А, В - известные функционалы, dεij - тензор приращения деформаций,  - направляющий тензор приращения деформацией,
- направляющий тензор приращения деформацией,  - интенсивность приращений деформаций, βik⋅βkj - квадрат тензора βij,
- интенсивность приращений деформаций, βik⋅βkj - квадрат тензора βij,  - единичный тензор.
- единичный тензор.
При простой деформации βij=const и из тензорной модели (1а) следует

где

Функция повреждаемости  должна удовлетворять условиям ϕ(0)=0, ϕ(1)=1 и может быть представлена квадратичным выражением
должна удовлетворять условиям ϕ(0)=0, ϕ(1)=1 и может быть представлена квадратичным выражением

Накопленная деформация εu имеет вид

где  - интенсивность скоростей деформаций; t, τ - время; ε*=ε*(η) - кривая предельных деформаций при стационарном деформировании (η=1) для начального состояния материала, С - материальная константа;
- интенсивность скоростей деформаций; t, τ - время; ε*=ε*(η) - кривая предельных деформаций при стационарном деформировании (η=1) для начального состояния материала, С - материальная константа;  - показатель напряженного состояния; σ, σu - среднее напряжение и интенсивность напряжений соответственно.
- показатель напряженного состояния; σ, σu - среднее напряжение и интенсивность напряжений соответственно.
При простой деформации (сжатие, сдвиг, сжатие) уровень микроповреждений монотонно возрастает, причем скорость накопления повреждений увеличивается по мере приближения к моменту разрушения.
Указанные условия накладывают ограничения на пределы варьирования параметра С

Для расчета повреждений используется второй инвариант тензора повреждений

Из соотношений (2), (4), (7) следует, что из двух величин а и b независимой является

в то время как
где  - третий инвариант тензора.
- третий инвариант тензора.
Принимая во внимание решение задачи двухэтапного деформирования запишем решение для второго этапа деформирования:
Здесь  - ресурс пластичности, Δεi - накопленная деформация на i-ом переходе (этапе),
- ресурс пластичности, Δεi - накопленная деформация на i-ом переходе (этапе),  - параметр чувствительности пластичности к напряженному состоянию, J - инвариантный параметр, определяемый выражением:
- параметр чувствительности пластичности к напряженному состоянию, J - инвариантный параметр, определяемый выражением:

где  - косинус угла излома траектории деформации,
- косинус угла излома траектории деформации,
где верхний индекс (1, 2) указывает на номер этапа деформирования.
Для значения параметра С=0 выражение (9) принимает вид

При деформировании литого компактного материала в условиях простой деформации выполняются следующие условия:
βij=const, D=const, η=const.
где величина D - показатель Лоде

(dε1≥dε2≥dε3) характеризует вид деформаций (всестороннее сжатие, гидравлическое нагружение длинного стержня, прессование брикета в гладком канале двумя пуансонами, плоская осадка полосы между гладкими параллельными плитами). Существует однозначная зависимость:

При определении предельных деформаций ε*=ε*(η), характеризующих исходное состояние материала заготовки, выбираем условия испытания, при которых με=const в процессе деформирования.
Тензорная модель разрушения позволила установить, что при деформировании заготовки путем знакопеременного сдвига, осуществляемого последовательно в разных плоскостях, должны соблюдаться условия:

где  n - количество этапов деформирования;
n - количество этапов деформирования;  - направляющий тензор деформации на m-ом этапе деформирования;
- направляющий тензор деформации на m-ом этапе деформирования;  - интенсивность деформации на m-ом этапе деформирования; ε*с - предельная деформация материала заготовки на сдвиг.
- интенсивность деформации на m-ом этапе деформирования; ε*с - предельная деформация материала заготовки на сдвиг.
Для определения величины накопленной деформации при деформировании материала в пересекающихся каналах предложено уравнение:

где θi - угол между каналами на i-ом эта этапе деформирования.
С учетом (2) выражение для Fm примет вид:

Если сдвиг происходит в одной плоскости, угол между каналами неизменен θi=θ=const на всех нечетных этапах  , а на четных -
, а на четных -  .
.
Предельное число циклов n деформирования заготовки определяется решением уравнения, следующим из (15):

где I - определяется уравнением (10)
Для осуществления более трех циклов деформирования:

Расчет проводится сначала по соотношению (19).
Если полученное значение np>3, то оно является прогнозируемой предельной величиной.
Если полученное значение np<3, в этом случае полученное значение следует уточнить решением уравнения (18).
Если на каждом этапе РК-прессования реализуется сдвиг, то

Первостепенной задачей является определение ресурса пластичности материала заготовки на каждом этапе деформирования.
На фиг. 13 представлены кривые накопления повреждаемости при двухэтапном деформировании. Видно, что при двухэтапном сжатии с изменением направления деформирования на 90° варьирование деформации на первом этапе в пределах (0,5÷0,7)/ε*1 не влияет на суммарную величину деформации до разрушения. Дальнейшее увеличение (εu)I приводит к увеличению суммарной деформации, однако за счет разброса числовых характеристик свойств материалов, повышается вероятность появления признаков разрушения на первом этапе.
При сочетании сжатия и сдвига большое значение имеет чувствительность пластичности пористого материала на изменение напряженно деформированного состояния. Данное свойство характеризуется параметром α12.
Если сдвиговая деформация следует после сжатия, то превышение ее более 0,2⋅ε* (η=0) приводит к резкому увеличению интенсивности накопления повреждений. Поэтому, независимо от величины α12 для процесса «сжатие-сдвиг», следует применять небольшую деформацию сжатия.
Согласно тензорно-нелинейной модели накопления повреждений тензор-девиатор повреждений при трехкратном деформировании определяется выражением:

где  .
.
Накопление повреждений при трехэтапном деформировании определяется выражением:

где (ψu)II - определяется выражением

где 

Аргументом функции повреждаемости  является отношение
является отношение  . В соответствии с принятыми обозначениями
. В соответствии с принятыми обозначениями

Здесь (εu)j - накопленная деформация к концу i-ого этапа, ηi - показатель напряженного состояния i-ого этапа.
С учетом принятых обозначений


Результаты расчетов, кривые накопления повреждаемости при трехэтапном деформировании «сжатие-сдвиг-сжатие» представлены на фиг. 6.
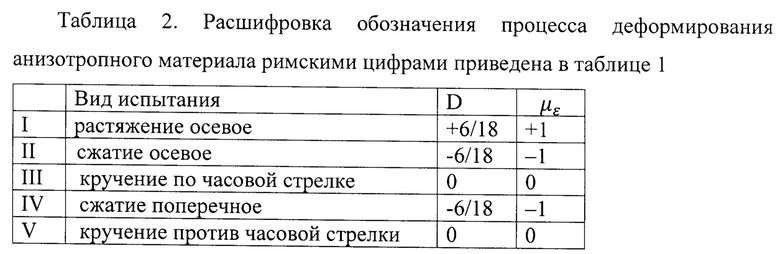
Кривые получены на ЭВМ ЕС 1045. Значения параметра J и других инвариантов приведены в таблице 1, расшифровка обозначения процесса римскими цифрами - в таблице 2.
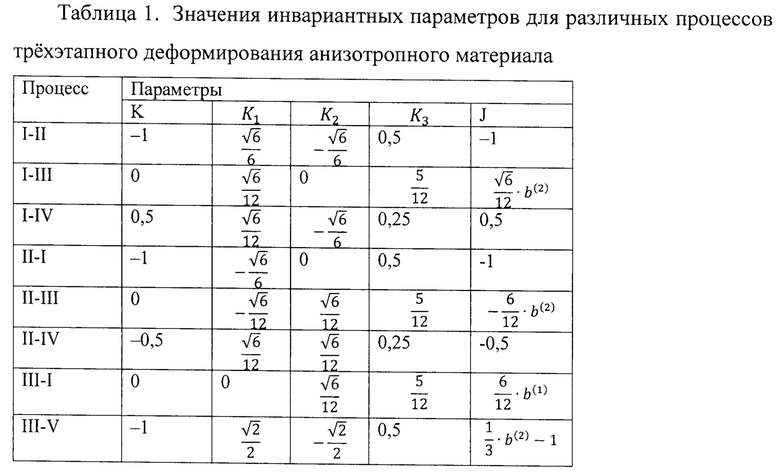
Из таблицы 1 видно, что сжатию и сдвигу соответствует значение  . b,
. b,  . На фиг. 14 представлены результаты моделирования накопления повреждаемости при комбинации: «сжатие-сдвиг-сжатие». С усилением нелинейных свойств материала
. На фиг. 14 представлены результаты моделирования накопления повреждаемости при комбинации: «сжатие-сдвиг-сжатие». С усилением нелинейных свойств материала  проявляется эффект увеличения пластичности на сжатие при деформировании анизотропного материала в условиях сдвига. Так, после сжатия на 0,8⋅ε*⋅(η=-1), проведение деформации сдвига на величину (0,16÷0,25)⋅ε*⋅(η=-1) увеличивает предельную деформацию сжатия до 0,28⋅ε*⋅(η=-1), т.е. на 40%.
проявляется эффект увеличения пластичности на сжатие при деформировании анизотропного материала в условиях сдвига. Так, после сжатия на 0,8⋅ε*⋅(η=-1), проведение деформации сдвига на величину (0,16÷0,25)⋅ε*⋅(η=-1) увеличивает предельную деформацию сжатия до 0,28⋅ε*⋅(η=-1), т.е. на 40%.
Анализ процесса «сдвиг-сжатие-сдвиг» также свидетельствует о повышении пластичности анизотропного материала.
Получение пластины 20×20×95 мм трехэтапным деформированием.
Возможные направления выдавливания заготовки в плоскостях ZOX, ZOY, XOY показаны на фиг. 12 (с учетом ориентировки направлений ее перемещений, схема 1-2-3'-1).
В матричную полость устройства размером 20×20×340 мм засыпаем 100 г. алюминиевой крошки сферической формы диаметром 0,2÷5 мм.
Насыпная плотность составляет ρнас=0,75 г/см3, теоретическая плотность составляет - ρт=2,7 г/см3.
На этапе №1. Верхним 8 и нижним 7 пуансонами производим двухстороннее обжатие гранул со скоростью  .
.
Усилие обжатия - 320 МПа.
Относительная плотность брикета ρ1=2,24 г/см3 (80% от плотности теоретической). Высота брикета составляет 112 мм.
На этапе №2. Осевое усилие (Рр) составляет 400 МПа, боковое давление - (Рбок) на пуансоне 8 определяем из соотношения:

где Рбок - боковое усилие  ,
,
где ν - коэффициент Пуассона, Pd - деформирующее усилие.  Fσ - площади боковых каналов, Fn - площадь канала для пуансона, ξ - коэффициент бокового давления.
Fσ - площади боковых каналов, Fn - площадь канала для пуансона, ξ - коэффициент бокового давления.
Коэффициент бокового давления определяется формулой:
 , где μ - коэффициент Пуассона.
, где μ - коэффициент Пуассона.
Для алюминия коэффициент бокового давления равен  .
.
Диапазон бокового давления (max, min):

Суммарная скорость перемещения пуансонов 7 и 8 в вертикальном направлении навстречу друг другу составляет  , скорость перемещения бокового пуансона 10 в горизонтальном направлении в сторону от геометрического центра определяется из условия полного заполнения заготовкой образующего канала. Это условие выражается законом сохранения масс за равный промежуток времени Δτ и записывается уравнением:
, скорость перемещения бокового пуансона 10 в горизонтальном направлении в сторону от геометрического центра определяется из условия полного заполнения заготовкой образующего канала. Это условие выражается законом сохранения масс за равный промежуток времени Δτ и записывается уравнением:

где Δs0 - площадь поперечного сечения заготовки в вертикальном канале, Δs1 - площадь поперечного сечения заготовки в горизонтальном канале, ρ1 - относительная плотность брикета этапа №1, ρ2 - относительная плотность брикета этапа №2,  - суммарная скорость перемещения пуансонов 7 и 8, расположенных вертикально.
- суммарная скорость перемещения пуансонов 7 и 8, расположенных вертикально.
Скорость перемещения бокового пуансона  в сторону от геометрического центра определяется из условия:
в сторону от геометрического центра определяется из условия:

При скорости перемещения бокового пуансона меньше единицы происходит полное заполнение бокового канала, но процесс прессования не устанавливается, так как скорость перемещения бокового пуансона уменьшается. Вследствие этого истечение заготовки неравномерное, что снижает качество получаемого изделия.
При скорости перемещения бокового пуансона больше единицы происходит неполное заполнение канала, и геометрия изделия не соответствует заданной.
На этапе №3. Соотношение между скоростью движения бокового пуансона 10 и скоростью движения верхнего пуансона 8  , как и в предыдущем случае, определяется из условия полного заполнения заготовкой образующего канала. Это условие выражается законом сохранения масс за равный промежуток времени Δτ и записывается уравнением:
, как и в предыдущем случае, определяется из условия полного заполнения заготовкой образующего канала. Это условие выражается законом сохранения масс за равный промежуток времени Δτ и записывается уравнением:

где Δs0 - площадь поперечного сечения заготовки в вертикальном канале, Δs1 - площадь поперечного сечения заготовки в горизонтальном канале, ρ2 - относительная плотность брикета этапа №2, ρ3 - относительная плотность брикета этапа №3.
Таким образом, скорость перемещения бокового пуансона в сторону геометрического центра на этапе №3 определяется из условия:

На этапе №4. При выталкивании прессовки из верхней матрицы скорости перемещения нижнего пуансона 7 и верхнего пуансона 8 отличаются на 5-10%.  для проведения подпрессовки извлекаемого изделия).
для проведения подпрессовки извлекаемого изделия).
При подходе пуансонов к срезу верхней кромки матрицы скорости перемещения нижнего пуансона 7 и верхнего пуансона 8 выравниваются  .
.
Получен брикет внешними размерами 20,1×20,1×92,5 мм. Плотность алюминиевого брикета составила 2,695 (99,8% относительно теоретической плотности литого алюминия). Поверхность брикета гладкая, без трещин и задиров, края и углы без сколов.
Анализ процесса сдвиг-сжатие-сдвиг свидетельствует о повышении пластичности материала заготовки с повышением физико-механических свойств материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2414319C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА С УЛЬТРАМЕЛКОЗЕРНИСТОЙ ИЛИ СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2334582C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ ПОРОШКОВЫХ СМЕСЕЙ | 1995 |
|
RU2102187C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ МАТЕРИАЛА В ТРУБНЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403206C1 |
| Способ получения изделий радиальным выдавливанием | 1986 |
|
SU1447508A1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |





Изобретение относится к порошковой металлургии и может быть использовано при прессовании порошкообразных материалов с получением брикетов из мелкодисперсных порошков, вводимых в расплавы металлов в качестве легирующих добавок. Заготовку из анизотропного материала размещают в замкнутой полости матрицы, выполненной с тремя сквозными каналами, расположенными по осям в прямоугольной системе координат. Два канала являются сквозными боковыми каналами, расположенными в одной плоскости под прямым углом. К торцам заготовки прикладывают осевое деформирующее усилие по упомянутым трем взаимно-перпендикулярным осям путем одновременного попарного и последовательного перемещения пуансонов, образующих пару. При этом реализуют схему деформирования «сжатие-сдвиг» или «сжатие-сдвиг-сжатие» с изменением схемы напряженно-деформированного состояния анизотропного материла заготовки и направления приращения главных деформаций. В результате обеспечивается расширение технологических возможностей оборудования. 2 н.п. ф-лы, 17 ил., 2 табл., 1 пр.
1. Способ немонотонного деформирования анизотропного материала, включающий размещение заготовки из анизотропного материала в замкнутой полости матрицы, выполненной с тремя сквозными каналами с общим геометрическим центром, два из которых являются сквозными боковыми каналами, расположенными в одной плоскости под прямым углом, и приложение осевого деформирующего усилия к торцам заготовки посредством пуансонов, установленных в сквозных боковых каналах напротив друг друга с образованием пар пуансонов, и верхнего и нижнего пуансонов, расположенных в третьем из трех упомянутых сквозных каналов напротив друга с образованием пары с обеспечением давления, превышающего предел текучести материала заготовки, отличающийся тем, что используют матрицу с тремя сквозными каналами, расположенными по трем взаимно перпендикулярным осям в прямоугольной системе координат, а осевое деформирующее усилие к торцам заготовки прикладывают по упомянутым осям путем одновременного попарного и последовательного перемещения пуансонов, образующих пары, реализации схемы деформирования «сжатие-сдвиг» или «сжатие-сдвиг-сжатие», с изменением схемы напряженно-деформированного состояния анизотропного материала заготовки и направления приращений главных деформаций,
2. Устройство для немонотонного деформирования анизотропного материала, содержащее матрицу, выполненную с тремя сквозными каналами с общим геометрическим центром, два из которых являются сквозными боковыми каналами, расположенными в одной плоскости под прямым углом, пуансоны, установленные в сквозных боковых каналах напротив друг друга с образованием пар пуансонов, и верхний и нижний пуансоны, установленные в третьем из указанных трех сквозных каналов с образованием пары пуансонов, при этом пуансоны установлены в сквозных каналах с возможностью возвратно-поступательного перемещения посредством механизмов перемещения, отличающееся тем, что оно снабжено верхним и нижним основаниями, сквозные каналы матрицы расположены по трем взаимно перпендикулярным осям в прямоугольной системе координат, механизмы перемещения пуансонов выполнены с возможностью управления системой ЧПУ, а верхний и нижний пуансоны расположены, соответственно, на верхнем и нижнем основаниях.
| 0 |
|
SU163796A1 | |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570605C1 |
| Способ очистки сточных вод | 1960 |
|
SU141441A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| US 8642723 B2, 04.02.2014 | |||
| US 20120155501 A1, 21.06.2012 | |||
| CN 204769936 U, 18.11.2015. | |||

