Изобретение относится к области обработки металлов давлением, главным образом к методам изготовления за готовок под выдавливание. Наиболее целесообразным способом изготовления коротких заготовок из сортового проката является резка их сдвигом с приложением осевого усилия сжатия 1) . Однако осуществление этого способа /затруднено из-за невозможности обеспечения основного условия качественной резки для многих сплавов, включая сталь, - напряжений свестороннего сжатия требуемой величины, особенно при отношениях длины к диаметру 0,10-0,8. Кроме того, относительно большая длина рабочей полости неподвижного но жа-втулки при приложении осевого уси ЛИЯ со стороны подачи препятствует полному заполнению металлом полости подвижног;о ножа-втулки, а это снижает Качество и точность размеров и веса отрезаемых заготовок. Если же осевое усилие прилагать со стороны отрезаемой заготовки, то из-за колебаний размеров сечения разрезаемых отрезков проката и неизбежного радиального зазора в неподвижном ноже-втулке отреза емые заготовки будут иметь .неодинаковые размеры и вес. Целью изобретения является улучшение качества реза путем повышения точности размеров отрезаемых заготовок . По предлагаемому способу прокат сначала разрезают на короткие заготовки, чтобы удовлетворительное качество резки ..достигалось без осевого сжатия, например, на ножницах или в штампах с дифференцированным зажимом или резкой с редуцированием, затем заготовки разрезают с осевым сжатием на середине, далее полученные таким образом заготовки второго промежуточного размера снова разрезают с осевым сжатием на середине, и так до получения заготовок заданных размеров. Чтобы при разрезании заготовки промежуточного размера пополам обе получающиеся заготовки были одинаковыми, усилие осевого сжатия должно прилагаться одновременно к обоим торцам разрезаемой заготовки промежуточного размера пуансонами, находящимися в каждый момент деформирования на одинаковом расстоянии от плоскости реза. Заготовку первого промежуточного размера выбирают краткой заданной
зрготовке с кратностью, равной- 2, Кия 4, или 8, или 16 и т.д., в зависимости от выбранного числа резов пополам.
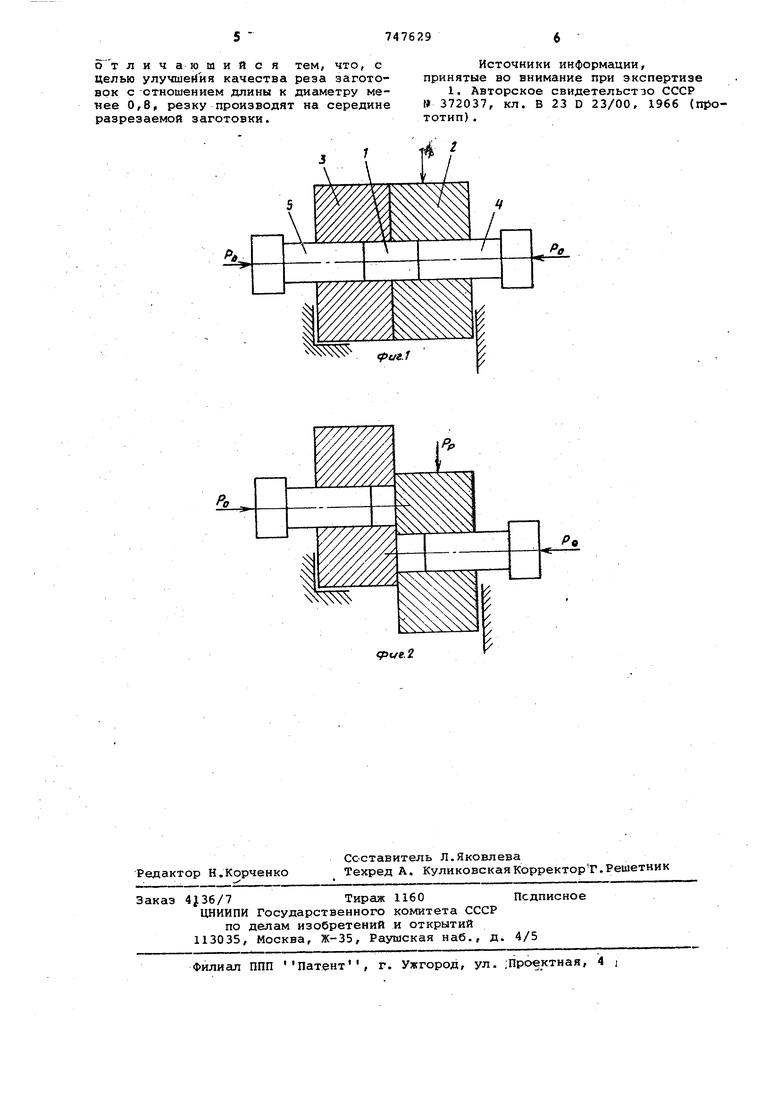
: На фиг. 1 и 2 схематично показан njpouecc разрезки заготовки ка середине по стадиям.
Резку заготовки на середине осуществляют следуюгдим образом.
Заготовка 1 помещается в рабочую полость распололг.енных соосно подвижного и неподвижного втулоч ых ножей 2; и 3 и схшмается по оси с усилием R- встречным движением пуансонов 4 If 5 таким образом, чтобы в казвдый их торцы находились на одинакЬвом расстоянии от плоскости к;а ножей 2 и 3, являющейся плоскосTjbio реза. По достижении заданной в1ёлич -1ны усилия Йэ к подвижному ноЖ|У 2 прикладывается усилие реза Рр ;фиг. 1). В процессе резаосевое усилие РО не снимается до момента полного пересечения заготовки 1 ножом 2 (;фиг. 2) f а затем оно снимается, причем до того момента, когда свежие поверхности среза обеих, полученных заготовок начнут сходить с торцовых поверхностей противолежащих ножей 2 и 3, При дальнейшем движении ножа 2 свежие торцовые поверхности заготовок выходят за пределы торцовых поверхностей ножей 3 и 2, после чего к пуансонам 4 и 5 прикладывается осейое усилие выталкивания Р(г, , под Действием которого заготовки выталкиваются из рабочих полостей ножей 2 и 3,
Многократная резка на середине заtioTOBOK промежуточного размера дает возможность создать при каждом резе аимметричные условия для частей разрезаемого материала, находящихся по обе стороны от плоскости реза. В частности, становится возможным приложение осевого усилия сжатия к обоцм торцам разрезаемой на середине заротовки двумя пуансонами, равноудаленными от плоскости реза в каждый момент деформирования. Симметричност объемов разрезаемого материала и осевых усилий относительно плоскости -реза создает ряд технико-экономических преимуществ предлагаемого способа по сравиению,с известными способаИИ.
: При непосредственной резке по одItoft; заготовке заданных размеров неточность шага подачи или положения упора, ограничивающего подачу материала, целиком входит в отклонение о йаданного размера каждой загото1зки. При многократной резке на середине Неточность размера, обраэуюсааяся -ра счет неточности подачи материала, tsMeeT место только у заготовок проЙежуточного размера и распределяется ()авномерно между всеми получаемыми и
нее загОтовкаЕ 4и заданного размера. Следовательно, предлагаемый метод обеспечивает более высокую точность отрезаемых заготовок заданных разме ров.
5 При семметричном приложении осевого усилия сжатия (на одинаковом расстоянии от плоскости реза) исключается влияние на качество резки колебаний объема (площади сечения)
o исходной заготовки и размеров полостей ножей-втулок; в зоне, прилегающей к плоскости реза, создаются наилучшие условия для заполнения -полости ножей-втулок; становится возможе ным применение осевого усилия такой величины, какая необходима для материала для обеспечения пластичного сдвига, при котором достигается наилучшее качество резки. Таким образом, по описываемоГГ/ способу обеспечиваются более высокое качество заготовок и более широкий ассортимент разрезаемых на короткие заготовки материалов.
Чем меньше длина отрезаемой заготовки, тем большие, удельные усилия возникают под поверхностью давления ножа. При непосредственной резке по одной короткой заготовке с уменьшением ,щ1ины заготовки возрастает неравномерность удельных усилий на поверхностях давления подвижного и неподвижного ножей, что является причиной нecи Iмeтpичнoгo поля напряжений в короткой (отрезаемой) и длинной (остающейся) частях разрезаемого проката, а это вызывает уху.цшение качества резки и увеличение искажений формы отрезаемых заготовок. При многократ- ной резке на середине с уменьшением
0 длины отрезаемых заготовок удельные усилия в одинаковой степени увеличиваются на .поверхностях давления обоих ножей, симметричность поля напряжений не нарушается, качество резки не ухудшается, искажения формы загото БОК не увеличиваются (при достаточном осевом усилии сжатия). Фактором, ограничивающим длину заготовки, в этом случае, является не качество резки, а стойкость режущих кромок ножей, с учетом которой длина отрезаемых заготовок может быть ограничена , величиной 0,1 диаметра. Таким образом, резка по предлагаемому способу расширяет ,ассортимент отрезаемых заго5 тоЕок в сторону уменьшения длин.
Формула изобретения
Способ резки сдвигом коротких заготовок на мерные части, при котором заготовку помещают во втулочные ножи с приложением дополнительной осевой сжимающей нагрузки, превыиающей пр, ,текучвсти материала заготовок.
от личаюшийся тем, что, с целью улучшейия качества реза заготовок с отношением длины к диаметру менее 0,8, резку производят на середине разрезаемой заготовки.
Л
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельстзо СССР 372037, кл. В 23 D 23/00, 1966 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| УПОР к ШТАМПУ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА С ДИФФЕРЕНЦИРОВАННЫМ ЗАЖИМОМ | 1973 |
|
SU368022A1 |
| Устройство для разделения сортового проката и полос кручением | 1985 |
|
SU1402409A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Блок ножей для резки проката | 1989 |
|
SU1690974A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
