Предлагаемое изобретение относится к области обработки металлов давлением, а именно к способам пробивки отверстий в листовых материалах.
Известен способ изготовления отверстий в листовых материалах путем пробивки заготовки жестким пуансоном по жесткой матрице, между которыми имеется зазор эквидистантный контуру пробиваемого отверстия. (Романовский В.П. Справочник по холодной штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр. отд-ние, 1979. стр.11…12). Недостатком известного способа является образование в зоне разделения утяжины материала заготовки со стороны пуансона и заусенца со стороны матрицы. Кроме того, образование при разделении материала скалывающих трещин, направленных навстречу друг другу со стороны пуансона и матрицы, приводит к пониженному качеству пробиваемого отверстия как по чистоте поверхности разделения, так и по его геометрическим характеристикам.
Известен также способ пробивки отверстий в толстолистовом материале, заключающийся в нанесении на противоположные стороны листовой заготовки, в зоне будущего отверстия, кольцевых соосно расположенных концентраторов напряжений, выполняемых, например, обработкой резанием в виде кольцевых канавок, и последующем сдвиге материала, ограниченного концентраторами, относительно остального материала. (Хтайк С.В. Чистовая пробивка толстолистового материала с предварительным созданием концентраторов напряжений. Кузнечно-штамповочное производство. - 2008. - №2, а также Хтайк Сан Вин. Исследование процесса чистовой пробивки толстолистовых заготовок при изготовлении деталей летательных аппаратов. Автореферат диссертации на соискание ученой степени кандидата технических наук. М.: МАТИ, 2008.).
Недостатком способа является высокая трудоемкость, вызванная необходимостью первоначального выполнения обработкой резанием соосно расположенных концентраторов напряжений перед пробивкой отверстия.
Изобретением решается задача снижения трудоемкости и повышения качества при пробивке отверстий в толстолистовых заготовках.
Для достижения названного технического результата в предлагаемом способе пробивки отверстий в толстолистовом материале в зоне разделения материала создают объемную схему неравномерного напряженного состояния сжатия с последующим сдвигом разделяемых частей относительно друг друга.
Новым в изобретении является то, что объемное неравномерное напряженное состояние сжатия в зоне разделения материала создают обратным выдавливанием материала будущего отхода в торцевые полости противоположно расположенных пуансонов и наложением сжимающей нагрузки на противоположно расположенные околокромочные зоны будущего отверстия детали, при этом обратное выдавливание материала будущего отхода выполняют встречным перемещением пуансонов, а сдвиг отхода - попутным перемещением пуансонов или одним из пуансонов, не прикладывая нагрузки ко второму пуансону, причем сжимающие нагрузки, накладываемые на противоположные стороны толстолистового материала, прикладывают к кольцевым участкам детали в виде равномерно распределенной нагрузки, при этом меньший диаметр кольцевого участка равен диаметру вырубаемого отверстия.
На прилагаемых чертежах изображено следующее.
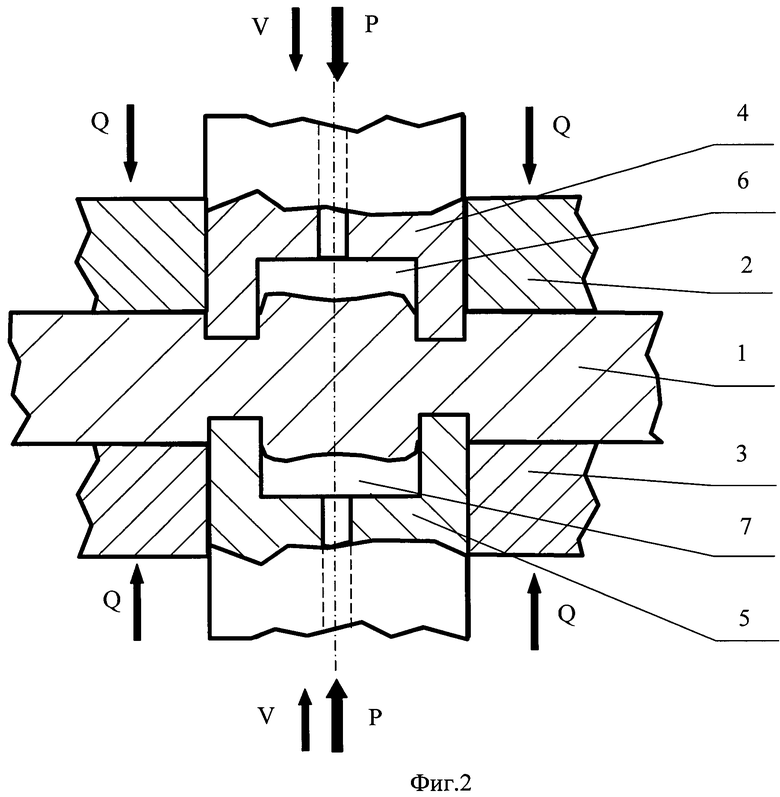
Фиг.1. Исходное положение рабочих элементов штампа перед реализацией способа пробивки отверстия в толстолистовом материале.
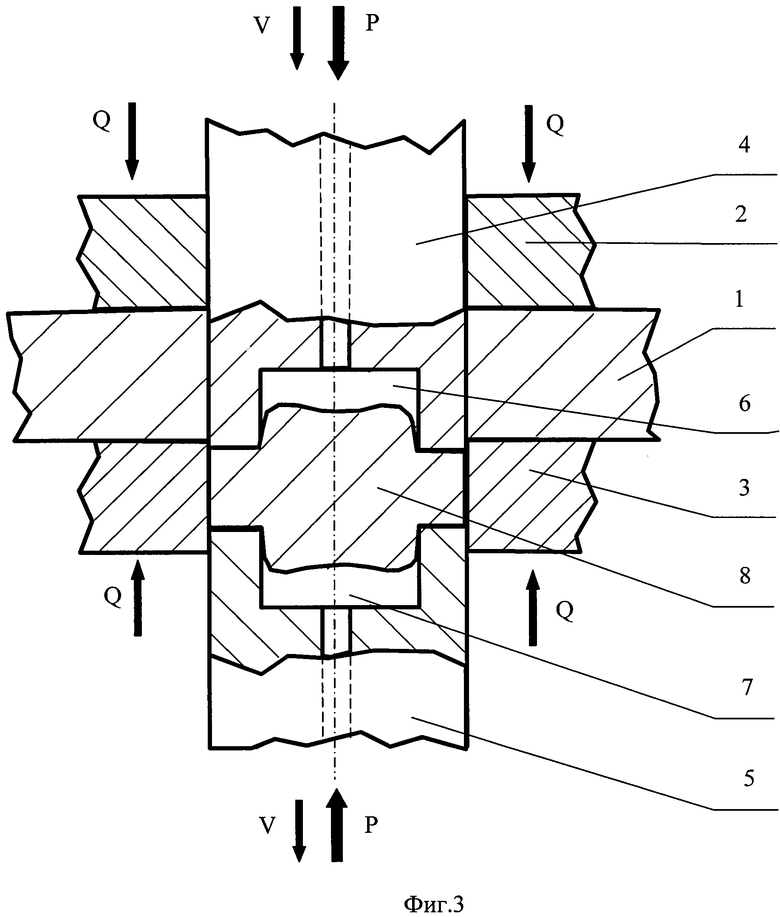
Фиг.2. Первый этап реализации способа - создание в зоне будущего разделения материала объемного напряженного состояния сжатия путем обратного выдавливания материала будущего отхода в торцевые полости пуансонов.
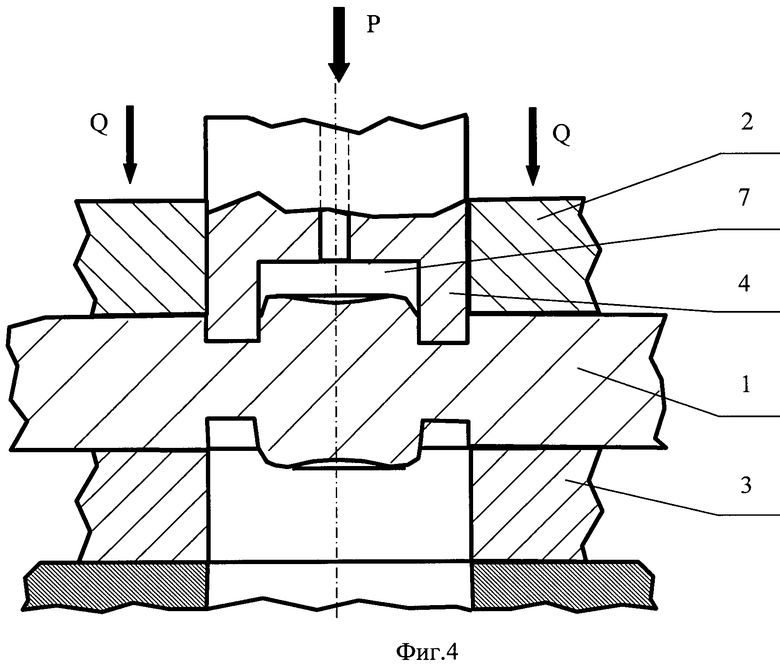
Фиг.3. Второй этап реализации способа - пробивка отверстия сдвигом отхода относительно основного материала.
Фиг.4. Вариант реализации способа: пробивка отверстия одним из пуансонов.
Предлагаемый способ реализуется следующим образом.
Толстолистовую заготовку 1 (фиг.1), в которой требуется пробить отверстие, устанавливают в штамп, включающий в себя прижимы 2 и 3, пуансоны 4 и 5 на торцах которых выполнены открытые полости 6 и 7.
На первом этапе пробивки отверстия в заготовке 1 к прижимам 2 и 3 (фиг.2) прикладывают силы Q, развивающие в зоне контакта с заготовкой 1 давления меньше предела текучести материала заготовки. Затем накладывают силы Р на пуансоны 4 и 5, перемещая их навстречу друг другу со скоростью V. Силы Р при этом имеют величину, достаточную для пластической деформации материала заготовки 1 под действием кольцевых торцов пуансонов 4 и 5. На данном этапе перемещающиеся навстречу друг другу пуансоны 4 и 5 осуществляют процесс обратного выдавливания материала заготовки 1 в полости пуансонов 6 и 7. При этом силы Q, прикладываемые к прижимам 2 и 3, имеют величину, запрещающую перемещение прижимов 2 и 3 друг от друга под действием пластически деформируемого металла заготовки.
Пуансон 5, внедрившись в материал заготовки 1 на определенную величину, прекращает встречное перемещение в сторону пуансона 4 и начинает принудительно двигаться в обратном направлении со скоростью V, равной скорости перемещения пуансона 4 (фиг.3). При этом происходит сдвиг материала 8 заготовки, расположенного между кольцевыми торцами пуансонов 4 и 5, относительно основного материала заготовки находящегося между прижимами 2 и 3.
При реализации предложенного способа перед этапом сдвига материала в зоне его будущего разделения создают объемное напряженное состояние сжатия, препятствующее образованию трещин и повышающее пластичность металла в зоне сдвига.
В другом варианте на этапе сдвига сила Р (фиг.3), приложенная к пунсону 5, может быть уменьшена до ноля. При этом этап сдвига может быть выполнен без участия пуансона 5 (фиг.4), который перед выполнением этапа сдвига отводят от заготовки 1.
Оба варианта реализации способа позволяют исключить образование утяжин материала заготовки со стороны пуансонов и обеспечить пробивку отверстий без заусенцев.
Применение того или иного варианта пробивки отверстия определяется пластическими свойствами материала заготовки и требуемым качеством пробиваемого отверстия. При этом первый вариант способа целесообразно использовать для получения отверстий более высокого качества в малопластичных при обычных условиях материалах.
Следует отметить, что рассмотренные варианты способа могут быть реализованы также при пробивке отверстий в толстолистовых материалах, находящихся в нагретом состоянии.
Предложенный способ пробивки отверстий в толстолистовых материалах позволяет снизить трудоемкость и повысить качество пробиваемых отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| Способ штамповки деталей с двусторонней ступицей | 1986 |
|
SU1412841A1 |
| Устройство для окончательной пробивки отверстий | 1980 |
|
SU937081A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Способ изготовления шайб | 2022 |
|
RU2796660C1 |
Изобретение относится к области обработки металлов давлением. Способ включает создание в зоне разделения материала объемного неравномерного напряженного состояния сжатия с последующим сдвигом разделяемых частей относительно друг друга. Объемное неравномерное напряженное состояние сжатия в зоне разделения материала создают обратным выдавливанием материала будущего отхода в торцевые полости противоположно расположенных пуансонов и наложением сжимающей нагрузки на противоположно расположенные околокромочные зоны будущего отверстия детали. В результате обеспечивается снижение трудоемкости и повышение качества. 3 з.п. ф-лы, 4 ил.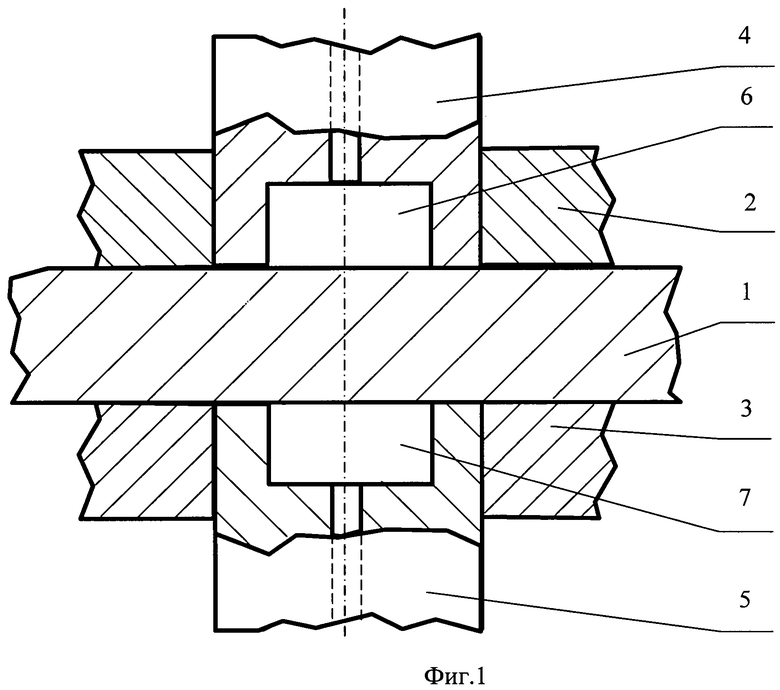
1. Способ пробивки отверстий в толстолистовом материале, включающий создание в зоне разделения материала объемного неравномерного напряженного состояния сжатия с последующим сдвигом разделяемых частей относительно друг друга, отличающийся тем, что объемное неравномерное напряженное состояние сжатия в зоне разделения материала создают обратным выдавливанием материала будущего отхода в торцевые полости противоположно расположенных пуансонов и наложением сжимающей нагрузки на противоположно расположенные околокромочные зоны будущего отверстия детали.
2. Способ по п.1, отличающийся тем, что обратное выдавливание материала будущего отхода выполняют встречным перемещением пуансонов, а сдвиг отхода - попутным перемещением пуансонов.
3. Способ по п.1, отличающийся тем, что сдвиг отхода осуществляют одним из пуансонов, не прикладывая нагрузки ко второму пуансону.
4. Способ по п.1, отличающийся тем, что сжимающие нагрузки, накладываемые на противоположные стороны толстолистового материала, прикладывают к кольцевым участкам детали в виде равномерно распределенной нагрузки, причем меньший диаметр кольцевых участков равен диаметру вырубаемого отверстия.
| ХТАЙК САН ВИН Исследование процесса чистовой пробивки толстолистовых заготовок при изготовлении деталей летательных аппаратов | |||
| Автореферат диссертации на соискание ученой степени кандидата технических наук | |||
| - М.: XXXIV Гагаринские чтения, 2008 | |||
| Способ пробивки отверстий в листовом материале | 1980 |
|
SU910286A1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
| JP 6229103 A, 16.08.1994 | |||
| JP 2010058132 A, 18.03.2010. | |||

