Изобретение относится к стаяко- строению .По основному авт.св. 9 1085785 известна шпиядальная головка, содержащая корпус, пщиндель, связанный С приводом вращенияу механизм подачи с винтовой передачей и фрикционный тормоз диск которого соединен с вин том DJ, : Эта шпиндельнай голавка обладает ограниченными технолбгическими возможностями 1ФИ обработке отверстий малого в связи с значительным влиянием на точность регулирования про цесса обработки инерционных сил враща ов(({хся. элементов головки. Цель изобретения - расширение тех нолоГ1{ческйх возможностей шпиндельной головки за счет обеслечения высококачественной обработки Отверстий малого диаметра. Цель достигается тем, что юпиндельная головка снабжена соединеннь1м с приводом вращения дополнительным фрикционным диском, предназначенным для контакта с диском тормоза. На чертеже схематически изображена шпиндельная головка, разрез. Шпиндельная головка содержит привод 1 вращения. Пару косозубых шеетерен 2 и 3, шпиндель 4, привод подачи, состоящий из винта 5, гайки 6, жестко связанной со шпинделем 4, направляющих 7 винта 5« диска 8, выполняющего роль тормоза, дополнительного фрикционного диска 9 и шестерни 10, Фрикционный диск 9 уста новлен в корпусе 11 шпиндельной головки и имеет зубчатый венец, входящий в зацепление с щесТеркей 10. Шестерня 10 связана с .приводом 1 вращения. Передйточноё отношение от вестерни 2 к шестерне 3 больше передаточного Отношения от шестерни 10 к зубчатому венцу диска 9. Шпиндельная головка содержит направляющие 12, шестерни 3, пружину 13 и крышку 14. На направляющих 12 размещенд косозубая шестерня 3 с возмож ностыб осевого перемещения и воздействия на диск В. В пазах диска 8 расположены направляющие 7 винта 5. Нружина 13, установленная Между крш1 кой 14 и диском 8, прижимает диск 8 к диску 9. На корпусе 11 закреплен конечный выключатель 15, взаимодейст вующий с винтом 5. Со шпинделем 4 мо жет быть связан корпус инструмента (например, хонинговальной головки), а с винтом 5 - игла разжима (не показаны) . Перед обработкой включают при1вод возвратно-поступательного движения шпиндельной головки. После ввода инструмента в отверстие обрабатываемой детали включают привод 1 вращения. Он вращает шпиндель 4 через шестерни 2 и 3. В то же время он через шестерню 10 и диски 9 и 8 передает вращение направляюпщм.7 винта 5. Скорость осевой подачи винта 5 определяется разностью угловых скоростей гайки б и винта 5. В связи с тем, что передаточное отношение от шестер,«и 2 к шестерне 3 больше передаточноо отнош1вния от шестерни 10 к зубчатому венцу фрикционного диска 9,винт 5при сцепленных без проскальзывания дисках вращается с угловой скоростью меньшей, чем гайка 6 т.е. осуществляется замедление (проворот) винта 5 относительно гайки 6, что приводит к осевому перемещению (подаче) винта 5 относительно гайки 6. При зтом игла, связанная с винтом 5, разжимает инструмент. Разжим инструмента, вращакцгщегося в отверстии обрабатьтаемой детали, приводит к возрастанию момента резания на шпинделе 4 и,вследствие этого, осевой силы РОС в зацеплении коСозубык шестерен 2 и 3. Возрастание осевой силы . прнводит к сжатию пружины 13 и умёньшению момента трения между дисками 8 и 9. Сила подачи Р„„, определяемая моментом трения МТР, при зтом уменьшается. Кроме того, при уменьшеНИИ момента трения М.ГР начинается проскальзывание между дисками 8 и 9 и диск 8, увлекаемый направляющими 7 винта 5, приобретает угловую скорость большую, чем угловая скорость диска 9. Это приводит к уменьшению разности угловых скоростей винта 5 и гайки 6и, следовательно, куменьшению скорости подачи виита 5. Возрастание момента резания Mpgj приводит к уменьшению силы и скорости подачи яглы разжима. Уменьшение силы и скорости подачи приводит по мере обработки к уменьшению момента резания на шпинделе,т.е. Устройство осуществляет непрерывную связь между моментом резания Мр, и силой подачи РПР, а это обеспечивает при обработке постоянство поддерживаемого момента резания. 3 Зависимость между моментом резйния и усилием подачи определяется шагом передачи виит 5 - гайка 6, ра диусом трения и коэффициентом трени дисков 8 и 9, а также жесткостью и предварительным натягом пружины 13 и может регулироваться в широких пределах. Настройка заданного момента резания Производится подбором пружины 13 и регулировкой предварительного натяга ее посредством перемещения крышки 14 относительно корпуса 11. Скорость осевой подачи, зависяща от разности угловых скоростей гайки и винтау настраивается в широких пределах подборкой передаточного от ношения между диском 9 и шестерней 10. Этим обеспечивается установка требуемой величины скорости подачи при обработке отверстий разных диаметров на различных угловых скорост .шпинделя. Углов.ая скорость шпинделя 4 зада ется сменнь1ми шестернями 2 и 3. Ско рость подачи при обработке должна быть значительно меньше скорости вращения инструмента, поэтому раз68ность указанных п|ередаточных отношений должна бьггь невелика. После окончания обработки отверстия реверсируют привод 1 вращения. В это время диск 8 прижат пружиной 13 к дисЛу 9. При реверсе гайка 6 и винт 5 вращаются в обратную сторону, причем угловая скорость гайки 6 больше угловой скорости винта 5. Это обеспечивает осевое перемещение винта 5 вверх. При дальнейшем перемещении винт 5 воздействует на конечный выключатель 15, а направляющие 7 винта 5 отжимают диск 8 от диска 9. При этом конечный выключатель 15 отключает, привод вращения, а появление зазора между дисками 8 и 9 исключает дальнейшую осевую подачу винта 5 вверх. Цикл обработки закончен. Предлагаемая конструкция шпиндельной головки обеспечивает уменьшение перегрузок, вызванных действием сил Инерции при врезании, за счет возможности установки требуемой величины скорости подачи При обработке отверстия малых диаметров менее 20 мм на различных угловых скоростях шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка | 1983 |
|
SU1085785A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Силовая головка для обработки отверстий в труднодоступных местах | 1985 |
|
SU1292935A1 |
| Металлорежущий станок | 1983 |
|
SU1214337A1 |
| Многошпиндельная головка для клепки | 1980 |
|
SU948520A1 |
| Шпиндельный узел сверлильного станка | 1989 |
|
SU1645074A1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ | 2010 |
|
RU2464371C2 |
| Металлорежущий станок | 1982 |
|
SU1115861A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| ПРЕСС ВИНТОВОЙ | 1971 |
|
SU290851A1 |
ШПЩДЕЛЬНАЯ ГОЛОВКА по авт.св. № 1685785, отличающаяся тем что, с целью расширения технологических возможностей за счет обеспечения высококачественной обработки отверстий малого диаметра, она снабжена соединенным с приводом вращения дополнительным 4ч икцирнным диском, прёдназна 1енн№1 для контакта с диском тормоза. (Л со м Од 00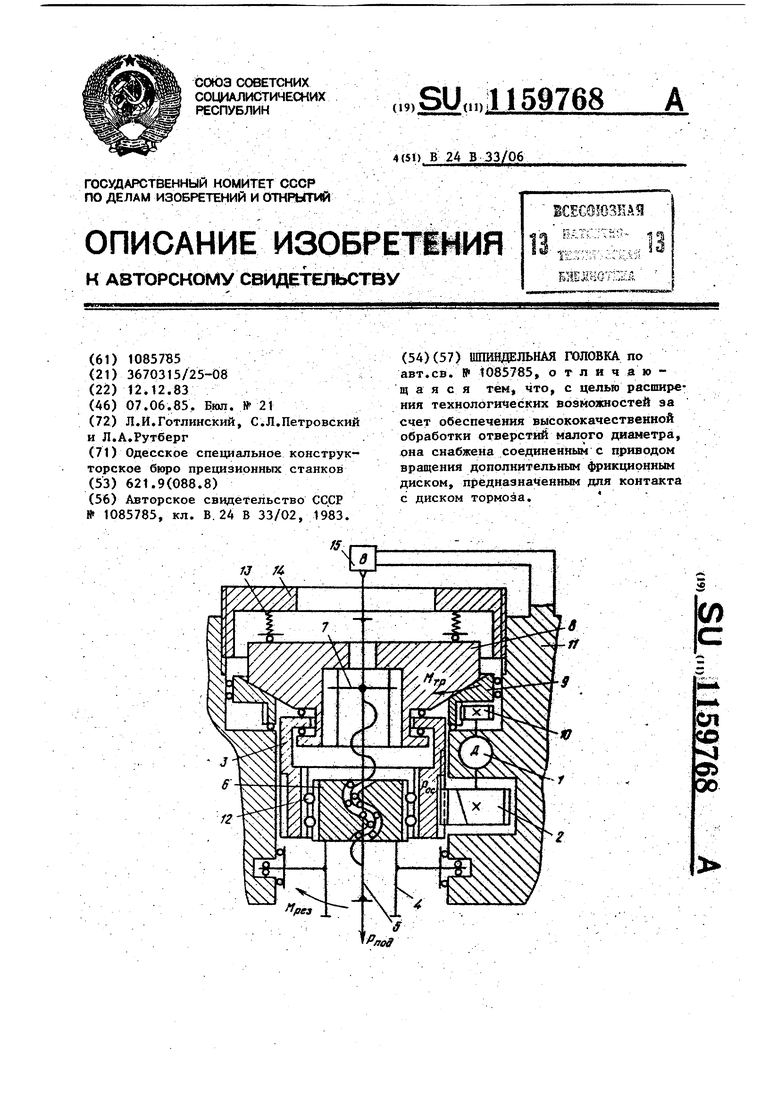
| Шпиндельная головка | 1983 |
|
SU1085785A1 |
| В | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
