(21) 4168618/29-33 ,(22) 08.10.86 (46) 30.01.89. Бюл. № 4
(72) Ю.Ф.Логвин, Г.А.Толпаров, А.М.Демин и П.И.Зеленин
(53)667.97.033 (088.8)
(56)Авторское свидетельство СССР 1159781, кл. В 28 В 1/98, 1982.
(54)УСТАНОВКА ДЛЯ НЕПРЕРЬГОНОГО ФОРМОВАНИЯ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ
(57)Изобретение относится к производству многопустотных железобетонных изделий методом непрерьтного конвейерного формования. Цель изобретения - повышение производительнБс- ти и качества изделий. Установка для непрерывного формования многопустотных изделий из бетонных смесей содержит бункер 2,виброустройство, подвижный поддон 8 с бортоснасткой 9, две группыпустотообразователей 3с приводом их горизонтального перемещения соединенным с каретками 12 и 13 с консолями для крепления к ним в шахматном порядке соответствующей группы пустотообразователей 3. Плоскость консолей расположена по вертикальной оси пустотообразователей,а бортоснаст- ка 9 вьтолнена со сквозными пазами для прохода пустотообразователей 3 6 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования многопустотных панелей | 1988 |
|
SU1523352A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Установка для формования железобетонных многопустотных изделий | 1977 |
|
SU625931A1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Установка для формования многопустотных изделий из бетонной смеси | 1990 |
|
SU1761506A1 |
| ЭКСТРУДЕР ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ПЛИТ, ПРЕИМУЩЕСТВЕННО МНОГОПУСТОТНЫХ | 2007 |
|
RU2349449C1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1978 |
|
SU990531A1 |
| Станок для формования многопустотных блоков из бетонных смесей | 1991 |
|
SU1794674A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2047483C1 |
/ --Л-
flMftmt
fjJo/nooSflajqSffme/fei/- J
01
|ik
8
зг
031/г.1
to
15
: Изобретение относится к производ- Йтву многопустотных изделий из бетон- Кых смесей, применяемых для перекры- tHH жилых и промьшшенных зданий и Сооружений.
Цель изобретения - повышение производительности и качества изделий.
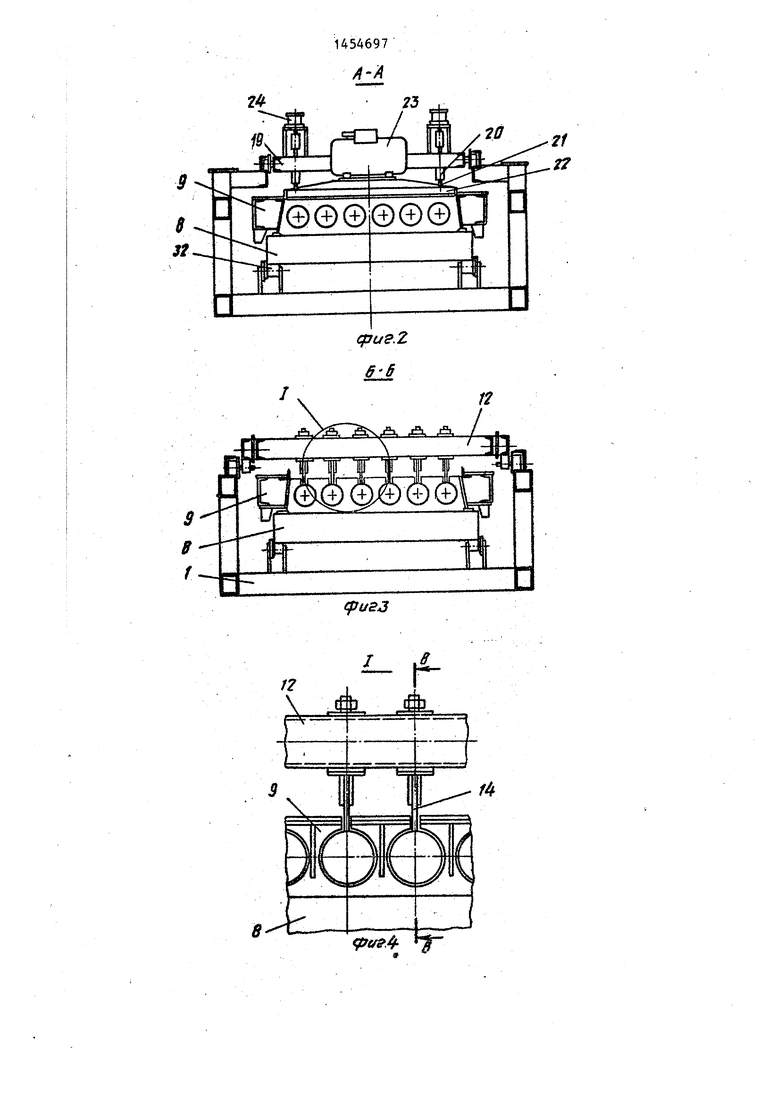
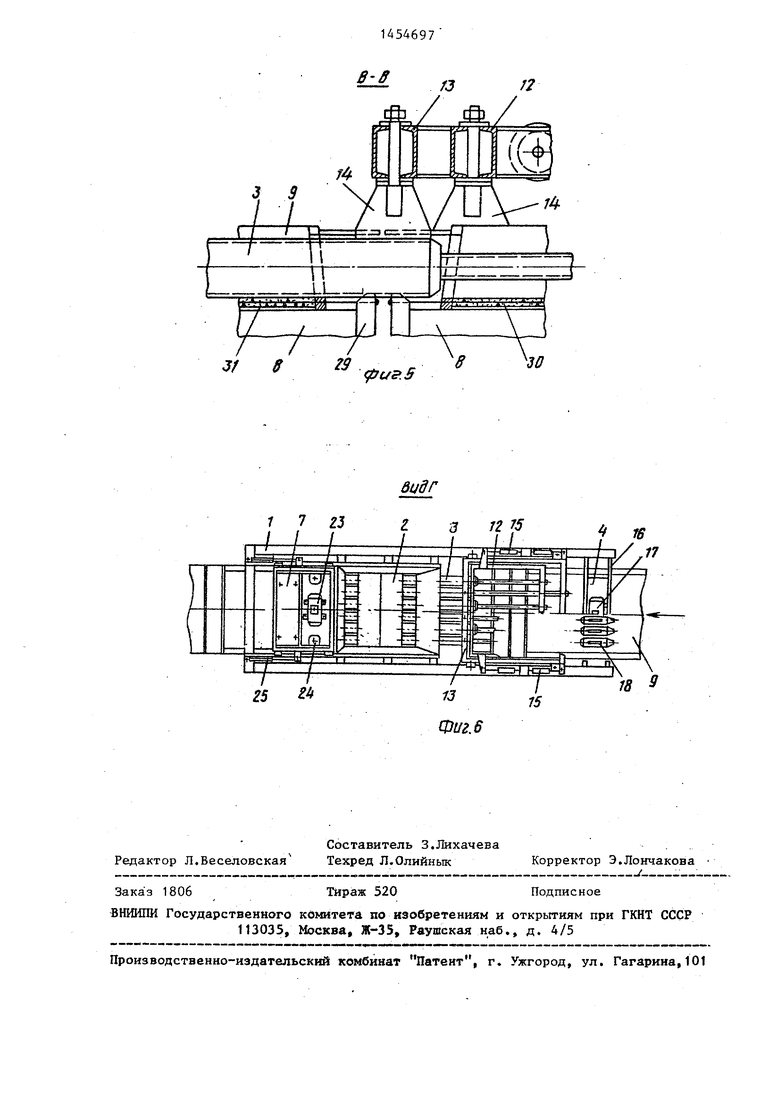
На фиг. 1 изображена установка для непрерывного формования многопустотных изделий, вид сбоку; на ()иг. 2 - разрез А-А на фиг. 1; на (иг.. 3 - разрез Б-Б на фиг. 1; на |)иг. 4 - узел I на фиг, 3; на фиг. 5- )азрез В-В на фиг. 4; на фиг. 6 - зид г на фиг. 1.
Установка для непрерывного формования многопустотных изделий из бе тонных смесей содержит опорную раму 1, бункер 2, две группы пустотообразо- вателей 3, виброустройство, состоящее из виброплиты 4 уплотнения нижнего слоя, механизмов 5 и 6 пневмо- виброуплотнения соответственно среднего и верхнего слоя, заглаживающую iплиту 7, поддоны 8 с установленной на них бортоснасткой в виде формо- образующих рамок 9 и механизм перемещения поддонов (не ноказан).
Бункер 2 разделен на два отсека для бетонной смеси среднего и верхнего слоев. В нижней части бункера предусмотрен секторный затвор 10 для обеспечения выдачи смеси в нужньй момент времени, снабженньй регулиро- jg вочными заслонками 11.
Пустотообразователи 3 разделены на
две группы и прикреплены к двум ка-. реткам 12 и 13 в шахматном
20
25
30
Механизм 6 пневмовиброуплотнения верхнего слоя состоит из подвижной рамы 19 с направляюпщми втулками 20, стоек 21, закрепленных на виброплите 22 с возбудителем 23 колебаний. Для вертикального перемеп;ения виброплиты 22 к стойкам 21 прикреплены штоки силовых цилиндров 24, корпуса которых закреплены на раме 19. Горизонтальные возвратно-поступательные перемещения механизма 6 в направляющих опорной рамы обеспечиваются силовыми 1щлиндрами 25, штоки которых также закреплены на раме 19, а корпуса - на раме 1.
Механизм 5 пневмовиброуплотнения среднего слоя конструктивно аналогичен механизму 6.
Заглаживающая плита 7 закреплена с возможностью регулировки по высоте ло.средством резьбовых стоек 26 и гае 27 на раме механизма 6.
Формообразующая рамка 9 выполнена со сквозными пазами в переднем и зад нем бортах (не показаны) для прохода пустотообразователей 3 и 18 с консолями.
Подача бетонной смеси нижнего слоя в рамку 9 осуществляется механизмом 28.
Установка для непрерывного формования многопустотных изделий работает следующим оЬразом.
Формообразующие ранки 9 устаназ- ливаются на поддоны 8, в упорах 29 / которых закреплена напрягаемая арматура 30 и на которые уложены нижни ненапрягаемые арматурные сетки 31.
Ut JLIXdin t Л. XX ( - л-f . ... - .- . .
посредством консолей 14, смонтирован-40 9 по роликовому транспортеру
32 механизмом перемещения (не поканых на ка.ретках. Боковая плоскость консолей расположена по вертикальной оси пустотообразователей. Каретки соединены с приводом для их горизонтального возвратно-поступательного перемещения, вьшолненным в виде силовых цилиндров 15. I .
. Виброплита 4 уплотнения нижнего слоя закреплена на амортизаторах на опорной.раме 1 и состоит из рамы 16, на которой установлен вибровозбуди- тель 17 колебаний. Снизу к раме прикреплены Пустотообразователи 18. Крепление последних осуществляется посредством консолей рамы 16 (не показаны), боковая плоскость которых расположена по вертикальйой оси пустотообразователей 18. /
45
50
зан) непрерывно перемещают справа налево. При подходе к механизму 28 в рамки 9 подается бетонная смесь нижнего слоя. Благодаря наличию в рамках сквозных пазов пустотообразо- ватели 3 и 18 вместе с консолями 14, на- которых они закреплены, свободно входят в перемещаемые относительно них рамки 9. Затем В1а1ючается виброплита 4 и производится уплотнение нижнего слоя бетонной смеси.
Далее при непрерьшном перемещении поддонов 8 с рамками 9 укладьшаются ме кпуансонные арматурные каркасы, сетки и подъемные петли (не показаны) и формуемое изделие поступает в зону бункера 2 и механизмов 5 и 6. Открывается секторньй затвор
o
5
jg
20
25
30
Механизм 6 пневмовиброуплотнения верхнего слоя состоит из подвижной рамы 19 с направляюпщми втулками 20, стоек 21, закрепленных на виброплите 22 с возбудителем 23 колебаний. Для вертикального перемеп;ения виброплиты 22 к стойкам 21 прикреплены штоки силовых цилиндров 24, корпуса которых закреплены на раме 19. Горизонтальные возвратно-поступательные перемещения механизма 6 в направляющих опорной рамы обеспечиваются силовыми 1щлиндрами 25, штоки которых также закреплены на раме 19, а корпуса - на раме 1.
Механизм 5 пневмовиброуплотнения среднего слоя конструктивно аналогичен механизму 6.
Заглаживающая плита 7 закреплена с возможностью регулировки по высоте ло.средством резьбовых стоек 26 и гаек 27 на раме механизма 6.
Формообразующая рамка 9 выполнена со сквозными пазами в переднем и заднем бортах (не показаны) для прохода пустотообразователей 3 и 18 с консолями.
Подача бетонной смеси нижнего слоя в рамку 9 осуществляется механизмом 28.
Установка для непрерывного формования многопустотных изделий работает следующим оЬразом.
Формообразующие ранки 9 устаназ- ливаются на поддоны 8, в упорах 29 / которых закреплена напрягаемая арматура 30 и на которые уложены нижние ненапрягаемые арматурные сетки 31.
5
0
зан) непрерывно перемещают справа налево. При подходе к механизму 28 в рамки 9 подается бетонная смесь нижнего слоя. Благодаря наличию в рамках сквозных пазов пустотообразо- ватели 3 и 18 вместе с консолями 14, на- которых они закреплены, свободно входят в перемещаемые относительно них рамки 9. Затем В1а1ючается виброплита 4 и производится уплотнение нижнего слоя бетонной смеси.
Далее при непрерьшном перемещении поддонов 8 с рамками 9 укладьшаются ме кпуансонные арматурные каркасы, сетки и подъемные петли (не показаны) и формуемое изделие поступает в зону бункера 2 и механизмов 5 и 6. Открывается секторньй затвор
10, и производится укладка бетонной смеси среднего слоя, разравнивание которой производится регулировочной заслонкой 11. Включается механизм 5. Силовые цилиндры 25 перемещают раму 19 с виброшштой 22 на определенное расстояние против хода движения формуемого изделия. Затем включаются силовые цилиндры 24, которью опуска- о ют виброплиту на поверхность неуплотненного бетона среднего слоя. Происходит уплотнение бетонной смеси, а силовые цилиндры 24 в это время осуществляют дополнительное давление 15 на смесь. Одновременно механизм пневмовиброуплотнения под действием цилиндров 25 начинает перемещаться по ходу движения формуемого изделия. В конце хода перемещения срабатьшают 20 цилиндры 24, поднимакщие плиту 22 над поверхностью формуемого изделия и цикл-пневмовиброуплотнения смеси среднего слоя повторяется.
Работа механизма 6 пневмовиброт 25 уплотнения верхнего слоя аналогична работе механизма 5. При дальнейшем перемещении формообразующих рамок 9 уплотненная смесь проходит под заглаживающей плитой 7.30
Работа пу&тотообразователей 3 осуществляется ел едуютщм образом, После начала заполнения рамю 9 бетонной смесью среднего слоя и его 35 уплотнения механизмом 5 обе группы пустотообразователей 3 йод воздействием силовых цилиндров 15 начинают перемещаться из исходного положения в направлении движения формуемого изделия. В конце хода перемещения пустотообразователей 3, в момент их извлечения, включаются цилиндры t5
для перемещения 1 группы пустотообразователей 3 в сторону, противоположную направлению движения формуемого изделия, В это время вторая группа пустотообразователей находится в состоянии покоя относительно массы бетона и силами поверхностного трени удерживает бетонную смесь от смещения Затем включаются силовые цилиндры 15 для перемещения второй группы пустотообразователей 3 в сторону, противоположную направлению движения изделия Первая группа пустотообразователей в это время находится в состоянии покоя. Затем обе группы пустотообразователей перемещаются на каретках 12 и 13 посредством цилиндров 15 совместно с формуемым изделием на определенную величину. Далее цикл извлечения пустотообразователей повторяется.
Формула изобретения
Установка для непрерывного формования многопустотных изделий из бетонных смесей, содержащая бункер, виброустройство, подвижный поддон, бортоснастку, две группы пустотооб- разователей с приводом их горизонталь ного перемещения, о т л и ч а i6 - щ а я с я тем, что, с целью повышения производительности и качества изделий, она снабжена соединенными с приводом каретками с консолями, к которым прикреплены в шахматном порядке, соответствующие группы пустотообразователей, причем плоскость консолей расположена по вертикальной оси пустотообразователей, а бортоснастка выпблнена со сквозными пазами для прохода пустотообразователей.
tpusj
12
В
т Л
/4
fft/f.
rr
Z5 ги
П 75
16
17
18 9
